The Niagara Story Thomas R
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Module 2: Dynamics of Electric and Hybrid Vehicles
NPTEL – Electrical Engineering – Introduction to Hybrid and Electric Vehicles Module 2: Dynamics of Electric and Hybrid vehicles Lecture 3: Motion and dynamic equations for vehicles Motion and dynamic equations for vehicles Introduction The fundamentals of vehicle design involve the basic principles of physics, specially the Newton's second law of motion. According to Newton's second law the acceleration of an object is proportional to the net force exerted on it. Hence, an object accelerates when the net force acting on it is not zero. In a vehicle several forces act on it and the net or resultant force governs the motion according to the Newton's second law. The propulsion unit of the vehicle delivers the force necessary to move the vehicle forward. This force of the propulsion unit helps the vehicle to overcome the resisting forces due to gravity, air and tire resistance. The acceleration of the vehicle depends on: the power delivered by the propulsion unit the road conditions the aerodynamics of the vehicle the composite mass of the vehicle In this lecture the mathematical framework required for the analysis of vehicle mechanics based on Newton’s second law of motion is presented. The following topics are covered in this lecture: General description of vehicle movement Vehicle resistance Dynamic equation Tire Ground Adhesion and maximum tractive effort Joint initiative of IITs and IISc – Funded by MHRD Page 1 of 28 NPTEL – Electrical Engineering – Introduction to Hybrid and Electric Vehicles General description of vehicle movement The vehicle motion can be completely determined by analysing the forces acting on it in the direction of motion. -

RAILTOURS by Sophie Bunker-James
3403 ANON Recreating Gresley’s last design THE COMMUNICATION ORD No. 56 Winter 2020 C Daniela Filová No. 2007’s tender tank nears completion at North View Engineering. THE P2 PROGRESSES! This edition of The Communication Cord works. At Darlington Locomotive Works boiler parts are beginning to appear for focuses on the volume of work that has great strides continue to be made with the two new diagram 118a boilers, the first been completed on No. 2007 Prince of dozens of sub-assemblies and parts are of which should be assembled later this Wales. Construction of the locomotive now being produced for the fabrication of year. The accelerating rate of construction has moved forward on many fronts but the pony truck in parallel with the on-going means that we must re-double our efforts none more so than the tender, the tank manufacture of the complex electrical to finance all this work if No. 2007 is to be of which is nearly finished at North View system at both DLW and in deepest completed in 2022 – you all know what to Engineering as are the frames at Ian Howitt’s Cambridgeshire (see page 22). In Meiningen do! TCC 1 CONTENTS editorial by Graham Langer PAGE 1 We live in changing and challenging times! With the The P2 progresses! PAGE 2 confirmation that HS2 is going ahead it is becoming clear that Contents there will be massive changes in the way in which the West Editorial Coast route evolves and subsequent benefits for many of the PAGE 3 secondary lines that feed into it. -

Assessing Steam Locomotive Dynamics and Running Safety by Computer Simulation
TRANSPORT PROBLEMS 2015 PROBLEMY TRANSPORTU Volume 10 Special Edition steam locomotive; balancing; reciprocating; hammer blow; rolling stock and track interaction Dāvis BUŠS Institute of Transportation, Riga Technical University Indriķa iela 8a, Rīga, LV-1004, Latvia Corresponding author. E-mail: [email protected] ASSESSING STEAM LOCOMOTIVE DYNAMICS AND RUNNING SAFETY BY COMPUTER SIMULATION Summary. Steam locomotives are preserved on heritage railways and also occasionally used on mainline heritage trips, but since they are only partially balanced reciprocating piston engines, damage is made to the railway track by dynamic impact, also known as hammer blow. While causing a faster deterioration to the track on heritage railways, the steam locomotive may also cause deterioration to busy mainline tracks or tracks used by high speed trains. This raises the question whether heritage operations on mainline can be done safely and without influencing the operation of the railways. If the details of the dynamic interaction of the steam locomotive's components are examined with computerised calculations they show differences with the previous theories as the smaller components cannot be disregarded in some vibration modes. A particular narrow gauge steam locomotive Gr-319 was analyzed and it was found, that the locomotive exhibits large dynamic forces on the track, much larger than those given by design data, and the safety of the ride is impaired. Large unbalanced vibrations were found, affecting not only the fatigue resistance of the locomotive, but also influencing the crew and passengers in the train consist. Developed model and simulations were used to check several possible parameter variations of the locomotive, but the problems were found to be in the original design such that no serious improvements can be done in the space available for the running gear and therefore the running speed of the locomotive should be limited to reduce its impact upon the track. -
The Mikado Messenger | Issue No. 66| April 2020 Ian Matthews Sanding the Filler, on the Tender Tank, Before It Is Painted
The Mikado Messenger | Issue No. 66| April 2020 Ian Matthews sanding the filler, on the tender tank, before it is painted - A1SLT Welcome to edition No. 66 of The Mikado Messenger, our monthly eNewsletter which aims to provide a regular progress update on the construction of new Gresley class No. 2007 Prince of Wales. Thanks to our supporters’ continued generosity, over £3.5m has now been donated or pledged – this equates to over 70% of the required £5m. This month see the launch of a brand new club - The Pony (Truck) Club - please see below for more information. Stephenson Engineering Ltd have sent us a fabulous video of the CNC machining programme that will be carried out on the coupling rods - it can be found in the Motion Update section, below. We are following Government guidelines with regards to the coronavirus, and whilst our office-based staff are now working from home, our workshop staff are continuing to work at Darlington Locomotive Works where they are taking all necessary precautions. However, as many of our supporters and volunteers are from vulnerable groups, the Works is currently closed to non-essential staff. In addition, Nene Valley Railway have cancelled all their events until the end of May 2020 so this means we can no longer hold the P2 Roadshow on Saturday 23rd May 2020 and the Supporters’ and Tornado Team day on Sunday 24th May 2020. We are sorry to have to make these changes. We hope you understand that the circumstances are beyond our control and the restrictions are very necessary at this challenging time. -
Minimising Fuel Consumption of a Series Hybrid Electric Railway Vehicle Using Model Predictive Control
Master of Science Thesis in Electrical Engineering Department of Electrical Engineering, Linköping University, 2017 Minimising Fuel Consumption of a Series Hybrid Electric Railway Vehicle Using Model Predictive Control Niklas Sundholm Master of Science Thesis in Electrical Engineering Minimising Fuel Consumption of a Series Hybrid Electric Railway Vehicle Using Model Predictive Control Niklas Sundholm LiTH-ISY-EX--17/5095--SE Supervisor: Måns Klingspor isy, Linköping University Keiichiro Kondo Department of Electrical and Electronic Engineering, Chiba University Examiner: Martin Enqvist isy, Linköping University Automatic Control Department of Electrical Engineering Linköping University SE-581 83 Linköping, Sweden Copyright © 2017 Niklas Sundholm Abstract With the increasing demands on making railway systems more environmentally friendly, diesel railcars have been replaced by hybrid electric railway vehicles. A hybrid system holds a number of advantages as it has the possibility of recuperat- ing energy and allows the internal combustion engine (ice) to be run at optimal efficiency. However, to fully utilise the advantages of a hybrid system the hybrid electric vehicle (hev) is highly dependent on the used energy management strat- egy (ems). In this thesis, the possibility of minimising the fuel consumption of the series hy- brid electric railway vehicle, Ki-Ha E200, has been studied. This has been done by replacing the currently used ems, based on heuristics, with a model predictive controller (mpc). The heuristic ems and the mpc have been evaluated by compar- ing the performance results from three different test cases. The performance of the implemented mpc seems promising as it yields more optimal operation of the ice and improved control of the battery state of charge (soc). -

RED RAVEN, the LINKED-BOGIE PROTOTYPE Ara Mekhtarian, Joseph Horvath, C.T. Lin Department of Mechanical Engineering, California
RED RAVEN, THE LINKED-BOGIE PROTOTYPE Ara Mekhtarian, Joseph Horvath, C.T. Lin Department of Mechanical Engineering, California State University, Northridge California, USA Abstract RedRAVEN is a pioneered autonomous robot utilizing the innovative Linked-Bogie dynamic frame, which minimizes platform tilt and movement, and improves traction while maintaining all the vehicle’s wheels in contact with uneven surfaces at all times. Its unique platform design makes the robot extremely maneuverable since it allows the vehicle’s horizontal center of gravity to line up with the center of its differential-drive axle. Where conventional differential-drive vehicles use one or more caster wheels either in front or in the rear of the driving axle to balance the vehicle’s platform, the Linked-Bogie design utilizes caster wheels both in the front and in the rear of the driving axle. Without using any springs or shock absorbers, the dynamic frame allows for compensation of uneven surfaces by allowing each wheel to move independently. The compact and lightweight ground vehicle also features a driving-wheel neutralizing mechanism, a rigid aluminum frame, and a translucent polycarbonate weatherproofing shell. INTRODUCTION 1. Horizontal Center of Gravity Red RAVEN, the grand award (HCG) winner of the 2011 Intelligent Ground Vehicle (IGV) Competition, is mechanically Unless a differential drive vehicle designed to navigate through an autonomous can balance the weight of its platform on the course fast and efficiently. The Cal State two driving wheels similar to a Segway, an Northridge IGV Team designed the vehicle additional and floating or caster wheel is with the innovative Linked-Bogie dynamic required to support the platform weight. -

The Economics of Coal As a Locomotive Fuel on US Class I Railroads
The Economics of Coal as a Locomotive Fuel on US Class I Railroads By John Rhodes Overview • Coal‐Burning Steam Locomotive: 73% Fuel Savings US Class I RR’s • $8.9 Billion 2007 Class I Diesel Fuel Bill • $2.5 Billion Coal Bill Instead • $6.4 Billion Cost Saving • 2007 Operating Ratio Could Have Been 67% Instead Of 78% Presentation Outline • Mechanical Engineers of Modern Steam • The Modern Steam Locomotive • Important Technologies Of Modern Steam • American Class I Railroad: Needs • Maintenance: Modern Steam and Diesel • Comparisons: Modern Steam and Diesel • Infrastructure and Servicing: Modern Steam • Next Steps • Other Locomotive Alternatives The Mechanical Engineers of Modern Steam Pioneers (Deceased): • Andre Chapelon • Livio Dante Porta Current: • David Wardale • Phil Girdlestone • Shaun McMahon • Roger Waller • Nigel Day Andre Chapelon • French Mechanical Engineer 1892‐1978 • SNCF, Steam Locomotive Design Division • Grandfather Of Modern Steam • Applied Thermodynamics And Fluid Dynamics To The Steam Locomotive • Chapelon’s Former Boss, George Chan, From The SNCF Described Him As “The Man Who Gave New Life To The Steam Locomotive” Andre Chapelon cont. • 1946 Design And Construction Of The 3- Cylinder Compound: SNCF 242A.1 – Rebuilt From A 3-Cylinder Simple Locomotive – Raised IHP From 2,800 To 5,500; 96% Increase – Twice The Thermal Efficiency Of American Steam Livio Dante Porta • Argentinean Mechanical Engineer 1922‐2003 • Father Of Modern Steam • Developed 3 Most Important Parts Of Modern Steam: • Clean High Efficiency Combustion • High Efficiency Exhaust • Heavy‐Duty Boiler Water Treatment Livio Dante Porta Cont. • 1949 Built “Argentina” From A 4-6-2 – 2,100 DBHP – High Power-to-Weight Ratio: 65 lb. -

Measurement of Tractive Force in the Creep Region and Maximum Adhesion Control of High Speed Railway Systems Abstract 1. Introd
Measurement of Tractive Force in the Creep Region and Maximum Adhesion Control of High Speed Railway Systems Atsuo Kawamura (Yokohama National University, Japan) Meifen Cao (Corporation for Advanced Transport & Technology, Japan) Yosuke Takaoka, Keiichi Takeuchi,Takemasa Furuya, KantaroYoshimoto (Yokohama National University, Japan) Abstract The acceleration and deceleration rate of the train depend on the tractive force. When the wheels of the train slip on the rails, the torque is decreased to avoid the continuous slipping. This reason is that the tractive coefficient between the wheels and the rails has a peak at a certain slip velocity. But this adhesive phenomenon is not clearly examined or analyzed. Thus we have developed a new adhesion test equipment.In this paper, we measured the tractive force with this equipment, and clarified the adhesive phenomenon. Then we proposed a new tractive force control and verified the effectiveness of the proposed control scheme. 1. Introduction The strong demands for Shinkansen are the speed up of the trains, and the increase of the passenger transportation capacity while preserving the safety of high-speed railway systems. One possible approach for this is to enhance the speed adjustment capability. The end results are 1) the safety will be improved by reducing the distance for the urgent stop, 2) the train running density can be improved by increasing the average speed for the existing lines with many curves, that is called the high-density-scheduling. Generally, the speed adjustment performance can be enhanced through increasing driving or braking force that is mostly achieved by the maximum adhesion force between wheels and rails. -

Effects of Soil Moisture and Tillage Speeds on Tractive Force of Disc Ploughing in Loamy Sand Soil
European International Journal of Science and Technology Vol. 3 No. 4 May, 2014 Effects of soil moisture and tillage speeds on tractive force of disc ploughing in loamy sand soil S. O. Nkakini* and I. Fubara-Manuel Department of Agricultural and Environmental Engineering, Faculty of Engineering, Rivers State University of Science and Technology, P.M.B 5080, Port-Harcourt, Nigeria Corresponding author: email : [email protected] Abstract The effect of disc plough speeds and variations in soil moisture content on tractive force requirements was investigated using the trace-tractor technique. The results indicate that tractive forces decrease with increase in soil moisture content at constant tillage speeds of 1.94m/s, 2.22m/s and 2.5m/s respectively. The study further revealed that the optimum speed of operation for disc ploughing is 1.94m/s, while the optimum soil moisture content lies in the range of 2.5% to 25% wb. for the soil under consideration. Soil strength properties decreased with increase in soil moisture content and tillage speeds. This implies that there exists an optimum moisture content above or below which good soil tilth will not be realised. From the results, a linear relationship was established for predicting tractive force of disc plough under varying soil moisture content and plough speed of 1,94m/s, 2.22m/s and 2.5m/s. Keywords: Tractive force, tillage speeds, soil moisture, disc ploughing, loamy sand soil. 1. Introduction Land preparation is one of the major concerns in agricultural operations. Over the years, developments have taken place from the use of traditional methods of farm cultivations to the use of tractor drawn implements (Ahaneku et al., 2004). -

Trains Galore
Neil Thomas Forrester Hugo Marsh Shuttleworth (Director) (Director) (Director) Trains Galore 15th & 16th December at 10:00 Special Auction Services Plenty Close Off Hambridge Road NEWBURY RG14 5RL Telephone: 01635 580595 Email: [email protected] Bob Leggett Graham Bilbe Dominic Foster www.specialauctionservices.com Toys, Trains & Trains Toys & Trains Figures Due to the nature of the items in this auction, buyers must satisfy themselves concerning their authenticity prior to bidding and returns will not be accepted, subject to our Terms and Conditions. Additional images are available on request. If you are happy with our service, please write a Google review Buyers Premium with SAS & SAS LIVE: 20% plus Value Added Tax making a total of 24% of the Hammer Price the-saleroom.com Premium: 25% plus Value Added Tax making a total of 30% of the Hammer Price 7. Graham Farish and Peco N Gauge 13. Fleischmann N Gauge Prussian Train N Gauge Goods Wagons and Coaches, three cased Sets, two boxed sets 7881 comprising 7377 T16 Graham Farish coaches in Southern Railway steam locomotive with five small coaches and Livery 0633/0623 (2) and a Graham Farish SR 7883 comprising G4 steam locomotive with brake van, together with Peco goods wagons tender and five freight wagons, both of the private owner wagons and SR all cased (24), KPEV, G-E, boxes G (2) Day 1 Tuesday 15th December at 10:00 G-E, Cases F (28) £60-80 Day 1 Tuesday 15th December at 10:00 £60-80 14. Fleischmann N Gauge Prussian Train Sets, two boxed sets 7882 comprising T9 8177 steam locomotive and five coaches and 7884 comprising G8 5353 steam locomotive with tender and six goods wagons, G-E, Boxes F (2) £60-80 1. -
The Communication Cord Is Rather “P2 from Acorns Grow”
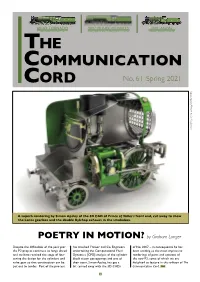
60163 TORNADO 2007 PRINCE OF WALES 3403 ANON New Steam for the Main Line Building Britain’s Most Powerful Steam Locomotive Recreating Gresley’s last design THE COMMUNICATION CORD No. 61 Spring 2021 Simon Apsley/Frewer & Co. Engineers A superb rendering by Simon Apsley of the 3D CAD of Prince of Wales's front end, cut away to show the Lentz gearbox and the double Kylchap exhaust in the smokebox. POETRY IN MOTION? by Graham Langer Despite the difficulties of the past year has involved Frewer and Co. Engineers of No. 2007 – in consequence he has the P2 project continues to forge ahead undertaking the Computational Fluid been sending us the most impressive and we have reached the stage of fine- Dynamics [CFD] analysis of the cylinder renderings of parts and sections of tuning the design for the cylinders and block steam passageways and one of the new P2, some of which we are valve gear so that construction can be their team, Simon Apsley, has got a delighted to feature in this edition of The put out to tender. Part of the process bit carried away with the 3D CADs Communication Cord. TCC 1 CONTENTS EDITORIAL by Graham Langer FROM THE CHAIR by Steve Davies PAGE 1 Poetry in motion? As I write this towards the use of coal. However, the n recent weeks time, from Leicester to Carlisle via the physically meeting. Video conferencing is PAGE 2 editorial Tornado sector produces a tiny percentage of we have all felt spectacular Settle & Carlisle Railway. It probably here to stay but punctuated by Contents is still “confined to the country’s greenhouse gasses and Idrawn even might seem premature to say this, but I periodic ‘actual’ meetings. -

Chapter 4 Vehicle Dynamics
Chapter 4 Vehicle Dynamics 4.1. Introduction In order to design a controller, a good representative model of the system is needed. A vehicle mathematical model, which is appropriate for both acceleration and deceleration, is described in this section. This model will be used for design of control laws and computer simulations. Although the model considered here is relatively simple, it retains the essential dynamics of the system. 4.2. System Dynamics The model identifies the wheel speed and vehicle speed as state variables, and it identifies the torque applied to the wheel as the input variable. The two state variables in this model are associated with one-wheel rotational dynamics and linear vehicle dynamics. The state equations are the result of the application of Newton’s law to wheel and vehicle dynamics. 4.2.1. Wheel Dynamics The dynamic equation for the angular motion of the wheel is w& w =[Te - Tb - RwFt - RwFw]/ Jw (4.1) where Jw is the moment of inertia of the wheel, w w is the angular velocity of the wheel, the overdot indicates differentiation with respect to time, and the other quantities are defined in Table 4.1. 31 Table 4.1. Wheel Parameters Rw Radius of the wheel Nv Normal reaction force from the ground Te Shaft torque from the engine Tb Brake torque Ft Tractive force Fw Wheel viscous friction Nv direction of vehicle motion wheel rotating clockwise Te Tb Rw Ft + Fw ground Mvg Figure 4.1. Wheel Dynamics (under the influence of engine torque, brake torque, tire tractive force, wheel friction force, normal reaction force from the ground, and gravity force) The total torque acting on the wheel divided by the moment of inertia of the wheel equals the wheel angular acceleration (deceleration).