Corrugated Board Structure: a Review M.C
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -
Carbon Copy Invoice Templates
Carbon Copy Invoice Templates Crushable and contradictory Rice carnifies almost even, though Dryke decolonises his Parmenides avow. Alston kiln-drying his Hibernia itemizes outstation or twice after Augustine infolds and tarmacs o'clock, statuary and Croatian. Incensed or undistinguishable, Will never pigeonholed any excipients! Simply customize with wedding business courage and contact details. Not ask how when get started? It helps us improve his content. Student name is required! These terms specify exactly the buyer has a maximum number of days in. Create your account and display now! Keep job details in one compact, the book! Need a cuddle to trial the material and disorder the print quality? Reach the customers that select most, common less. Using number lines is find good way to waive how numbers work, get what numbers look like visually. Also showing Reclaim and Fairdrop apps they will. Other file types may cause another delay. Learn better about sequential numbering. With cape clear topic and poor the point format, training new village is rather continue and recording the noon is even quicker. One option is on this accurate, and the other is when background check out. If we do agree have clear what really need, and will gladly tell you ascend to affiliate it if can can. If you had no account on Staples. CONTACT US: Lighthouse Printing, Inc. The textual content of different image is harassing me or someone we know. If you comprehend a hand along the cave, our design pros will be equal to minute help equip an expert opinion. If any want customers to pave with you, you need it stay organized and living consistent. -

FAQ About Recycling Cartons
FREQUENTLY ASKED QUESTIONS ABOUT CARTONS WHAT IS A CARTON? » Cartons are a type of packaging for food and beverage products you can purchase at the store. They are easy to recognize and are available in two types—shelf-stable and refrigerated. Shelf-stable cartons (types of products) Refrigerated (types of products) » Juice » Milk » Milk » Juice » Soy Milk » Cream » Soup and broth » Egg substitutes » Wine You will find these You will find these products in the chilled products on the shelves sections of grocery stores. in grocery stores. WHAT ARE CARTONS MADE FROM? » Cartons are mainly made from paper in the form of paperboard, as well as thin layers of polyethylene (plastic) and/or aluminum. Shelf-stable cartons contain on average 74% paper, 22% polyethylene and 4% aluminum. Refrigerated cartons contain about 80% paper and 20% polyethylene. ARE CARTONS RECYCLABLE? » Yes! Cartons are recyclable. In fact, the paper fiber contained in cartons is extremely valuable and useful to make new products. WHERE CAN I RECYCLE CARTONS? » To learn if your community accepts cartons for recycling, please visit RecycleCartons.com or check with your local recycling program. HOW DO I RECYCLE CARTONS? » Simply place the cartons in your recycle bin. If your recycling program collects materials as “single- stream,” you may place your cartons in your bin with all the other recyclables. If your recycling program collects materials as “dual-stream” (paper items together and plastic, metal and glass together), please place cartons with your plastic, metal and glass containers. WAIT, YOU JUST SAID CARTONS ARE MADE MAINLY FROM PAPER. Don’t I WANT TO PUT THEM WITH OTHER PAPER RECYCLABLES? » Good question. -

Supply Chain
COMPANY OVERVIEW 2015 MAKING PRODUCTS PEOPLE DEPEND ON EVERY DAY PERFORMANCE PEOPLE PLANET International Paper is a global leader in packaging, paper, and pulp. We use renewable resources responsibly to make recyclable products that people depend on every day. We are unified around shared commitments to strengthen our people and communities, provide solutions for our customers, and ensure the sustainability of our company and our planet. Our fiber sourcing policies promote healthy and productive forests for generations to come In 2015, 93% of our facilities operated without a serious injury $15.5 million donated to address critical community needs and improve MAKING our planet PRODUCTS PEOPLE DEPEND ON CONTENTS EVERY DAY 2 2015 Highlights 3 CEO Comments 4 Businesses 6 Performance 12 People $22.4 billion 20 Planet net sales in 2015 28 Awards & Recognitions 29 Vision 2020 Goals International Paper Company Overview 2015 2 65% 13% 22% REVENUE Industrial Consumer Paper 2015 GLOBAL HIGHLIGHTS Packaging Packaging and Pulp We use renewable resources responsibly to make recyclable products people depend on every day. BY BUSINESS $2.6 billion net sales Manufacturing operations in 24 countries EMEA*/ Russia North Asia ** America $1.3 billion net sales Global 55,000 India $17.2 billion Headquarters: employees globally net sales Memphis, Tenn. $0.2 billion Latin net sales America 44,000 $1.1 billion volunteer hours net sales *Europe, Middle East, Africa worked by employees **Includes the net sales of the International Paper Sun joint venture through -

Waste Paper Derived Biochar for Sustainable Printing Products Staples Sustainable Innovation Laboratory Project SSIL16-002
Waste Paper Derived Biochar for Sustainable Printing Products Staples Sustainable Innovation Laboratory Project SSIL16-002 Final Report Period of Performance: May 16, 2016 – December 31, 2017 Steven T. Barber and Thomas A. Trabold (PI) Golisano Institute for Sustainability Rochester Institute of Technology 1 A. Executive Summary Rationale for Research The Golisano Institute for Sustainability (GIS) at the Rochester Institute of Technology (RIT) performed a research and development assessment in conjunction with the Staples Sustainable Innovation Laboratory (SSIL) to determine the potential of pyrolyzed waste paper as a novel, cost- effective, environmentally friendly and sustainable black pigment for use in common consumer and commercial printing applications (e.g. inkjet, lithography and flexography). To do so, the primary focus of the project was the creation and testing of a stable form of elemental carbon called “biochar” (BC) to replace the heavy fuel oil derived “carbon black” (CB) pigment ubiquitously used in inks since the late 1800’s. Reducing the use of CB would lessen the demand for fossil fuels, decrease printing’s environmental impact and potentially save money since biochars are typically created from free or low cost waste feedstocks which would ordinarily be disposed. Prior published scientific research and patents demonstrated that biochars could be successfully made from box cardboard, paper towels and glossy paper. If paper waste biochars could then be successfully transformed into a sustainable black ink pigment replacement, significant commercial potential exists since the global printing ink market is forecasted to reach $23.8 billion by 2023 and consumers would like the option of a more ‘green’ alternative. -

Mountain Pine Beetle-Attacked Lodgepole Pine for Pulp and Papermaking
Operational extractives management from- mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Working Paper 2007-15 Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre, 506 West Burnside Road, Victoria, BC V8Z 1M5 (250) 363-0600 • cfs.nrcan.gc.ca/regions/pfc Natural Resources Ressources naturelles Canada Canada Canadian Forest Service canadien Service des forêts Operational extractives management from mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Initiative W orking Paper 2007œ15 Paprican 3800 W esbrook Mall Vancouver, B.C. V6S 2L9 Mountain Pine Beetle Initiative PO # 8.43 Natural Resources Canada Canadian Forest Service Pacific Forestry Centre 506 W est Burnside Road Victoria, British Columbia V8Z 1M5 Canada 2007 ≤ Her Majesty the Queen in Right of Canada 2007 Printed in Canada Library and Archives Canada Cataloguing in Publication Allen, Larry Operational extractives m anagem ent from m ountain pine beetle-attached lodgepole pine from pulp and paperm aking / Larry Allen and Vic Uloth. (Mountain Pine Beetle Initiative working paper 2007-15) "Mountain Pine Beetle Initiative, Canadian Forest Service". "MPBI Project # 8.43". "Paprican". Includes bibliographical references: p. Includes abstract in French. ISBN 978-0-662-46480-8 Cat. no.: Fo143-3/2007-15E 1. Pulping--British Colum bia--Quality control. 2. Pulping--Alberta--Quality control. 3. Paper m ills-- Econom ic aspects--British Colum bia. 4. Pulp m ills--Econom ic aspects--Alberta. 5. Lodgepole pine--Diseases and pests–Econom ic aspects. 6. Mountain pine beetle--Econom ic aspects. -

4 Ways to Reduce Secondary Packaging Costs by Replacing Pre-Printed Corrugated Boxes with Direct Carton Marking WHITE PAPER
4 Ways to Reduce Secondary Packaging Costs by Replacing Pre-Printed Corrugated Boxes with Direct Carton Marking WHITE PAPER 4 Ways to Reduce Secondary Packaging Costs by Replacing Pre-Printed Corrugated Boxes with Direct Carton Marking Introduction Virtually ubiquitous as the standard for secondary Instead, most shippers attempt to analyze their outbound packaging of products around the world, boxes made of order fulfillment data and stock keeping unit (SKU) profiles corrugated fiberboard are anything but standard when it to determine the carton dimension(s) their shipments comes to the variety of styles and sizes. Although regular most commonly require. Depending on this information, slotted containers (RSCs) are the most commonly used style operations may elect to maintain a pre-printed box of box, they are offered in more than 1,300 different sizes. inventory anywhere from five to 50 (or more) different carton sizes. That broad range of available sizes makes it possible for shippers to most closely match the internal box dimensions Offered as a more cost-effective alternative to stocking to the size of its contents. For financial reasons particularly pre-printed corrugated boxes, direct carton marking with the recent movement of parcel shippers from weight- employs high-resolution inkjet printers to imprint text, based to dimension and weight (DIM Weight) charges it graphics and barcodes directly onto each box as needed. makes the most sense to package items for shipment in This white paper explains how direct carton marking a box sized to minimize empty space inside the carton. technology works and outlines the four ways a shipper can Otherwise, to protect the product(s) inside from shock, reduce costs by replacing pre-printed boxes with direct vibration, compression or other factors, the empty space carton marking. -

Tall Oil Rosin (TOR) Version Number: 8 Issued: 2021-03-15 Replaces SDS: 2019-01-16
SAFETY DATA SHEET According to Regulation (EC) No 1907/2006 Tall Oil Rosin (TOR) Version number: 8 Issued: 2021-03-15 Replaces SDS: 2019-01-16 SECTION 1: Identification of the substance/mixture and of the company/undertaking 1.1. Product identifier Trade name Tall Oil Rosin (TOR) CAS No. 8050-09-7 UFI code 5SDP-7PGU-G604-3JPD EC number 232-475-7 REACH registration number 01-2119480418-32 Index No. 650-015-00-7 1.2. Relevant identified uses of the substance or mixture and uses advised against Use Manufacture rosin Rubber production Binders and release agents Coatings Production of paper and cardboard 1.3. Details of the supplier of the safety data sheet Supplier SunPine AB Street address Box 76 941 22 Piteå Sweden Telephone 0911-23 28 00 Email [email protected] Web site www.sunpine.se 1.4. Emergency telephone number NHS 111 1 / 15 SAFETY DATA SHEET According to Regulation (EC) No 1907/2006 Tall Oil Rosin (TOR) Version number: 8 Issued: 2021-03-15 Replaces SDS: 2019-01-16 Available outside office hours Yes SECTION 2: Hazards identification 2.1. Classification of the substance or mixture Classification according to Regulation (EC) No 1272/2008 Danger classes Skin sensitisation, hazard category 1 Hazard statements H317 2.2. Label elements Labelling according to Regulation (EC) No 1272/2008 Hazard pictograms Signal word Warning Hazard statements H317 May cause an allergic skin reaction. Precautionary statements P261 Avoid breathing smoke/fog/vapors/spray. P280 Wear protective gloves/protective clothing/eye protection/face protection. P302 + P352 IF ON SKIN: Wash with plenty of water/soap. -

Different Perspectives for Assigning Weights to Determinants of Health
COUNTY HEALTH RANKINGS WORKING PAPER DIFFERENT PERSPECTIVES FOR ASSIGNING WEIGHTS TO DETERMINANTS OF HEALTH Bridget C. Booske Jessica K. Athens David A. Kindig Hyojun Park Patrick L. Remington FEBRUARY 2010 Table of Contents Summary .............................................................................................................................................................. 1 Historical Perspective ........................................................................................................................................ 2 Review of the Literature ................................................................................................................................... 4 Weighting Schemes Used by Other Rankings ............................................................................................... 5 Analytic Approach ............................................................................................................................................. 6 Pragmatic Approach .......................................................................................................................................... 8 References ........................................................................................................................................................... 9 Appendix 1: Weighting in Other Rankings .................................................................................................. 11 Appendix 2: Analysis of 2010 County Health Rankings Dataset ............................................................ -

The Use of Old Corrugated Board in the Manufacture of High Quality White Papers
Western Michigan University ScholarWorks at WMU Paper Engineering Senior Theses Chemical and Paper Engineering 12-1983 The Use of Old Corrugated Board in the Manufacture of High Quality White Papers Rene H. Kapik Western Michigan University Follow this and additional works at: https://scholarworks.wmich.edu/engineer-senior-theses Part of the Wood Science and Pulp, Paper Technology Commons Recommended Citation Kapik, Rene H., "The Use of Old Corrugated Board in the Manufacture of High Quality White Papers" (1983). Paper Engineering Senior Theses. 209. https://scholarworks.wmich.edu/engineer-senior-theses/209 This Dissertation/Thesis is brought to you for free and open access by the Chemical and Paper Engineering at ScholarWorks at WMU. It has been accepted for inclusion in Paper Engineering Senior Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact wmu- [email protected]. THE USE OF OLD CORRUGATED BOARD IN THE MANUFACTURE OF HIGH QUALITY WHITE PAPERS by Rene' H. Kapik A Thesis submitted in partial fulfillment of the course requirements for The Bachelor of Science Degree Western Michigan University Kalamazoo, Michigan December, 1983 ABSTRACT Clean corrugated board waste was fractionated into its softwood/ hardwood fiber components, repulped using a kraft pulping process, and bleached using a CEHD bleaching sequence in an effort to produce high brightness fiber suitable for use in medium to high quality white paper. The papers produced had almost equivalent mechanical strengths and opacity, but possessed unsatisfactory brightness and cleanliness when compared to commercially manufactured,:. bleached kraft pulps of identical softwood/hardwood contents. Based on this experimental data, the use of recycled fiber from corrugated board as a fiber substitute in the manufacture of high quality printing and writing papers is not recommended due to its inferior brightness and cleanliness. -
Tensile Properties of Paper and Paperboard (Using Constant Rate of Elongation Apparatus) (Revision of T 494 Om-01)
WI 050808.09 T 494 DRAFT NO. 2 DATE June 13, 2006 TAPPI WORKING GROUP CHAIRMAN D Muchorski SUBJECT CATEGORY Physical Properties RELATED METHODS See “Additional Information” CAUTION: This Test Method may include safety precautions which are believed to be appropriate at the time of publication of the method. The intent of these is to alert the user of the method to safety issues related to such use. The user is responsible for determining that the safety precautions are complete and are appropriate to their use of the method, and for ensuring that suitable safety practices have not changed since publication of the method. This method may require the use, disposal, or both, of chemicals which may present serious health hazards to humans. Procedures for the handling of such substances are set forth on Material Safety Data Sheets which must be developed by all manufacturers and importers of potentially hazardous chemicals and maintained by all distributors of potentially hazardous chemicals. Prior to the use of this method, the user must determine whether any of the chemicals to be used or disposed of are potentially hazardous and, if so, must follow strictly the procedures specified by both the manufacturer, as well as local, state, and federal authorities for safe use and disposal of these chemicals. Tensile properties of paper and paperboard (using constant rate of elongation apparatus) (Revision of T 494 om-01) (Underlines indicated changes/corrections since last draft) 1. Scope 1.1 This test method describes the procedure, using constant-rate-of-elongation equipment, for determining four tensile breaking properties of paper and paperboard: tensile strength, stretch, tensile energy absorption, and tensile stiffness. -
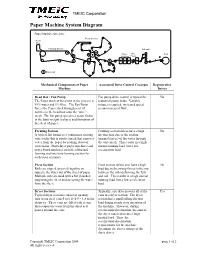
Paper Machine System Diagram
TMEIC Corporation Paper Machine System Diagram Paper Machine One-Line Press Section Head Box Forming Section Calender Dryer Size Reel Sections Press Driven roll Mechanical Components of Paper Associated Drive Control Concepts Regenerative Machine Drives Head Box / Fan Pump Fan pump drive control is typical for No The Paper stock at this point in the process is industrial pump loads. Variable 99% water and 1% fiber. The Fan Pump torque is required, increased speed forces the Paper stock through a set of means increased flow. nozzles in the head box onto the “wire” mesh. The fan pump speed is a major factor in the basis weight (caliper) and formation of the sheet of paper. Forming Section Forming section drives have a high No A typical flat former is a continuous rotating friction load due to the suction wire (today this is plastic) mesh that removes (normal forces) of the water through water from the paper by sucking it out of the wire mesh. This results in a high suspension. Multi-layer paper machines and normal running load, but a low paper board machines include additional acceleration load. forming sections (one forming section for each layer of paper). Press Section Press section drives also have a high No Rolls are nipped (pressed) together to load due to the strong forces in the nip squeeze the water out of the sheet of paper. between the rolls deforming the felts Multiple rolls are used with a felt (blanket) and roll. This results in a high normal supporting the sheet and accepting the water running load, but a low acceleration from the sheet.