The Stirling Boiler
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Product Index for Print
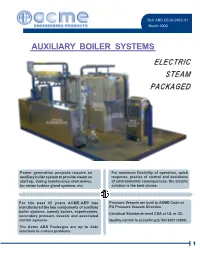
Bull: ABS-CEJS-24SC-01 March 2009 AUXILIARY BOILER SYSTEMS ELECTRICELECTRIC STEAMSTEAM PACKAGEDPACKAGED Power generation projects require an For maximum flexibility of operation, quick auxiliary boiler system to provide steam on response, precise of control and avoidance start-up, during maintenance shut-downs, of environmental consequences, the electric for steam turbine gland systems, etc. solution is the best choice. For the past 45 years ACME-AEP has Pressure Vessels are built to ASME Code or manufactured the key components of auxiliary EU Pressure Vessels Directive. boiler systems, namely boilers, superheaters, Electrical Standards meet CSA or UL or CE. secondary pressure vessels and associated control systems. Quality control is according to ISO 9001 (2000). The Acme ABS Packages are up to date solutions to current problems. 1 Ref: 19-092038 P & I DIAGRAM FOR CEJS HIGH VOLTAGE ELECTRODE BOILER WITH 2 CIRCULATION PUMPS The two diagrams shown are built around the key boiler component availability: CEJS High Voltage Electrode Steam Boiler 24 SC Immersion Element type Boiler Power: 5 MW to 52 MW Power: 600 kW to 3.5 MW Voltages: 6.9 kV to 25 kV, 3 phase, 4 wires Voltages: 380 V, 400 V, 415 V, 480 V, 600 V. 3 phase, 50/60Hz Design Pressure: 150 PSI to 500 PSI Design Pressure: 100 PSI to 600 PSI Operating Pressure: 105 PSI to 450 PSI Operating Pressure: 30 PSI to 540 PSI VERTICAL BOILER HORIZONTAL or VERTICAL BOILER Metal: Carbon steel Metal: Carbon steel or Stainless Steel Heating Elements: Flanged, Incoloy 800 2 Ref: 23-092044 ELECTRIC ELEMENT BOILER - SUPERHEATER PACKAGE PIPING DIAGRAM The two diagrams shown are slightly different but complement each other. -

QUIZ: Boiler System Components
9707 Key West Avenue, Suite 100 Rockville, MD 20850 Phone: 301-740-1421 Fax: 301-990-9771 E-Mail: [email protected] Part of the recertification process is to obtain Continuing Education Units (CEUs). One way to do that is to review a technical article and complete a short quiz. Scoring an 80% or better will grant you 0.5 CEUs. You need 25 CEUs over a 5-year period to be recertified. The quiz and article are posted below. Completed tests can be faxed (301-990-9771) or mailed (9707 Key West Avenue, Suite 100, Rockville, MD 20850) to AWT. Quizzes will be scored within 2 weeks of their receipt and you will be notified of the results. Name: ______________________________________________ Company: ___________________________________________ Address: ____________________________________________ City: ______________________ State: _____ Zip: ________ Phone: ______________________ Fax: __________________ E-mail: _____________________________________________ Boiler Systems – Boiler Components By Irvin J. Cotton, Arthur Freedman Associates, Inc. and Orin Hollander, Holland Technologies, Inc. This is part two of a three-part series on boilers. In part one, the authors discussed boiler design and classification. Part two will discuss boiler components, and part three will describe the various chemistries used in boiler water treatment. Boiler Components The main components in a boiler system are the boiler feedwater heaters, deaerator, boiler, feed pump, economizer, boiler, superheater, attemperator, steam system, condenser and the condensate pump. In addition there are sets of controls to monitor water and steam flow, fuel flow, airflow and chemical treatment additions. Water sample points may exist at a number of places. Most typically the condensate, deaerator outlet, feedwater (often the economizer inlet), boiler, saturated steam and superheated steam will have sample points. -

RW Series Steam & Water Boilers
Form No. 6310 (09/03) Bryan “Flexible Water Tube” RW Series Steam & Water Boilers 8,500,000 to 21,000,000 BTUH Forced draft gas, oil or dual fuel fired Steam Boiler RW1050-S150-FDG Water Boiler RW2100-W-FDGO Originators of the “Flexible Water Tube” design A breakthrough in an industrial water tube boiler design. • True “flexible water tube” design F guaranteed shock free M • High quality steam for heat or C process J • Full five sq ft of heating surface K (2) D per BHP B E Quality construction features: G H A. Water side or steam side interior accessible for cleanout L and inspection, front and rear openings, upper and lower drums. I B. Large volume water leg downcomers promote rapid internal circulation, temperature equalization and efficient A heat transfer. C. Boiler tube and furnace area access panels: heavy gauge steel casing with 2" high-temperature ceramic fiber insula- tion, bolted and tightly sealed to boiler frame. D. Flame observation port in access door at rear of boiler. ensure exceptionally cool outer E. Dual side access; combustion chamber, tubes and burner surface. head are completely accessible from either side simplifying K. Bryan bent water tubes are maintenance and minimizing floor space. flexible, individually replaceable F. Minimum sized flue vent. without welding or rolling. Never more than two tube configura- G. Control panel: all controls installed with connections to tions. terminal strip. L. Pressurized design firebox H. Forced draft, flame retention head type burner. Efficient with internal water-cooled fur- combustion of oil or gas, plus quiet operation. -
PATENT SPECIFICATION <N) 1421907
PATENT SPECIFICATION <n) 1421907 (21) Application No. 39315/72 (22) Filed 23 Aug. 1972 (19) O ON (23) Complete Specification filed 13 Aug. 1973 (44) Complete Specification published 21 Jan. 1976 H (51) INT. CL.8 F22G 5/18 F22B 1/06 (52) Index at acceptance H F4A 8C Gil G19 G20 (72) Inventors: ANTHONY RANDLE LUNT and THOMAS DAVID ROBERTS (54) STEAM GENERATING PLANTS (71) We, UNITED KINGDOM ATOMIC superheater 2 for heat exchange with liquid ENERGY AUTHORITY LONDON, a British sodium. The liquid sodium is supplied from a Authority do hereby declare the invention, sodium cooled nuclear reactor which also is 50 for which we pray that a patent may be not shown as it forms no part of the present 5 grantedjjto us, and the method by which it is to invention. Between the steam drum 1 and the be performed, to be particularly described superheater 2 there is an injector 3 which is in and by the following statement:— connected by a branch line 4 to the outlet 5 This invention relates to steam generating of the superheater. The outlet 5 is also con- 55 plants. nected to a turbine stop valve (not shown). 10 In one known construction of steam gen- The branch line includes a control valve 6. erating plant wet steam is separated from the Referring now to Figure 2 the injector 3 liquid phase in a steam drum and the wet comprises a housing 7 having a nozzle 8 and steam is fed to a superheater constructed from a diffuser 9. The nozzle 8 is connected to the 60 stainless steel and through which liquid metal steam drum 1 whilst the diffuser 9 is con- 15 is passed in heat exchange with the steam. -

The Case for the AMERICAN Steam Locomotive
• raIns. AUGUST 1967 • 60, T .. ... ----------------- ' f!,' lIelllelllh~'1' jhis al'jkle ill IIl'cf'lIIh~'1' I!'f;f; TIC,\INS? Xow "'I ('xllel'j ('Ollles THE CASE fOR THE fRENCH STEAM"' LOCOMOTIVE iOl'jh with •.. The case for the AMERICAN steam locomotive 21 Avgus! 1967 - VERNON l. SMITH illVllrolion AUTHOR'S COllECTION OR AS NOTED 1 IN htl ''The Case lor the F~nch trains to be bandied - In America background r($ultcd In fine, ('COnomi- Steam Loc:omoltv(''' in Decem· th~ arc !ugh and harsh. 1::al handhna; of compound engines, her 1966 TRAINS, author R. K. E ... tVl!> (3) MllK:ellancous conditIons - thc Many of the later (our-cylindcI' en_ stated, ", .. The fact ,'emains unques labol' market, the workIng clearances gines have the two r(l8ch I'ods cvn ti oned that nowhere in the world W3$ (loading gau,ge), the maIntenance ncctcd or 11ll1ned togcther to avoid the art of Sl~ locomotivt' design praclLcH, and the 1~'omoIlH: availa ImpI'opcr dIvision of the work by the developed as far and 1.$ clOSt' to per_ bility and utilization required. englneman b<>tween the hil1;h- and ft.oction as In France," MI'. Evans in his arucle Jit>okl> of lov.·-plcssul·c syste.ns, This suggeslS I question the claim put forth by compounding and mamtenance, draw that the labol market may be chonging Mr. Evans, because It 111 not supported bu horsepow(>r, fuel et.'(lnomy, valve Il\ France and that less refined loco by data and performance records gears. improved (ront ends, enlarged mouve dnving is taking place, And It gother(X{ during !.he high Iide of tteam and exhaust pa...sages, riding means that some of the original ('C;'01l- American locomolh,c design qualities and speed, and bOIler blow_ 01111(-'$ ar1! not beint, obtained. -
Boilers Leture Notes VUM
Steam Boilers Lecture Notes V Uma Maheshwar 11-11-11 Steam Boilers/Steam Generators Introduction: The function of a boiler is to evaporate water into steam at a pressure higher than the atmospheric pressure. Water free from impurities such as dissolved salts , gases and non soluble solids should be supplied to boilers. This is done by suitable water treatment . Steam is useful for running steam turbines in electrical power stations , ships and steam engines in railway locomotives. Boiler furnace fuel can use either solid , liquid or gaseous fuel: Wood, Charcoal, Coal, Coke, Oil, Municipal waste, industrial solid waste , refinery gas, rice husk, Paper sludge, Electric power Steam Boilers/Steam Generators Boilers are mainly classified as fire tube boilers and water tube boilers. Fire tube boilers :- hot gases from the furnace pass through the tubes which are surrounded by water. Water tube boilers :- water circulates inside the tubes which are surrounded by the hot gases from the furnace. Steam Boilers/Steam Generators Other Classifications : Based on Pressure : =>80 bar : High Pressure Boilers Babcock & Wilcox, Lamont, Benson, Velox <80 bar : Low Pressure Boilers Locomotive, Lancashire, Cornish, Cochran Steam Boilers/Steam Generators Other Classifications : Based on Pressure : =>80 bar : High Pressure Boilers Babcock & Wilcox, Lamont, Benson, Velox <80 bar : Low Pressure Boilers Locomotive, Lancashire, Cornish, Cochran Steam Boilers/Steam Generators Other Classifications : Based on Type of Circulation of water : Natural Circulation : Natural -

Numerical Investigation of Superheater Tube Failure
This paper is part of the Proceedings of the 14th International Conference on Simulation and Experiments in Heat Transfer and its Applications (HT 2016) www.witconferences.com Numerical investigation of superheater tube failure H. H. Al-Kayiem & T. M. B. Albarody Mechanical Engineering Department, Universiti Teknologi PETRONAS, Perak, Malaysia Abstract Industrial superheaters in petrochemical plants possess leakages due to failure in many areas. This paper presents the results of investigations into identifying the failure causes. The investigations were carried out by simulating the heating process of a superheater. The simulation was carried out numerically using ANSYS mechanical commercial software. The simulation results indicated that the superheater tubes were subjected to direct radiation heat transfer as well as flame violence. The leakage spots were formed due to cracks in the material mainly at the joint points between the tubes and the header. It was also realized that the welding at the connection areas of the pipes and the header had weakened the material and formed low thermal resistance spots which could not stand the 510°C temperature and consequently, it had either melted or cracked. Keywords: boiler, superheater, thermal wave, thermal fatigue, thermal stress. 1 Introduction The basic failure mechanism, in the piping process, is fatigue due to vibration and/or thermal stresses caused by internal and/or external flows in pipes, junctions, and bends. When high temperature exists in the process, the possibility of thermal fatigue increases the possibilities of piping failure. In the industrial practice, such problem is commonly associated with boilers, risers, and pipes subjected to intermittent internal flow and periodic heat impact from internal or external sources. -

Conventional Steam
DECEMBER 2019 Application Solutions Guide CONVENTIONAL STEAM Experience In Motion 1 Application Solutions Guide — The Global Combined Cycle Landscape TABLE OF CONTENTS THE GLOBAL CONVENTIONAL STEAM POWER FLOWSERVE PRODUCTS IN CONVENTIONAL PLANT LANDSCAPE . 3 STEAM POWER . 16 A Closer Look at Conventional Steam Conventional Steam Applications Power Technology . 5 Overview . 16 Basics . 5 Pumps for Conventional Steam Plants . 18 Plant Configurations and Sizes . 7 Valves for Conventional Steam Plants . 24 Flue Gas Desulfurization (FGD) . 8 Actuators for Conventional Steam Plants . 30 Conventional Steam Project Models . 11 Seals for Conventional Power Plants . 31 Seals for Wet Limestone Flue Gas THE CONVENTIONAL STEAM POWER- Desulfurization . 33 FLOWSERVE INTERFACE . 13 Business Impact and Focus Areas . 13 COMMUNICATING OUR VALUE . 34 The Big Picture . 13 Innovative Ways Flowserve Addresses The Flowserve Fit in Conventional Customer Challenges . 34 Steam Power . 13 APPENDIX . 35 PRODUCTS FOR STEAM POWER — Flowserve Value Proposition in Conventional Steam . 35 AT A GLANCE . 14 Sub-critical Versus Supercritical Pumps . 14 Power Plant . 36 Valves . 14 Reheat . 37 Seals . 14 Terminology . 38 Estimated Values by Plant Size . 15 Acronyms . 39 2 Application Solutions Guide — Conventional Steam THE GLOBAL CONVENTIONAL STEAM POWER PLANT LANDSCAPE Thermal power generation involves the conversion Combined cycle plants have become the preferred of heat energy into electric power. Fossil fuel power technology for gas-fired power generation for several plants as well as nuclear, biomass, geothermal reasons. The USC plant takes 40 to 50 months to and concentrated solar power (CSP) plants are all build; a combined cycle plant can be built in 20 to examples of thermal power generation. -

Watertube Boilers
Watertube Boilers Learning Outcome When you complete this module you will be able to: Describe various watertube boiler designs, including large generating units. Learning Objectives Here is what you will be able to do when you complete each objective: 1. Describe early designs and construction of watertube boilers. 2. Sketch and describe the design and construction of packaged watertube boilers. 3. Describe the design, construction, and components of large scale steam generating units. 1 BLRS 6016 INTRODUCTION The watertube boiler differs from the firetube design in that the tubes contain water rather than combustion gases. In the watertube boiler, the combustion gases travel over the outside surfaces of the tubes and transfer their heat to the water within the tubes. WATERTUBE BOILERS Longitudinal Straight Tube Boilers Fig. 1 illustrates one of the earliest straight tube boilers. The drum runs longitudinally in relation to the tubes. The straight inclined tubes run between vertical headers at the front and rear of the drum; these headers are connected to the drum at their top ends. The combustion gases make three passes across the tubes as indicated by the arrows in Fig. 1. AL_4_0_4.mov A AL4_fig1.gif Figure 1 Straight Tube Design (Longitudinal) The water circulates from the water space of the drum down the rear header, up the inclined tubes (at an angle of 15° to the steam drum), to the front header, and then back up to the drum. 2 BLRS 6016 Figure 2 AL4_fig2.gif Babcock & Wilcox Boiler (1877) The early boiler shown in Fig. 2 had an elaborate setting. -

Bulletin 173 Plate 1 Smithsonian Institution United States National Museum
U. S. NATIONAL MUSEUM BULLETIN 173 PLATE 1 SMITHSONIAN INSTITUTION UNITED STATES NATIONAL MUSEUM Bulletin 173 CATALOG OF THE MECHANICAL COLLECTIONS OF THE DIVISION OF ENGINEERING UNITED STATES NATIONAL MUSEUM BY FRANK A. TAYLOR UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1939 For lale by the Superintendent of Documents, Washington, D. C. Price 50 cents ADVERTISEMENT Tlie scientific publications of the National Museum include two series, known, respectively, as Proceedings and Bulletin. The Proceedings series, begun in 1878, is intended primarily as a medium for the publication of original papers, based on the collec- tions of the National Museum, that set forth newly acquired facts in biology, anthropology, and geology, with descriptions of new forms and revisions of limited groups. Copies of each paper, in pamphlet form, are distributed as published to libraries and scientific organi- zations and to specialists and others interested in the different sub- jects. The dates at which these separate papers are published are recorded in the table of contents of each of the volumes. Tlie series of Bulletins, the first of which was issued in 1875, contains separate publications comprising monographs of large zoological groups and other general systematic treatises (occasionally in several volumes), faunal works, reports of expeditions, catalogs of type specimens and special collections, and other material of simi- lar nature. The majority of the volumes are octavo in size, but a quarto size has been adopted in a few instances in which large plates were regarded as indispensable. In the Bulletin series appear vol- umes under the heading Contrihutions from the United States Na- tional Eerharium, in octavo form, published by the National Museum since 1902, which contain papers relating to the botanical collections of the Museum. -

Boiler a Boiler Is a Closed Vessel in Which Water Or Other Fluid Is Heated
Boiler A boiler is a closed vessel in which water or other fluid is heated. The fluid does not necessarily boil. (In North America the term "furnace" is normally used if the purpose is not actually to boil the fluid.) The heated or vaporized fluid exits the boiler for use in various processes or heating applications, including water heating, central heating, boiler-based power generation,cooking, and sanitation. Contents • 1 Materials • 2 Energy • 3 Configurations • 4 Safety • 5 Superheated steam boilers 5.1 Supercritical steam generator • 6 Accessories 6.1 Boiler fittings and accessories 6.2 Steam accessories 6.3 Combustion accessories 6.4 Other essential items 6.5 Gas safe check • 7 Draught • 8 See also • 9 References • 10 Further reading Materials The pressure vessel of a boiler is usually made of steel (or alloy steel), or historically of wrought iron. Stainless steel, especially of the austenitic types, is not used in wetted parts of boilers due to corrosion and stress corrosion cracking. However, ferritic stainless steel is often used in superheater sections that will not be exposed to boiling water, and electrically-heated stainless steel shell boilers are allowed under the European "Pressure Equipment Directive" for production of steam for sterilizers and disinfectors. In live steam models, copper or brass is often used because it is more easily fabricated in smaller size boilers. Historically, copper was often used for fireboxes(particularly for steam locomotives), because of its better formability and higher thermal conductivity; however, in more recent times, the high price of copper often makes this an uneconomic choice and cheaper substitutes (such as steel) are used instead. -

Developing of a Thermodynamic Model for the Performance Analysis
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 2 August 2018 doi:10.20944/preprints201808.0045.v1 Peer-reviewed version available at Energies 2018, 11, 2655; doi:10.3390/en11102655 Developing of a thermodynamic model for the performance analysis of a Stirling engine prototype Miguel Torres García*, Elisa Carvajal Trujillo, José Antonio Vélez Godiño, David Sánchez Martínez University of Seville-Thermal Power Group - GMTS Escuela Técnica Superior de Ingenieros Industriales Camino de los descubrimientos s/n 41092 SEVILLA (SPAIN) e-mail: [email protected] KEYWORDS Stirling engine, combustion model Abstrac The scope of the study developed by the authors consists in comparing the results of simulations generated from different thermodynamic models of Stirling engines, characterizing both instantaneous and indicated operative parameters. The elaboration of this study aims to develop a tool to guide the decision-making process regarding the optimization of both performance and reliability of developing Stirling engines, such as the 3 kW GENOA 03 unit, on which this work focuses. Initially, the authors proceed to characterize the behaviour of the aforementioned engine using two different approaches: firstly, an ideal isothermal model is used, the simplest of those available; proceeding later to the analysis by means of an ideal adiabatic model, more complex than the first one. Since some of the results obtained with the referred ideal models are far from the expected actual ones, particularly in terms of thermal efficiency, the authors propose a set of modifications to the ideal adiabatic model. These modifications, mainly related to both heat transfer and fluid friction phenomena, are intended to overcome the limitations derived from the idealization of the engine working cycle and are expected to generate results closer to the actual behaviour of the Stirling engine, despite the increase in the complexity related to the modelling and simulation processes derived from those.