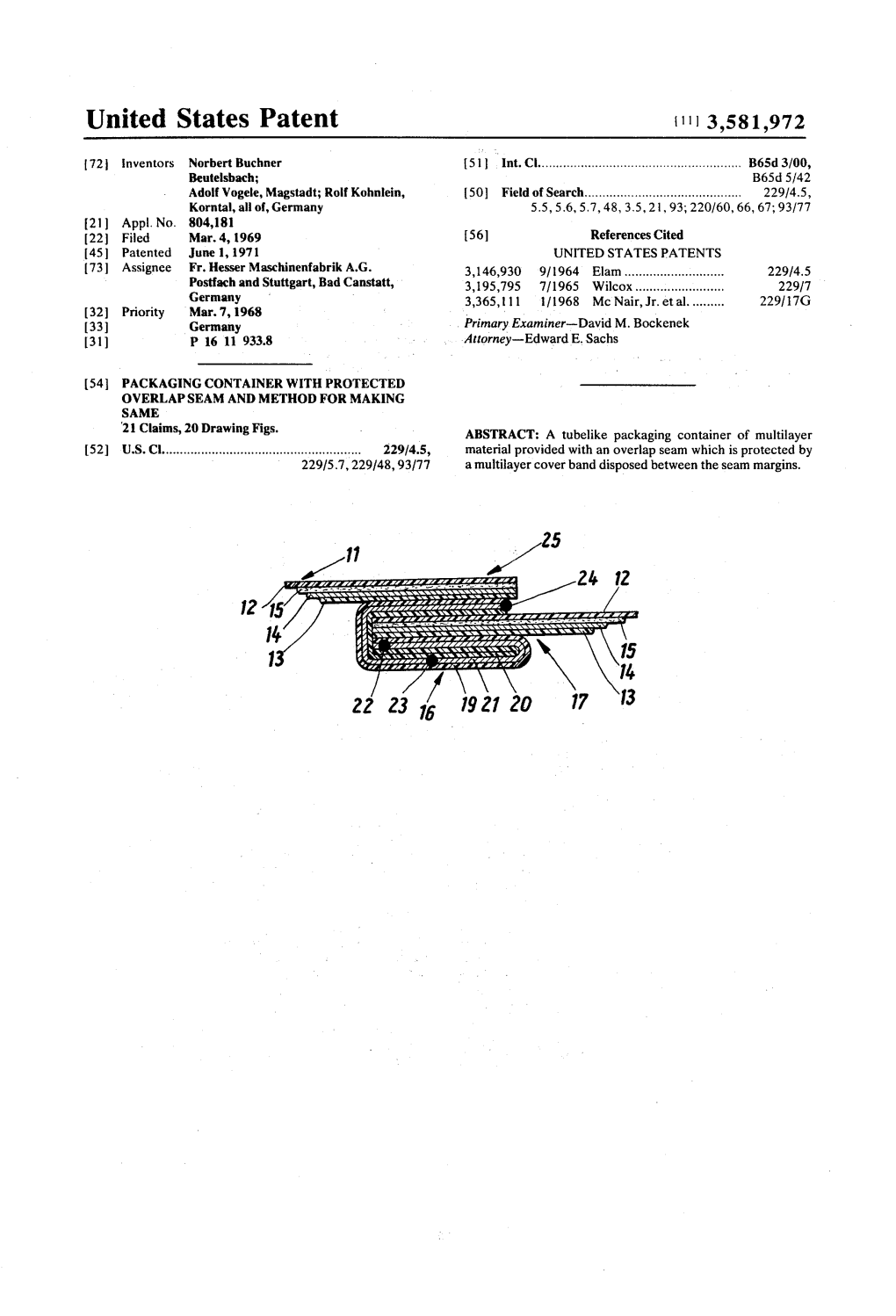
United States Patent 113,581,972
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

POWER in the BLOOD Popular Culture and Village Discourse in Early Modern Germany
POWER IN THE BLOOD Popular culture and village discourse in early modern Germany 111 JI Ill ltl I I I Ill II I I I I IIUII II I II I llllll lllll1UI I II I II UI IIIIII II ltllllltl1tl 111111111111'1 It llll I I le DAVID WARREN SABEAN Acting AssociateProfessor, University of California,Los Angeles The right of the Unfrersity of Cambridge to print and sell all manner of hooks wa.f granff!d by Henry VIII in 1534, The Universit;•has printed and published('Ontirwousfy sinr:e 1584, CAMBRIDGE UNIVERSITY PRESS Cambridge London New York New Rochelle Melbourne Sydney Published by the Press. Syndicate of the University of Cambridge The Pitt Building, Trumpington Street, Cambridge CB2 .1RP 32 East 57th Street, New York, NY 10022, USA 296 Beaconsfield Parade, Middle Park, Melbourne 3206, Australia © Cambridge University Press 1984 First published 1984 Printed in Great Britain at the University Press, Cambridge BritishLibrary cataloguing in publicationdata Sabean, David Warren Power in the blood. 1. Niirtingen (Germany)- Social life and This book is dedicated customs I. Title to my mother 943' .47 DD901.N97 / MYRNA MAUDE DIXON SABEAN ISBN O 521 26455 3 and to the memoryof my father ELMER CL YOE SABEAN BO Contents Illustrations pagevm Preface 1X Introduction. Perspectives on the analysis of early modern state practice 1 1 Communion and community: The refusal to attend the Lord's Supper in the sixteenth century 37 2 A prophet in the Thirty Years' War: Penance as a social metaphor 61 3 The sacred bond of unity: Community through the eyes of a thirteen-year-old -

Understanding Inequality: Social Costs and Benefits Zu | Schriften Der Zeppelin Universität Zwischen Wirtschaft, Kultur Und Politik
zu | schriften der Zeppelin Universität Amanda Machin Nico Stehr Editors Understanding Inequality: Social Costs and Benefits zu | schriften der Zeppelin Universität zwischen Wirtschaft, Kultur und Politik Herausgegeben von S. A. Jansen, N. Stehr, E. Schröter, Zeppelin Universität, Friedrichshafen, Deutschland [email protected] Amanda Machin · Nico Stehr (Eds.) Understanding Inequality: Social Costs and Benefits [email protected] Editors Dr. Amanda Machin Prof. Dr. Nico Stehr Zeppelin Universität Friedrichshafen, Deutschland zu | schriften der Zeppelin Universität ISBN 978-3-658-11662-0 ISBN 978-3-658-11663-7 (eBook) DOI 10.1007/978-3-658-11663-7 Library of Congress Control Number: 2016935981 Springer VS © Springer Fachmedien Wiesbaden GmbH 2016 This work is subject to copyright. All rights are reserved by the Publisher, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, recitation, broadcasting, reproduction on microfilms or in any other physical way, and transmission or information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed. The use of general descriptive names, registered names, trademarks, service marks, etc. in this publication does not imply, even in the absence of a specific statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use. The publisher, the authors and the editors are safe to assume that the advice and information in this book are believed to be true and accurate at the date of publication. Neither the publisher nor the authors or the editors give a warranty, express or implied, with respect to the material contained herein or for any errors or omissions that may have been made. -
Wandern in Weinstadt Willkommen in Weinstadt!
Natur Erholung Bewegung Wandern in Weinstadt Willkommen in Weinstadt! Ausgedehnte Weinberge, Streuobstwiesen, idyllische Bachauen, Gehen Sie auf Entdeckungsreise. Dieser Wanderführer soll Ihnen Wiesen und Felder sowie waldbedeckte Höhen mit schönen Aussichts- Inspiration und wertvolle Hilfe zugleich sein. punkten verlocken zu abwechslungsreichen Wanderungen durch Wein- stadt. Ergänzt wird die ansprechende Naturkulisse durch künstlerische Weitere Wandervorschläge gibt es auch beim Schwäbischen Albverein Ergänzungen in Form von Skulpturenwegen, was der Stadt den Slogan Weinstadt unter http://weinstadt.albverein.eu. „Kultur trifft Natur“ bescherte. Für die Remstal Gartenschau 2019 wurden sechs neue Wanderwege, Kennen Sie schon unser Bürger GIS? die mit klangvollen Namen wie „Himmel Hoch“ oder „Natur Schön“ Einfach Code mit dem Smartphone scannen und die zum Wandern, Entdecken und Genießen einladen, eingerichtet. Der Touren herunterladen. Immer dabei und völlig kostenlos! bereits bestehende Skulpturenpfad Nuss wurde ebenfalls mit in die neue Beschilderung aufgenommen. So wurden insgesamt 70 Kilometer Wanderwege neu markiert, um den Besuchern in Weinstadt und dem Sanges Froh (WE1) Seite 4 ganzen Remstal eine einheitliche Orientierung zu bieten. Ein ganz Himmel Hoch (WE2) Seite 6 besonderer Dank gilt der Weinstädter Ortsgruppe des Schwäbischen Biblischer WeinWanderWeg (WE3) Seite 8 Albverein sowie ehrenamtlichen Helfern, die diese umfangreichen Geschichts Reich (WE4) Seite 10 Markierungsarbeiten übernommen haben. Natur Schön (WE5) Seite 12 Hoheits Voll (WE6) Seite 14 Für die Weinstädter liegen die Wanderwege direkt vor der Tür. Rundwanderweg Roßberg Seite 16 Besucher können die Ausflugsgebiete Weinstadts problemlos mit der Kulturlandschaftspfad (KLP) Seite 18 S-Bahn von den drei Haltestationen Stetten-Beinstein, Endersbach Skulpturenpfad Nuss Seite 20 und Beutelsbach aus sowie mit dem örtlichen Busverkehr erreichen. -

JSSE Journal of Social Science Education
Journal of Social Science JSSE Education The Beutelsbach Consensus Sibylle Reinhardt “...not simply say that they are all Nazis.” Controversy in Discussions of Current Topics in German Civics Classes David Jahr, Christopher Hempel, Marcus Heinz Teaching for Transformative Experiences in History: Experiencing Controversial History Ideas Marc D. Alongi, Benjamin C. Heddy, Gale M. Sinatra Argument, Counterargument, and Integration? Patterns of Argument Reappraisal in Controversial Classroom Discussions Dorothee Gronostay Teachers’ Stories of Engaging Students in Controversial Action Projects on the Island of Ireland Majella McSharry, Mella Cusack Globalization as Continuing Colonialism – Critical Global Citizenship Education in an Unequal World Pia Mikander Turkish Social Studies Teachers’ Thoughts About the Teaching of Controversial Issues Ahmet Copur, Muammer Demirel Human Rights Education in Israel: Four Types of Good Citizenship Ayman Kamel Agbaria, Revital Katz-Pade Report on the Present Trainer Training Course of the Pestalozzi Programme (Council of Europe) “Evaluation of Transversal Attitudes, Skills and Knowledge” (Module A) Bernt Gebauer Journal of Social Science Education Volume 15, Number 2, Summer 2016 ISSN 1618–5293 Masthead Editors: Reinhold Hedtke, Bielefeld University, Faculty of Sociology Ian Davies, Department of Educational Studies, University of York Andreas Fischer, Leuphana University Lüneburg, Faculty of Economics and Social Sciences Tilman Grammes, University of Hamburg, Faculty of Educational Science Isabel Menezes, -

Controversial Issues in the Political Classroom
Journal of Social Science Education Volume 15, Number 2, Summer 2016 DOI 10.4119/UNIBI/jsse-v15-i1-1541 Jennifer Bruen, Tilman Grammes Editorial: Controversial Issues in the Political Classroom Keywords unofficial translations in, for example, Danish, Italian, Beutelsbach Consensus (Beutelsbacher Konsens), contro- Russian, Polish, Turkish, Korean and Chinese. As a result, versial issues, Dewey, indoctrination, political action the Beutelsbach Consensus remains probably Germany’s most prominent contribution to date to international 1 Introduction: The Beutelsbach Consensus and its core discourse on citizenship education. It can be argued that principles its existence allays to some extent the concerns of aca- demics in the German tradition that their contributions „Was in Wissenschaft und Politik kontrovers ist, muss may at times be perceived by an international audience auch im Unterricht kontrovers erscheinen.“ as being somewhat individualistic, perhaps even overly “Ce qui dans les sciences et en politique fait l'objet de “cerebral”. controverses doit l'être au même titre dans l'ensei- The principle of respect for controversy underpins all gnement.” other principles elucidated in the Beutelsbach Consensus. Indeed, it is widely cherished as one of the “Lo que resulta controvertido en el mundo de las cien- fundamental values of democratic education (see Council cias y la política, tiene que aparecer asimismo como of Europe “Training Pack”, 2015). This notion that an tema controvertido en clase.” education system should not attempt to present issues “Matters which are controversial in intellectual and po- as being either “harmonious” or resolved when they are litical affairs must also be taught as controversial in ed- viewed by the wider public as controversial can be traced ucational instruction.” back to the ideological debates which took place during the era of the Weimar Republic in Germany. -

From the History of Geradstetten
From the History of Geradstetten by Oberlehrer Julius Seibold First published on the occasion of the festival: “Hometown Days, Geradstetten, 1960” Translated by William and Frauke Palmer Translators’ Preface to “Aus der Geschichte des Dorfes Geradstetten” [From the History of Geradstetten] by Oberlehrer Julius Seibold from the booklet “Heimattage Geradstetten 1960" [Hometown Days Geradstetten 1960] On the occasion of a four-day festival, Hometown Days 1960, the town of Geradstetten published a handsome 100 page booklet which includes a charming article by its school Headmaster Julius Seibold. For the sake of family members, other descendants of immigrants from Geradstetten, and any interested parties, we have translated this article into English. We have tried as best we can to remain true to the original text (and hope that those better versed in German can give us their advice for changes and improvements). First, a short biography of Julius Seibold, adopted from “Cantate Domino, a Celebration of the Centenary of the Church Choir of the Geradstetten Lutheran Community, 1899-1999,” by Hans Rilling: Julius Seibold was born im Geradstetten on 21 Dec. 1901. Educated as a teacher in Michelbach/Bilz, his first job was at a school with eight class levels in Schäftersheim. He was the only teacher! He returned to Geradstetten in 1948, and served there as Headmaster of the local school. With great industry he applied himself to the study of local history. Herr Seibold wrote down the results of his research in many manuscript pages, but unfortunately published little of it. What survives is his History of the Town of Geradstetten Since the Middle Ages [printed in Heimattagen 1960, and translated here intoEnglish], a history of the school, and a survey of the historical houses in Geradstetten. -

W E I N S T A
Weinstadt BeutelsBach • endersBach • Grossheppach • schnait • strümpfelBach Wein in unserer Stadt Gaildorf Backnang einstadt. die stadt am unteren lauf der rems, Inhalt in der geografischen mitte der region stutt- gart und doch mitten im Grünen, hat den Wein Von den römern ins 21. Jahrhundert: bereits im namen. der Weinbau spielt hier seit vielen der Weinbau im unteren remstal ................ seite 4 Ludwigsburg Jahrhunderten eine rolle und hat den fünf Weinorten Beutelsbach, endersbach, Großheppach, schnait und Weinbau im Wandel: strümpfelbach, die sich im Jahr 1975 zur stadt Wein- vom salfener zum cabernet mitos ............... seite 5 stadt vereinigten, einst und auch bis heute reichtum und ansehen verschafft. damals wie heute: handarbeit gefragt ......... seite 5 mit dieser Broschüre geben wir ihnen, den Besu- Wandern und lernen: chern, Gästen und auch interessierten Bürgern, ei- sonne, Wein und sandstein ....................... seite 7 Weinstadt Schwäbisch nen einblick in die „Weinseele“ unserer stadt, in die Gmünd Geschichte des Weinbaus im remstal, in die tradition Gute Weine, fröhliche feste – des Winzerhandwerks und den Wandel des Weins vom feiern in Weinstadt .................................. seite 8 arme-leute-Getränk hin zum international hoch ge- Stuttgart handelten Kulturgut, das weit mehr darstellt als ein unsere Weingüter .................................... seite 10 bloßes Genussmittel. nehmen sie teil an einer der vielfältigen führungen rund ums thema Wein, machen übersichtskarte ...................................... seite 30 Esslingen sie halt bei unseren Weingütern oder der remstalkel- lerei, die sie mit herausragenden tropfen begrüßen. impressum ............................................. seite 31 Göppingen 3 Von den Römern ins 21. Jahrhundert: Weinbau im Wandel: der Weinbau im Unteren Remstal vom Salfener zum Cabernet Mitos er Weinbau im unteren remstal wurde erstmals die alten Keltern sind heute bis auf vier verschwunden. -

1 16. Berliner Colloquium Zur Zeitgeschichte Brussels, Beutelsbach
16. Berliner Colloquium zur Zeitgeschichte Brussels, Beutelsbach and Butovo: Economic, Social and Political Constraints on Memorial Museums Hosted by Mischa Gabowitsch (Einstein Forum, Potsdam), Enrico Heitzer (Stiftung Brandenburgische Gedenkstätten, Oranienburg) and Markus Pieper (Bundesstiftung zur Aufarbeitung der SED-Diktatur, Berlin) Conference language: German 26 and 27 September 2014 Questionnaire Section 1 The Framework Chair Mischa Gabowitsch * What is a memorial museum? What distinguishes it from a museum, a memorial site, or a place of remembrance? How relevant is this distinction outside Germany? * Since when have there been memorial museums? What are the oldest places of remembrance that function recognizably as memorial museums? * What conditions in society suffice for memorial museums to be founded and maintained? Which of these are essential? Can the answer be formulated in a way that includes more than one country and era? * Are memorial museums an agent of change in society or rather a manifestation of it? * Under what conditions could it make sense to close a memorial museum or turn it into something else? * What is the significance of geography for the role of memorial museums (accessibility, proximity to other important places, shifting borders etc.)? * Do small, remote, poorly equipped memorial museums have a fundamentally different function than big, central »showcase« institutions? * How do the different kinds of precarious conditions–inadequate financing, insufficient interest among the population (e.g. Eastern -
![[Your Title Here]](https://docslib.b-cdn.net/cover/9296/your-title-here-4109296.webp)
[Your Title Here]
Globalization of Higher Education: Transformation of Higher Education Institutions through the Process of Internationalization by Patricia Sales de Souza A dissertation submitted to the Graduate Faculty of Auburn University in partial fulfillment of the requirements for the Degree of Doctor of Philosophy Auburn, Alabama August 2, 2014 Keywords: globalization of higher education, internationalization, institutional transformation, leadership, organization, international education Copyright 2014 by Patricia Sales de Souza Approved by José R. Llanes, Chair, Professor of Educational Foundations, Leadership, and Technology William I. Sauser, Jr., Professor of Management Andrew Gillespie, Assistant Provost of International Programs Abstract Globalization’s impact on higher education institutions in the United States, along with universities around the world, has been unprecedented. Internationalization—the process of infusing, implementing, and integrating an international dimension to the primary functions of higher education institutions—has been the general response. But internationalization is a dynamic and complex phenomenon, tempting some universities and colleges to recoil into their parochial cocoon. Institutions that have chosen this path of educational devolution have felt, are feeling, or will feel the consequences of an uncharted territory. This study analyzed internationalization within institutions that transformed from having an inward focus to an outward focus. Case studies were conducted at Stanford University, Kalamazoo College, -
Wandern Rund Um Weinstadt Herzlich Willkommen in Weinstadt
Natur Erholung Bewegung Wandern rund um Weinstadt Herzlich willkommen in Weinstadt. Routenverzeichnis Ausgedehnte Weinberge, Obstgärten, idyllische Bachauen, Wiesen 5 Rundweg 1: Start Bahnhof Endersbach und Felder sowie waldbedeckte Höhen mit schönen Aussichts- 8 Rundweg 2: Start Bahnhof Endersbach punkten verlocken zu abwechslungsreichen Wanderungen. 10 Rundweg 3: Start Bahnhof Endersbach 12 Rundweg 3 (alternativ): Start Bahnhof Beutelsbach Für die Weinstädter liegen die Wanderwege mit einem Wegenetz 13 Rems-Murr-Wanderweg von über 50 Kilometern direkt vor der Tür. Besucher können die 14 Rundweg 4: Start Bahnhof Endersbach Ausflugsgebiete Weinstadts problemlos mit der S-Bahn von den 16 Rundweg 5: Start Bahnhof Beutelsbach drei Haltestationen Stetten-Beinstein, Endersbach und Beutels- 18 Rundweg 5 (alternativ): Start Ev. Kirche Schnait bach aus sowie mit dem örtlichen Busverkehr erreichen. 20 Rundweg 6: Start Marktplatz Beutelsbach 22 Rundweg 7: Start Parkplatz Schnaiter Halle Gehen Sie auf Entdeckungsreise. Dieser Wegeführer zu Rundwan- 24 Rundwanderweg Roßberg: Start Ortsausgang Beutelsbach derungen, Weinbau- und Skulpturenpfaden, dem Streuobstpfad 26 Kulturlandschaftspfad Strümpfelbach: Start Gemeindehalle und dem Weinstädter Liederweg samt Wanderkarten wird Ihnen 28 Weinbaulehrpfad Beutelsbach: Start Gemeindehalle eine wertvolle Hilfe sein. 29 Weinbau- und Skulpturenweg Schnait 30 Skulpturenpfad in Strümpfelbach: Start Gemeindehalle Die Rundwege 1 bis 7 wurden vom Schwäbischen Albverein 31 Skulpturenallee „Paare“: Start Naturfreundehaus -
Wandern in Weinstadt Willkommen in Weinstadt!
Natur Erholung Bewegung Wandern in Weinstadt Willkommen in Weinstadt! Ausgedehnte Weinberge, Streuobstwiesen, idyllische Bachauen, Gehen Sie auf Entdeckungsreise. Dieser Wanderführer soll Ihnen Wiesen und Felder sowie waldbedeckte Höhen mit schönen Aussichts- Inspiration und wertvolle Hilfe zugleich sein. punkten verlocken zu abwechslungsreichen Wanderungen durch Wein- stadt. Ergänzt wird die ansprechende Naturkulisse durch künstlerische Weitere Wandervorschläge gibt es auch beim Schwäbischen Albverein Ergänzungen in Form von Skulpturenwegen, was der Stadt den Slogan Weinstadt unter http://weinstadt.albverein.eu. „Kultur trifft Natur“ bescherte. Für die Remstal Gartenschau 2019 wurden sechs neue Wanderwege, Kennen Sie schon unser Bürger GIS? die mit klangvollen Namen wie „Himmel Hoch“ oder „Natur Schön“ Einfach Code mit dem Smartphone scannen und die zum Wandern, Entdecken und Genießen einladen, eingerichtet. Der Touren herunterladen. Immer dabei und völlig kostenlos! bereits bestehende Skulpturenpfad Nuss wurde ebenfalls mit in die neue Beschilderung aufgenommen. So wurden insgesamt 70 Kilometer Wanderwege neu markiert, um den Besuchern in Weinstadt und dem Sanges Froh (WE1) Seite 4 ganzen Remstal eine einheitliche Orientierung zu bieten. Ein ganz Himmel Hoch (WE2) Seite 6 besonderer Dank gilt der Weinstädter Ortsgruppe des Schwäbischen Biblischer WeinWanderWeg (WE3) Seite 8 Albverein sowie ehrenamtlichen Helfern, die diese umfangreichen Geschichts Reich (WE4) Seite 10 Markierungsarbeiten übernommen haben. Natur Schön (WE5) Seite 12 Hoheits Voll (WE6) Seite 14 Für die Weinstädter liegen die Wanderwege direkt vor der Tür. Rundwanderweg Roßberg Seite 16 Besucher können die Ausflugsgebiete Weinstadts problemlos mit der Kulturlandschaftspfad (KLP) Seite 18 S-Bahn von den drei Haltestationen Stetten-Beinstein, Endersbach Skulpturenpfad Nuss Seite 20 und Beutelsbach aus sowie mit dem örtlichen Busverkehr erreichen. -
The Nazi Impact on a German Village
University of Kentucky UKnowledge European History History 1993 The Nazi Impact on a German Village Walter Rinderle Vincennes University Bernard Norling University of Notre Dame Click here to let us know how access to this document benefits ou.y Thanks to the University of Kentucky Libraries and the University Press of Kentucky, this book is freely available to current faculty, students, and staff at the University of Kentucky. Find other University of Kentucky Books at uknowledge.uky.edu/upk. For more information, please contact UKnowledge at [email protected]. Recommended Citation Rinderle, Walter and Norling, Bernard, "The Nazi Impact on a German Village" (1993). European History. 6. https://uknowledge.uky.edu/upk_european_history/6 THE NAZI IMPACT ONA GERMAN VILLAGE This page intentionally left blank THE NAZI IMPACT ONA . GERMAN VILLAGE Walter Rinderle and Bernard Norling THE UNNERSITY PRESS OF KENTUCKY Publication of this book is made possible in part by support from the Institute for Scholarship in the Liberal Arts, College of Arts and Letters, University of Notre Dame, and by a grant from the Vincennes University Foundation. Copyright© 1993 by The University Press of Kentucky Paperback edition 2004 The University Press of Kentucky Scholarly publisher for the Commonwealth, serving Bellarmine University, Berea College, Centre College of Kentucky, Eastern Kentucky University, The Filson Historical Society, Georgetown College, Kentucky Historical Society, Kentucky State University, Morehead State University, Murray State University, Northern Kentucky University, Transylvania University, University of Kentucky, University of Louisville, and Western Kentucky University. All rights reserved. Editorial and Sales Offices: The University Press of Kentucky 663 South Limestone Street, Lexington, Kentucky 40508-4008 www.kentuckypress.com The Library of Congress has cataloged the hardcover edition as follows: Rinderle, Walter, 194Q- The Nazi impact on a German village I Walter Rinderle and Bernard Norling.