The Making of a Legend the Niagara Story Thomas R
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Product Index for Print
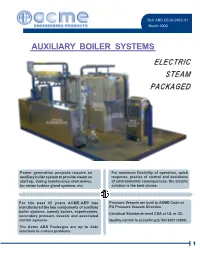
Bull: ABS-CEJS-24SC-01 March 2009 AUXILIARY BOILER SYSTEMS ELECTRICELECTRIC STEAMSTEAM PACKAGEDPACKAGED Power generation projects require an For maximum flexibility of operation, quick auxiliary boiler system to provide steam on response, precise of control and avoidance start-up, during maintenance shut-downs, of environmental consequences, the electric for steam turbine gland systems, etc. solution is the best choice. For the past 45 years ACME-AEP has Pressure Vessels are built to ASME Code or manufactured the key components of auxiliary EU Pressure Vessels Directive. boiler systems, namely boilers, superheaters, Electrical Standards meet CSA or UL or CE. secondary pressure vessels and associated control systems. Quality control is according to ISO 9001 (2000). The Acme ABS Packages are up to date solutions to current problems. 1 Ref: 19-092038 P & I DIAGRAM FOR CEJS HIGH VOLTAGE ELECTRODE BOILER WITH 2 CIRCULATION PUMPS The two diagrams shown are built around the key boiler component availability: CEJS High Voltage Electrode Steam Boiler 24 SC Immersion Element type Boiler Power: 5 MW to 52 MW Power: 600 kW to 3.5 MW Voltages: 6.9 kV to 25 kV, 3 phase, 4 wires Voltages: 380 V, 400 V, 415 V, 480 V, 600 V. 3 phase, 50/60Hz Design Pressure: 150 PSI to 500 PSI Design Pressure: 100 PSI to 600 PSI Operating Pressure: 105 PSI to 450 PSI Operating Pressure: 30 PSI to 540 PSI VERTICAL BOILER HORIZONTAL or VERTICAL BOILER Metal: Carbon steel Metal: Carbon steel or Stainless Steel Heating Elements: Flanged, Incoloy 800 2 Ref: 23-092044 ELECTRIC ELEMENT BOILER - SUPERHEATER PACKAGE PIPING DIAGRAM The two diagrams shown are slightly different but complement each other. -
MLS Masterclass - 2002
MLS MasterClass - 2002 Build a 2-6-6T / 0-6-6T Mason Bogie An Adventure in 1:20.3 By David Fletcher Chapter 3 - Mr. Mason, Bogies & Boilers Background Welcome back to the Mason show...and onward we march. This month we're looking at Mason's 1870 Technology and building the boiler for our Mason Bogie models. This is almost a turning point chapter in that this month your model will transform from a bunch of white styrene parts to a part-loco loaded with personal style and the style of Mr. Mason himself. We're talking 'Character' and from this chapter on, character is unavoidable. Your model will begin talking to you. The Model will also begin to be so damn stylish; it will provide the added incentive to finish. Long into the dark of the night you'll hear the cries coming out of the box where your unfinished model is stored: "finish me, finish me finish me...." Copyright 2002 - myLargescale.com/Model Railroads Online, LLC Background - Time to learn a bit more about Mr. Mason, his innovations, patents and design principles. This chapter is brought to us by George Sebastian-Coleman. George was a former Technical Editor to Model Railroader and Garden Railways, and employee of Grandt Line. For the last 30 years, George has made the delightful Mason Bogie a personal pursuit. Construction - This month we build the boiler, we produce the coveted Russia Iron finish, build the domes, headlight and bracket, stack and running boards. Again, like chapter 2, the work of this chapter can be done without having the BBT 2-6-6/0-6-6T drive. -

Baldwin Locomotive Works Location: Philadelphia (Eddystone, PA, in 1912) Operating Dates: 1831-1956 Principals: Matthias W
BUILDERS OF COLORADO OFFICE OF ARCHEOLOGY AND HISTORIC PRESERVATION BIOGRAPHICAL SKETCH COLORADO HISTORICAL SOCIETY Firm: Baldwin Locomotive Works Location: Philadelphia (Eddystone, PA, in 1912) Operating Dates: 1831-1956 Principals: Matthias W. Baldwin Information Jeweler and silversmith Matthias Baldwin founded the Baldwin Locomotive Works in 1831. The original manufacturing plant was on Broad Street in Philadelphia where the company did business for 71 years until moving in 1912 to Eddystone, PA. Baldwin made its reputation building steam locomotives for the Pennsylvania Railroad, the Baltimore & Ohio Railroad, the Atchison, Topeka & Santa Fe, and many of the other North American railroads, as well as for overseas railroads in England, France, India, Haiti and Egypt. Baldwin locomotives found their way onto the tracks of most Colorado railroads, both standard and narrow gauge. Baldwin built a huge number of 4-4-0 American type locomotives, but was perhaps best known for the 2-8-2 Mikado (D&RGW No. 491) and 2-8-0 Consolidation types (D&RGW No. 346 and DSP&P No. 191).1 It was also well known for the unique cab-forward 4-8-8-2 articulated locomotives built for the Southern Pacific Railroad and the massive 2-10-2 engines for the Santa Fe Railroad. One of Baldwin's last new and improved locomotive designs was the 4-8-4 (Northern) locomotive (Santa Fe No. 2911). In 1939, Baldwin offered its first standard line of diesel locomotives, all designed for rail yard service. Two years later, America's entry into World War II destroyed Baldwin's diesel development program when the War Production Board dictated that ALCO (American Locomotive Company) and Baldwin produce only diesel-electric yard switching engines. -

Assessing Steam Locomotive Dynamics and Running Safety by Computer Simulation
TRANSPORT PROBLEMS 2015 PROBLEMY TRANSPORTU Volume 10 Special Edition steam locomotive; balancing; reciprocating; hammer blow; rolling stock and track interaction Dāvis BUŠS Institute of Transportation, Riga Technical University Indriķa iela 8a, Rīga, LV-1004, Latvia Corresponding author. E-mail: [email protected] ASSESSING STEAM LOCOMOTIVE DYNAMICS AND RUNNING SAFETY BY COMPUTER SIMULATION Summary. Steam locomotives are preserved on heritage railways and also occasionally used on mainline heritage trips, but since they are only partially balanced reciprocating piston engines, damage is made to the railway track by dynamic impact, also known as hammer blow. While causing a faster deterioration to the track on heritage railways, the steam locomotive may also cause deterioration to busy mainline tracks or tracks used by high speed trains. This raises the question whether heritage operations on mainline can be done safely and without influencing the operation of the railways. If the details of the dynamic interaction of the steam locomotive's components are examined with computerised calculations they show differences with the previous theories as the smaller components cannot be disregarded in some vibration modes. A particular narrow gauge steam locomotive Gr-319 was analyzed and it was found, that the locomotive exhibits large dynamic forces on the track, much larger than those given by design data, and the safety of the ride is impaired. Large unbalanced vibrations were found, affecting not only the fatigue resistance of the locomotive, but also influencing the crew and passengers in the train consist. Developed model and simulations were used to check several possible parameter variations of the locomotive, but the problems were found to be in the original design such that no serious improvements can be done in the space available for the running gear and therefore the running speed of the locomotive should be limited to reduce its impact upon the track. -

QUIZ: Boiler System Components
9707 Key West Avenue, Suite 100 Rockville, MD 20850 Phone: 301-740-1421 Fax: 301-990-9771 E-Mail: [email protected] Part of the recertification process is to obtain Continuing Education Units (CEUs). One way to do that is to review a technical article and complete a short quiz. Scoring an 80% or better will grant you 0.5 CEUs. You need 25 CEUs over a 5-year period to be recertified. The quiz and article are posted below. Completed tests can be faxed (301-990-9771) or mailed (9707 Key West Avenue, Suite 100, Rockville, MD 20850) to AWT. Quizzes will be scored within 2 weeks of their receipt and you will be notified of the results. Name: ______________________________________________ Company: ___________________________________________ Address: ____________________________________________ City: ______________________ State: _____ Zip: ________ Phone: ______________________ Fax: __________________ E-mail: _____________________________________________ Boiler Systems – Boiler Components By Irvin J. Cotton, Arthur Freedman Associates, Inc. and Orin Hollander, Holland Technologies, Inc. This is part two of a three-part series on boilers. In part one, the authors discussed boiler design and classification. Part two will discuss boiler components, and part three will describe the various chemistries used in boiler water treatment. Boiler Components The main components in a boiler system are the boiler feedwater heaters, deaerator, boiler, feed pump, economizer, boiler, superheater, attemperator, steam system, condenser and the condensate pump. In addition there are sets of controls to monitor water and steam flow, fuel flow, airflow and chemical treatment additions. Water sample points may exist at a number of places. Most typically the condensate, deaerator outlet, feedwater (often the economizer inlet), boiler, saturated steam and superheated steam will have sample points. -

PACIFIC’ Coupling Rods Fitted to Tornado at Darlington Locomotive Works
60163 Tornado 60163 Tornado 60163 Tornado THE A1 STEAM LOCOMOTIVE TRUST Registered Office, All Enquiries: Darlington Locomotive Works, Hopetown Lane, Darlington DL3 6RQ Hotline Answerphone: 01325 4 60163 E-mail: [email protected] Internet address: www.a1steam.com PRESS INFORMATION – PRESS INFORMATION - PRESS INFORMATION PR04/04 Monday 4 October 2004 MAJOR STEP FORWARD AS NEW STEAM LOCOMOTIVE BECOMES A ‘PACIFIC’ Coupling rods fitted to Tornado at Darlington Locomotive Works The A1 Steam Locomotive Trust, the registered charity that is building the first new mainline steam locomotive in Britain for over 40 years, today announced that No. 60163 Tornado is now a Pacific following the fitting of all four coupling rods to its six 6ft8in driving wheels (the name Pacific refers to the 4-6-2 wheel arrangement under the Whyte Notation of steam locomotive wheel arrangements) which now rotate freely together for the first time. Each of the four 7ft 6in rods weighs around two hundredweight and after forging, extensive machining and heat treatment, the four cost around £22,000 to manufacture. These rods are vital components within the £150,000 valve gear and motion assemblies, which are now the focus of work on Tornado at the Trust’s Darlington Locomotive Works. The Trust has also started work on the fitting of the rest of the outside motion. The bushes for the connecting rods are currently being machined at Ian Howitt Ltd, Wakefield and one side of the locomotive has now been fitted with a mock-up of parts of its valve gear. This is to enable accurate measurements to be taken to set the length of the eccentric rod as the traditional method of heating the rod to stretch/shrink it used when the original Peppercorn A1s were built in 1948/9 is no longer recommended as it can affect the rod’s metallurgical properties. -
PATENT SPECIFICATION <N) 1421907
PATENT SPECIFICATION <n) 1421907 (21) Application No. 39315/72 (22) Filed 23 Aug. 1972 (19) O ON (23) Complete Specification filed 13 Aug. 1973 (44) Complete Specification published 21 Jan. 1976 H (51) INT. CL.8 F22G 5/18 F22B 1/06 (52) Index at acceptance H F4A 8C Gil G19 G20 (72) Inventors: ANTHONY RANDLE LUNT and THOMAS DAVID ROBERTS (54) STEAM GENERATING PLANTS (71) We, UNITED KINGDOM ATOMIC superheater 2 for heat exchange with liquid ENERGY AUTHORITY LONDON, a British sodium. The liquid sodium is supplied from a Authority do hereby declare the invention, sodium cooled nuclear reactor which also is 50 for which we pray that a patent may be not shown as it forms no part of the present 5 grantedjjto us, and the method by which it is to invention. Between the steam drum 1 and the be performed, to be particularly described superheater 2 there is an injector 3 which is in and by the following statement:— connected by a branch line 4 to the outlet 5 This invention relates to steam generating of the superheater. The outlet 5 is also con- 55 plants. nected to a turbine stop valve (not shown). 10 In one known construction of steam gen- The branch line includes a control valve 6. erating plant wet steam is separated from the Referring now to Figure 2 the injector 3 liquid phase in a steam drum and the wet comprises a housing 7 having a nozzle 8 and steam is fed to a superheater constructed from a diffuser 9. The nozzle 8 is connected to the 60 stainless steel and through which liquid metal steam drum 1 whilst the diffuser 9 is con- 15 is passed in heat exchange with the steam. -

RED RAVEN, the LINKED-BOGIE PROTOTYPE Ara Mekhtarian, Joseph Horvath, C.T. Lin Department of Mechanical Engineering, California
RED RAVEN, THE LINKED-BOGIE PROTOTYPE Ara Mekhtarian, Joseph Horvath, C.T. Lin Department of Mechanical Engineering, California State University, Northridge California, USA Abstract RedRAVEN is a pioneered autonomous robot utilizing the innovative Linked-Bogie dynamic frame, which minimizes platform tilt and movement, and improves traction while maintaining all the vehicle’s wheels in contact with uneven surfaces at all times. Its unique platform design makes the robot extremely maneuverable since it allows the vehicle’s horizontal center of gravity to line up with the center of its differential-drive axle. Where conventional differential-drive vehicles use one or more caster wheels either in front or in the rear of the driving axle to balance the vehicle’s platform, the Linked-Bogie design utilizes caster wheels both in the front and in the rear of the driving axle. Without using any springs or shock absorbers, the dynamic frame allows for compensation of uneven surfaces by allowing each wheel to move independently. The compact and lightweight ground vehicle also features a driving-wheel neutralizing mechanism, a rigid aluminum frame, and a translucent polycarbonate weatherproofing shell. INTRODUCTION 1. Horizontal Center of Gravity Red RAVEN, the grand award (HCG) winner of the 2011 Intelligent Ground Vehicle (IGV) Competition, is mechanically Unless a differential drive vehicle designed to navigate through an autonomous can balance the weight of its platform on the course fast and efficiently. The Cal State two driving wheels similar to a Segway, an Northridge IGV Team designed the vehicle additional and floating or caster wheel is with the innovative Linked-Bogie dynamic required to support the platform weight. -

RSD4J5 • COMING SOON Two NEW BOOKS from ROCKY Mountain PUBLISHING, INC
IDGIlliGHTS OF TIDSISSUE: • Freelancing!Part 1- DevelopingGuidelines • ConrailsD40s and How toModel Them • VermontRailway Diesels • • Wood-Sided 19J7 AAR Boxcars • OUtdoorModel Photography • On TRACK:Vertical Curves • PrototypeModeling in G Gauge • • TwentyYears and Countingon the DT&R • Norfolk andWestern's Pond Creek Colliery • DieselDetaiJ: Railway Utah RSD4J5 • COMING SOON tWO NEW BOOKS FROM ROCKY MOUNtAIN PUBLISHING, INC. MODEL RAILROADING'S GUIDE TO THE RAILWAY EXPRESS, by V. S. Roseman Available Late Spring 1992 • Approximately 100 Pages • $12.95 retail A comprehensive study of the Railway Express Agency... its history, equipment, practices and operations. During the days when "Travel by Train" was the norm, REA was "the" way to ship it. Author V. S. Roseman follows REA up through its final days. Also includes specific information for modeling REA. • • • MODEL RAILROADING'S GUIDE TO THE NORFOLK AND WESTERN RAILWAY: WILLIAMSON TERMINAL -1953, by Vern french Available Late Spring 1992 • 100+ Pages • $12.95 retail A must-have book for N&W historians and modelers alike. Author Vern French chronicles the story of Williamson and his modeling of it. Includes comprehensive information on N&W motive power; freight, passenger and MoW rolling stock; and closely examines the facilities and operations at Williamson, WV, circa 1953. June 199� VOLUME 22 NUMBER 6 Photo by David A. Bontrager FEATURES 14 MODELING FROM THE PROTOTYPE WITH BACHMANN'S G GAUGE KITS by Chris Lane 17 ON TRACK: VERTICAL CURVES by Jim Mansfield 18 ADVENTURES WITH LAYOUTS: REMEMBRANCE OF THINGS PAST - PART II by Larry Smith 22 TWENTY YEARS AND COUNTING ON THE DT&R by Larry Puckett 26 BEHlND THE SCENES: AT CORN JUNCTION - PART 3 by Margaret Mansfield 28 OPERATIONS PLANNING FOR OPERATION - PART THREE: TRAIN SCHEDULING by Jim Mansfield 32 FREELANCING! PART I - DEVELOPING GUIDELINES by David A. -

Trains Galore
Neil Thomas Forrester Hugo Marsh Shuttleworth (Director) (Director) (Director) Trains Galore 15th & 16th December at 10:00 Special Auction Services Plenty Close Off Hambridge Road NEWBURY RG14 5RL Telephone: 01635 580595 Email: [email protected] Bob Leggett Graham Bilbe Dominic Foster www.specialauctionservices.com Toys, Trains & Trains Toys & Trains Figures Due to the nature of the items in this auction, buyers must satisfy themselves concerning their authenticity prior to bidding and returns will not be accepted, subject to our Terms and Conditions. Additional images are available on request. If you are happy with our service, please write a Google review Buyers Premium with SAS & SAS LIVE: 20% plus Value Added Tax making a total of 24% of the Hammer Price the-saleroom.com Premium: 25% plus Value Added Tax making a total of 30% of the Hammer Price 7. Graham Farish and Peco N Gauge 13. Fleischmann N Gauge Prussian Train N Gauge Goods Wagons and Coaches, three cased Sets, two boxed sets 7881 comprising 7377 T16 Graham Farish coaches in Southern Railway steam locomotive with five small coaches and Livery 0633/0623 (2) and a Graham Farish SR 7883 comprising G4 steam locomotive with brake van, together with Peco goods wagons tender and five freight wagons, both of the private owner wagons and SR all cased (24), KPEV, G-E, boxes G (2) Day 1 Tuesday 15th December at 10:00 G-E, Cases F (28) £60-80 Day 1 Tuesday 15th December at 10:00 £60-80 14. Fleischmann N Gauge Prussian Train Sets, two boxed sets 7882 comprising T9 8177 steam locomotive and five coaches and 7884 comprising G8 5353 steam locomotive with tender and six goods wagons, G-E, Boxes F (2) £60-80 1. -

Union Pacific 844 4-8-4 FEF “Northern”
True Sound Project for Zimo Sounds designed by Heinz Daeppen US Steam Page 1 Version 160328 Union Pacific 844 4-8-4 FEF “Northern” The Prototype The category FEF locomotives of the Union Pacific Railroad (UP), also known as class 800, are steam locomotives with the wheel arrangement 2'D2 '(Northern). In the total of 45 locomotives, there are three series of delivery or subclasses FEF 1 FEF 2 and FEF-3, where the FEF-2 and -3 differ in driving axels and cylinder diameter to the FEF-1. The last locomotive of this series, no. 844, was the last steam locomotive built for UP. It was never taken out of service and is kept operational by the UP today. In the late 1930s, the pulling loads on train operations were so large that the 2'D1 locomotives Class 7000 reached its limits. After the failure of such a locomotive, which happened to be pulling a train containing the official car of the US President, ALCO was commissioned to build a stronger engine, which could pull 20 coaches with 90 mph (145 km/h) on the flat. The first 20 locomotives were delivered 1937. They got the numbers 800-819 and the name FEF, which stood for "four-eight-four" (the wheel arrangement 4-8-4 in the Whyte notation). They had a driving wheels of 77 inches (1956 mm). The first driving axel was displaced laterally, so that despite a solid wheelbase of 6.7 m the locomotive could still handle the same radius curves . Despite the size of the locomotives only two cylinders were used, as was almost always common in the United States. -

The Niagara Story Thomas R
The Making Of A Legend- The Niagara Story Thomas R. Get:bracht Part I diameter from 25" on the J1, to 22.5", and they in Introduction creased the stroke from 28" to 29" to take maximum In 1945, the Equipment Engineering Department of advantage of the expansive properties of higher pressure the New York Central Railroad developed and Alco exe steam. This reduction of 16 percent in cylinder swept cuted a locomotive design which had a marked impact volume was offset by a 22 percent increase in boiler pres on the steam locomotives to follow, and on the tradi sure, to 275 psi. Main engine starting tractive effort was tional measurements by which motive power would be about the same, at 43,440 lbs. for the J3, but at the same evaluated. This locomotive was so significant that its cutoffs the J3 would be more economical in the use of performance is still discussed by the men who design steam than the Jl. Weight per driving axle increased, and run locomotives. The locomotive was the New York due in part to the use of one piece engine beds and roller Central class S1 4-8-4 Niagara. bearing axles on the J3's. (Later J1's also were provided There have been a number of articles pertaining to by Alco with one piece engine beds.) The weight per this locomotive in the technical and railfan press. The driving axle of the J3 Hudsons was 65,300 lbs. compared purpose of this series is to supplement these various ar with the 60,670 lbs.