Tall Oil Soap Recovery TAPPI Kraft Recovery Short Course
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Understanding Matboard
FRAMING FUNDAMENTALS by Jared Davis, MCPF, GCF Understanding Matboard Being the best frame shop in your area starts with the best products. atboard is a fundamental compo- Mnent of almost every framed pic- ture. However, understanding the vast range of information and choices avail- able in matboards can be daunting. In this article, I aim to provide some useful insights about matboard to help you to dispel some of the myths and decipher some of the facts about this vital aspect of our profession. The two primary purposes for matboard that the introduction of a matboard can in- Different grades of matboard are are to provide protection for the artwork and crease both the size and level of value in the designed for to enhance the framing design. sale of a frame. different appli- cations. Under- 1) Protect. The last consumer survey con- standing which choice to make is ducted by the Professional Picture Fram- How Matboard is Made important to both ers Association found that the num- Matboards are comprised of layers of pa- your customer and your business. ber-one reason why a consumer chose to per of various thickness, laminated together. custom frame an artwork was to protect The papers and core of a matboard are made the item. Preservation, clearly, is of prima- from either unpurified wood pulp, purified al- ry importance to your customer. pha-cellulose wood pulp, or in the case of mu- 2) Enhance. A matboard can help the view- seum-grade board, cotton linter pulp. er to focus correctly on the image. -
The Miracle Resource Eco-Link
Since 1989 Eco-Link Linking Social, Economic, and Ecological Issues The Miracle Resource Volume 14, Number 1 In the children’s book “The Giving Tree” by Shel Silverstein the main character is shown to beneÞ t in several ways from the generosity of one tree. The tree is a source of recreation, commodities, and solace. In this parable of giving, one is impressed by the wealth that a simple tree has to offer people: shade, food, lumber, comfort. And if we look beyond the wealth of a single tree to the benefits that we derive from entire forests one cannot help but be impressed by the bounty unmatched by any other natural resource in the world. That’s why trees are called the miracle resource. The forest is a factory where trees manufacture wood using energy from the sun, water and nutrients from the soil, and carbon dioxide from the atmosphere. In healthy growing forests, trees produce pure oxygen for us to breathe. Forests also provide clean air and water, wildlife habitat, and recreation opportunities to renew our spirits. Forests, trees, and wood have always been essential to civilization. In ancient Mesopotamia (now Iraq), the value of wood was equal to that of precious gems, stones, and metals. In Mycenaean Greece, wood was used to feed the great bronze furnaces that forged Greek culture. Rome’s monetary system was based on silver which required huge quantities of wood to convert ore into metal. For thousands of years, wood has been used for weapons and ships of war. Nations rose and fell based on their use and misuse of the forest resource. -

Mountain Pine Beetle-Attacked Lodgepole Pine for Pulp and Papermaking
Operational extractives management from- mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Working Paper 2007-15 Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre, 506 West Burnside Road, Victoria, BC V8Z 1M5 (250) 363-0600 • cfs.nrcan.gc.ca/regions/pfc Natural Resources Ressources naturelles Canada Canada Canadian Forest Service canadien Service des forêts Operational extractives management from mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Initiative W orking Paper 2007œ15 Paprican 3800 W esbrook Mall Vancouver, B.C. V6S 2L9 Mountain Pine Beetle Initiative PO # 8.43 Natural Resources Canada Canadian Forest Service Pacific Forestry Centre 506 W est Burnside Road Victoria, British Columbia V8Z 1M5 Canada 2007 ≤ Her Majesty the Queen in Right of Canada 2007 Printed in Canada Library and Archives Canada Cataloguing in Publication Allen, Larry Operational extractives m anagem ent from m ountain pine beetle-attached lodgepole pine from pulp and paperm aking / Larry Allen and Vic Uloth. (Mountain Pine Beetle Initiative working paper 2007-15) "Mountain Pine Beetle Initiative, Canadian Forest Service". "MPBI Project # 8.43". "Paprican". Includes bibliographical references: p. Includes abstract in French. ISBN 978-0-662-46480-8 Cat. no.: Fo143-3/2007-15E 1. Pulping--British Colum bia--Quality control. 2. Pulping--Alberta--Quality control. 3. Paper m ills-- Econom ic aspects--British Colum bia. 4. Pulp m ills--Econom ic aspects--Alberta. 5. Lodgepole pine--Diseases and pests–Econom ic aspects. 6. Mountain pine beetle--Econom ic aspects. -

Basics of Kraft Pulping
Lignin Wood is composed of many chemical components, primarily extractives, carbohydrates, and lignin, which are distributed nonuniformly as the result of anatomical structure. Lignin is derived from the Latin term lignum, which means wood.1 Anselme Payen (1838) was the first to recognize the composite nature of wood and referred to a carbon- rich substance as the “encrusting material” which embedded cellulose in the wood. Schulze (1865) later defined this encrusting material as lignin. Lignin has been described as a random, three-dimensional network polymer comprised of variously linked phenylpropane units.2 Lignin is the second most abundant biological material on the planet, exceeded only by cellulose and hemicellulose, and comprises 15-25% of the dry weight of woody plants. This macromolecule plays a vital role in providing mechanical support to bind plant fibers together. Lignin also decreases the permeation of water through the cell walls of the xylem, thereby playing an intricate role in the transport of water and nutrients. Finally, lignin plays an important function in a plant’s natural defense against degradation by impeding penetration of destructive enzymes through the cell wall. Although lignin is necessary to trees, it is undesirable in most chemical papermaking fibers and is removed by pulping and bleaching processes. 1.1.1 Biosynthesis Plant lignins can be broadly divided into three classes: softwood (gymnosperm), hardwood (angiosperm) and grass or annual plant (graminaceous) lignin.3 Three different phenylpropane units, or monolignols, are responsible for lignin biosynthesis.4 Guaiacyl lignin is composed principally of coniferyl alcohol units, while guaiacyl-syringyl lignin contains monomeric units from coniferyl and sinapyl alcohol. -

( 12 ) United States Patent
US009902815B2 (12 ) United States Patent ( 10 ) Patent No. : US 9 ,902 , 815 B2 Tamminen et al. ( 45 ) Date of Patent: Feb . 27 , 2018 ( 54 ) FUNCTIONALIZED LIGNIN AND METHOD ( 58 ) Field of Classification Search OF PRODUCING THE SAME ??? . .. C07G 1 / 00 See application file for complete search history . @(71 ) Applicant : Teknologian tutkimuskeskus VTT , VTT (FI ) ( 56 ) References Cited U . S . PATENT DOCUMENTS @(72 ) Inventors : Tarja Tamminen , Espoo (FI ) ; Jarmo Ropponen , Espoo (FI ) ; Eva - Lena Hult , 2 ,429 , 102 A 10 / 1947 Lewis et al. Espoo ( FI) ; Kristiina Poppius- Levlin , 3 , 149 , 085 A 9 / 1964 Ball et al . Espoo (FI ) 4 ,017 ,430 A * 4 / 1977 Briggs .. .. .. 530 / 502 5 ,773 , 590 A * 6 / 1998 Hart 530 / 500 6 ,172 ,204 B1 * 1 /2001 Sarkanen et al. 530 /500 @(73 ) Assignee : Teknologian tutkimuskeskus VTT Oy, 2010 /0105798 A1 * 4 /2010 Hasegawa . .. .. 522 / 99 Espoo (FI ) 2010 /0152428 A1* 6 / 2010 Gifford et al . .. .. .. 530 / 504 2010 / 0204368 A1 * 8 / 2010 Benko et al. .. .. .. .. .. .. .. 524 / 73 ( * ) Notice : Subject to any disclaimer, the term of this 2010 / 0331531 A1 * 12 / 2010 Mykytka .. .. 530 / 501 patent is extended or adjusted under 35 2011/ 0263836 A1 * 10 / 2011 Vuorenpalo et al. .. .. 530 / 500 U . S . C . 154 ( b ) by 33 days. 2012 /0012035 A1 * 1 / 2012 Blank et al. .. .. 106 / 802 ( 21) Appl. No. : 14 /348 , 904 OTHER PUBLICATIONS (22 ) PCT Filed : Oct. 8 , 2012 Holmbom ( Journal of the American Oil Chemists Society , 1977 , p . 289 - 293 ) . * Stenberg et al . (Surface Coatings International Part B : Coatings ( 86 ) PCT No. : PCT/ FI2012 /050965 Transactions , vol. 88 , B2 , 83 - 156 , 2005 ) . -

Corrugated Board Structure: a Review M.C
ISSN: 2395-3594 IJAET International Journal of Application of Engineering and Technology Vol-2 No.-3 Corrugated Board Structure: A Review M.C. Kaushal1, V.K.Sirohiya2 and R.K.Rathore3 1 2 Assistant Prof. Mechanical Engineering Department, Gwalior Institute of Information Technology,Gwalior, Assistant Prof. Mechanical Engineering 3 Departments, Gwalior Engineering College, Gwalior, M. Tech students Maharanapratap College of Technology, Gwalior, [email protected] [email protected] [email protected] ABSTRACT Corrugated board is widely used in the packing industry. The main advantages are lightness, recyclability and low cost. This makes the material the best choice to produce containers devoted to the shipping of goods. Furthermore examples of structure design based on corrugated boards can be found in different fields. Structural analysis of paperboard components is a crucial topic in the design of containers. It is required to investigate their strength properties because they have to protect the goods contained from lateral crushing and compression loads due to stacking. However in this paper complete and detailed information are presented. Keywords: - corrugated boards, recyclability, compression loads. Smaller flutes offer printability advantages as well as I. INTRODUCTION structural advantages for retail packaging. Corrugated board is essentially a paper sandwich consisting of corrugated medium layered between inside II. HISTORY and outside linerboard. On the production side, corrugated In 1856 the first known corrugated material was patented is a sub-category of the paperboard industry, which is a for sweatband lining in top hats. During the following four sub-category of the paper industry, which is a sub-category decades other forms of corrugated material were used as of the forest products industry. -

The Use of Old Corrugated Board in the Manufacture of High Quality White Papers
Western Michigan University ScholarWorks at WMU Paper Engineering Senior Theses Chemical and Paper Engineering 12-1983 The Use of Old Corrugated Board in the Manufacture of High Quality White Papers Rene H. Kapik Western Michigan University Follow this and additional works at: https://scholarworks.wmich.edu/engineer-senior-theses Part of the Wood Science and Pulp, Paper Technology Commons Recommended Citation Kapik, Rene H., "The Use of Old Corrugated Board in the Manufacture of High Quality White Papers" (1983). Paper Engineering Senior Theses. 209. https://scholarworks.wmich.edu/engineer-senior-theses/209 This Dissertation/Thesis is brought to you for free and open access by the Chemical and Paper Engineering at ScholarWorks at WMU. It has been accepted for inclusion in Paper Engineering Senior Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact wmu- [email protected]. THE USE OF OLD CORRUGATED BOARD IN THE MANUFACTURE OF HIGH QUALITY WHITE PAPERS by Rene' H. Kapik A Thesis submitted in partial fulfillment of the course requirements for The Bachelor of Science Degree Western Michigan University Kalamazoo, Michigan December, 1983 ABSTRACT Clean corrugated board waste was fractionated into its softwood/ hardwood fiber components, repulped using a kraft pulping process, and bleached using a CEHD bleaching sequence in an effort to produce high brightness fiber suitable for use in medium to high quality white paper. The papers produced had almost equivalent mechanical strengths and opacity, but possessed unsatisfactory brightness and cleanliness when compared to commercially manufactured,:. bleached kraft pulps of identical softwood/hardwood contents. Based on this experimental data, the use of recycled fiber from corrugated board as a fiber substitute in the manufacture of high quality printing and writing papers is not recommended due to its inferior brightness and cleanliness. -
Paper Machine System Diagram
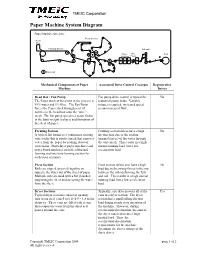
TMEIC Corporation Paper Machine System Diagram Paper Machine One-Line Press Section Head Box Forming Section Calender Dryer Size Reel Sections Press Driven roll Mechanical Components of Paper Associated Drive Control Concepts Regenerative Machine Drives Head Box / Fan Pump Fan pump drive control is typical for No The Paper stock at this point in the process is industrial pump loads. Variable 99% water and 1% fiber. The Fan Pump torque is required, increased speed forces the Paper stock through a set of means increased flow. nozzles in the head box onto the “wire” mesh. The fan pump speed is a major factor in the basis weight (caliper) and formation of the sheet of paper. Forming Section Forming section drives have a high No A typical flat former is a continuous rotating friction load due to the suction wire (today this is plastic) mesh that removes (normal forces) of the water through water from the paper by sucking it out of the wire mesh. This results in a high suspension. Multi-layer paper machines and normal running load, but a low paper board machines include additional acceleration load. forming sections (one forming section for each layer of paper). Press Section Press section drives also have a high No Rolls are nipped (pressed) together to load due to the strong forces in the nip squeeze the water out of the sheet of paper. between the rolls deforming the felts Multiple rolls are used with a felt (blanket) and roll. This results in a high normal supporting the sheet and accepting the water running load, but a low acceleration from the sheet. -
Making Paper from Trees
Making Paper from Trees Forest Service U.S. Department of Agriculture FS-2 MAKING PAPER FROM TREES Paper has been a key factor in the progress of civilization, especially during the past 100 years. Paper is indispensable in our daily life for many purposes. It conveys a fantastic variety and volume of messages and information of all kinds via its use in printing and writing-personal and business letters, newspapers, pamphlets, posters, magazines, mail order catalogs, telephone directories, comic books, school books, novels, etc. It is difficult to imagine the modern world without paper. Paper is used to wrap packages. It is also used to make containers for shipping goods ranging from food and drugs to clothing and machinery. We use it as wrappers or containers for milk, ice cream, bread, butter, meat, fruits, cereals, vegetables, potato chips, and candy; to carry our food and department store purchases home in; for paper towels, cellophane, paper handkerchiefs and sanitary tissues; for our notebooks, coloring books, blotting paper, memo pads, holiday greeting and other “special occasion’’ cards, playing cards, library index cards; for the toy hats, crepe paper decorations, paper napkins, paper cups, plates, spoons, and forks for our parties. Paper is used in building our homes and schools-in the form of roofing paper, and as paperboard- heavy, compressed product made from wood pulp-which is used for walls and partitions, and in such products as furniture. Paper is also used in linerboard, “cardboard,” and similar containers. Wood pulp is the principal fibrous raw material from which paper is made, and over half of the wood cut in this country winds up in some form of paper products. -

Make Your Own Paper Students Investigate the Papermaking Process by Trying It Themselves
Make Your Own Paper Students investigate the papermaking process by trying it themselves. Students are Activity thrilled to find that they can make paper and that their product is practical, as well as beautiful. See the PLT website, www.plt.org, to watch a video of the paper-making 51 process used in this activity. Levels OBJECTIVE ASSESSMENT OPPORTUNITIES Grades 1-8 Subjects n Students will describe the steps of the paper- n Ask younger students to write the directions Science, Social Studies, making process and identify the elements and for making paper on the piece of recycled paper Language Arts, Visual Arts outputs of the process. that they made. n Concepts Have students use concept mapping, graphics software, or write a script for a n By reducing waste and recy- video that explains the papermaking process. cling materials, individuals and societies can extend the value and utility of resources and can promote environ- mental quality. (2.7) The process begins when trees, grown BACKGROUND Skills especially for papermaking, are harvested Observing, Organizing and transported to a paper mill. At the Information, Comparing and Paper is a simple material. It is essentially mill, large machines strip away bark and Contrasting a mat held together by a fiber’s rough- shred the logs into millions of chips the ness, and can be made from almost any size of breakfast cereal. The wood chips fibrous material such as cotton, hemp, travel on conveyors to gigantic “pulp Higher Order Thinking, Paired/ flax, wood or recycled paper. And yet, this Cooperative Learning, Realia/ cookers,” where chemicals and steam are Hands-on Learning simple product has a tremendous effect added. -

Paper Recycling Technology Detailed Part 1A
Paper Recycling Technology and Science Dr. Richard A. Venditti Paper Science and Engineering Forest Biomaterials Department North Carolina State University Lecture: Paper recycling and technology course introduction and objectives Dr. Richard Venditti Faculty member in the Paper Science and Engineering Program in the Forest Biomaterials Department at North Carolina State University PhD in Chemical Engineering, BS in Pulp and Paper Science and Chemical Engineering Research areas: � Paper recycling � Utilization of forest/agricultural materials for new applications � Life cycle analysis Named a TAPPI Fellow in 2012 Relevant research projects: – The detection of adhesive contaminants – The changes in fibers upon recycling – Automatic sorting of recovered papers – Flotation deinking surfactants – Agglomeration deinking – Screening phenomena and pressure sensitive adhesives – Deposition of adhesive contaminants – Neural networks to control deinking operations – Sludge conversion to bio-ethanol and to bio- materials Course Outline The US Paper Recycling Industry Recovered Paper Grades and Contaminants Effect of Recycling on Fibers/Paper Unit Operations � Pulping, Cleaning, Screening, Washing, Flotation, Dispersion, Bleaching, ….. Image Analysis, Deinking Chemicals System Design Advanced/Additional Topics Course Activities Viewing of the Videos of Lectures � Base lectures by Venditti � Guest lectures from industry leaders Homework assignments Final Exam Critical Issues in Recycling: Going deeper into the recovered paper stream -

Pulp & Paper News
Pulp & Paper 21 Perspectives in Liquid Process Analytics News INGOLD Leading Process Analytics Streamline Your Processes with the New iSense Software Intelligent Sensor Management (ISM®) technology is helping pulp and paper mills the world over to increase process reliability, reduce sensor lifecycle costs, and simplify sensor handling. With the new iSense software for ISM sensors, realizing the benefits of digital sensor technology is easier than ever. Significant benefits lytical equipment the more efficient will Analytical measurements are going digi- be your processes. tal. The advantages offered by the latest, cutting-edge in-line sensors and transmit- iSense, the accompanying software for ters, such as greater process quality and ISM, streamlines all your sensor activities. yield, reduced sensor maintenance, and It provides highly valuable features such simplified sensor handling, are hard to as sensor calibration away from the pro- ignore. cess, electronic documentation, instant evaluation of a sensorʼs “health”, and ISM, METTLER TOLEDOʼs digital sensor predictive information on when mainte- technology, has transformed the way ana- nance will be required. The latest version lytical sensors are handled and main- of iSense enables seamless management tained from first installation to end of life. of ISM sensors and delivers exceptional ISM offers a level of performance and usability. convenience that is not available with other systems. It is easier with iSense Spending hours learning new software is Convenience is the key a costly use of operator time, so we have Whether in production or in the lab, the made iSense extremely intuitive to greater the convenience provided by ana- operate. For a new sensor, just connect the Blue- tooth® communicator supplied with the software.