9781482223606.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Detecting and Avoiding Killer Asteroids
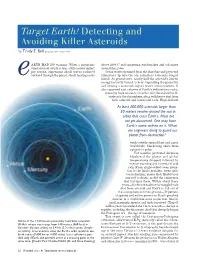
Target Earth! Detecting and Avoiding Killer Asteroids by Trudy E. Bell (Copyright 2013 Trudy E. Bell) ARTH HAD NO warning. When a mountain- above 2000°C and triggering earthquakes and volcanoes sized asteroid struck at tens of kilometers (miles) around the globe. per second, supersonic shock waves radiated Ocean water suctioned from the shoreline and geysered outward through the planet, shock-heating rocks kilometers up into the air; relentless tsunamis surged e inland. At ground zero, nearly half the asteroid’s kinetic energy instantly turned to heat, vaporizing the projectile and forming a mammoth impact crater within minutes. It also vaporized vast volumes of Earth’s sedimentary rocks, releasing huge amounts of carbon dioxide and sulfur di- oxide into the atmosphere, along with heavy dust from both celestial and terrestrial rock. High-altitude At least 300,000 asteroids larger than 30 meters revolve around the sun in orbits that cross Earth’s. Most are not yet discovered. One may have Earth’s name written on it. What are engineers doing to guard our planet from destruction? winds swiftly spread dust and gases worldwide, blackening skies from equator to poles. For months, profound darkness blanketed the planet and global temperatures dropped, followed by intense warming and torrents of acid rain. From single-celled ocean plank- ton to the land’s grandest trees, pho- tosynthesizing plants died. Herbivores starved to death, as did the carnivores that fed upon them. Within about three years—the time it took for the mingled rock dust from asteroid and Earth to fall out of the atmosphere onto the ground—70 percent of species and entire genera on Earth perished forever in a worldwide mass extinction. -

Call Duty Back Ops 2 for Pc Download MULTIPLAYER
call duty back ops 2 for pc download MULTIPLAYER. In Call of Duty®: Ghosts multiplayer, customize your soldier and squad for the first time. Level environments are more realistic and immersive than ever before. Your Soldier. CREATE-A-SOLDIER. In Call of Duty®: Ghosts you don't just create a class, you create a soldier. Choose the head, body type, head-gear and equipment, and you can even create a female soldier for the first time. With over 20,000 possible combinations, you can create the soldier you've always wanted. And each soldier you create will also have his or her own load outs. KILL STREAKS, ADVANCED WEAPONRY & PERKS. There are over 20 NEW Kill Streaks in Call of Duty®: Ghosts — such as Juggernaut Maniac, Helo-Scout, Vulture and the ODIN Strike. You can even bring in Riley, from the single-player campaign, as your guard dog to warn you and attack when enemies are near. Scorestreaks are back, and can now be customized – to alter performance attributes or increase the power of a particular streak. The new Perks System has a value from 1 to 5, and you have 8 points to allocate. You could also choose to get rid of your secondary weapon and get up to 11 perks. SQUADS. Squads introduces a whole new level of competition to Call of Duty. We've taken the best parts of the Multiplayer experience and combined that with a vastly improved AI and our new mechanic of creating your own squad-mates. All the hard work you've put into customizing, playing, and prestiging your squad can now be put to use on a brand new playing field. -
COMMITTEE on the PEACEFUL USES of OUTER SPACE Chaired by Alan Lai
COMMITTEE ON THE PEACEFUL USES OF OUTER SPACE Chaired by Alan Lai Session XXII Committee on the Peaceful Uses of Outer Space Topic A: Regulating the Militarization of Outer Space Topic B: R egulating Commercial Activity in Outer Space Committee Overview ad hoc committee, with 18 inaugural members, including the two major parties The United Nations Committee on involved in the space race: the United States the Peaceful Uses of Outer Space of America and the Soviet Union. In 1959, (COPUOS) was set up by the United the U.N. General Assembly officially Nations General Assembly in 1959. established COPUOS as a permanent body, Founded because of the implications that which had 24 members at that time.1 the successful launch of Sputnik had for the COPUOS now has 87 members, and world, COPUOS’s mission is to review maintains its goal as “a focal point for international cooperation in peaceful uses international cooperation in the peaceful of outer space, to study spacerelated exploration and use of outer space, activities that could be undertaken by the maintaining close contacts with United Nations, to encourage space governmental and nongovernmental research programmes, and to study legal organizations concerned with outer space problems arising from the exploration of activities, providing for exchange of 1 outer space. information relating to outer space The United Nations realized early on activities and assisting in the study of that space would be the next frontier for measures for the promotion of international exploration, and so it has been involved in cooperation in those activities.”2 In addition space activities since the beginning of the to being one of the largest committees in space age. -

Download Battlefield Black Ops 2 Pc Call of Duty: Black Ops 3 Eclipse DLC Pack 2 Available Now on Xbox One and PC
download battlefield black ops 2 pc Call of Duty: Black Ops 3 Eclipse DLC Pack 2 available now on Xbox One and PC. Call of Duty: Black Ops 3 Eclipse DLC, the second downloadable content pack, is available now on Xbox One and PC. Eclipse DLC Pack 2 brings four multiplayer maps, including a remake of Call of Duty: World at War’s Banzai, and an all new Zombies experience, Zetsubou No Shima. For Eclipse DLC Pack 2, the DLC is a separate download from game updates. Eclipse DLC pack is around 7.92GB (size varies by region) and can be downloaded via the Xbox One Store, Steam, or the in-game store. Multiplayer Maps: Spire : Spire takes Multiplayer combat to a futuristic sub-orbital airport terminal set high in the clouds. Multiple levels and open areas promote intense, mid-range combat around a clean, high-tech civilian environment. Watch your step, because one wrong move could send you plummeting back through the stratosphere. Watch the preview trailer here. Rift : Head to the core of a harsh futuristic military complex, set high above an active caldera. Rift funnels and forces tight, intense engagements, where the only way through is forward. Utilize the unique core movement opportunities to outsmart and outplay enemies as you traverse the suspended rail system. Watch the preview trailer here. Knockout : Housed in a traditional Shaolin Temple with a retro twist, Knockout sets the stage for a bloody Kung Fu tournament. This mid-sized map showcases a sharp contrast between the mid-range engagements of the traditional exterior architecture and the tight close-quarters of an eclectic 1970’s styled interior. -

Humanity, Fuck Yeah!
HUMANS, FUCK YEAH No. 2709630, 2008/10/01 (02:55) Author: Anonymous “Humans are insane. You see, Humans have this concept called “Vengeance”. Once, a Vuux warship blew away one of their early colony ships. Fifty Terran geo-helio-cycles later, without a word, they glassed the entirety of the Vuux homeworld and called it even. Not one senator in the Union even dared bring it up with their ambassador. They have no com- punction to follow the Concord of Equal Force!” “The Human muscle-to-mass ratio is incomprehensible. Their world must have been at least half-again as large as ours. Their biology defies reason, they breathe oxygen and yet can swim in liquids without trouble. They can kill with their manipulator extremities, and more. One prisoner slammed his brain case into a guard, and then beat them to death with his bare hands.” “Of all the violence-capable sophont clades, Humans are the only ones who strap themselves into armored shells and drop out of the atmosphere onto enemy positions. And that’s only after they soften up any ground re- sistance with orbital bombardment. We are certain that they have secretly developed mind-upload technology (and thus a kind of technical immortal- ity). The other possibility, that they are willing to throw themselves into the path of anti-starship weapons without hesitation and risk their con- sciousnesses, is unthinkable.” “I once met a Human at a waystation on a Class 1 world. It did some kind of rough work for one of their colonies. It called itself a “search and retrieval expert” but I’m guessing the translation software couldn’t find the proper words. -

June 2019 - March 2020
Geography (PRE-Cure) June 2019 - March 2020 Visit our website www.sleepyclasses.com or our YouTube channel for entire GS Course FREE of cost Also Available: Prelims Crash Course || Prelims Test Series Table of Contents 1. Quadilateral Meet ......................................1 34. National Freight Index: By Rivigo Logistics 2. Organisation Of Islamic Corporation ...1 12 3. New START (Strategic Arms Reduction 35. Kaladan Multimodal Project ...................13 Treaty) ...........................................................1 36. Summer Solstice 2019 .............................13 4. Siachen Glacier ...........................................2 37. Unique Flood Hazard Atlas: Odisha ......13 5. Mount Etna ..................................................2 38. G20 Summit 2019 ....................................13 6. NASA (Insight) Mission .............................3 39. Fortified Rice ...............................................15 7. Air Traffic Management ............................3 40. Space Activities Bill, 2017 .......................15 8. International Renewable Energy Agency 41. Outer Space Treaty ....................................16 (IRENA) .........................................................4 42. Falcon Heavy ...............................................16 9. Pacific Ring Of Fire .....................................4 43. Solar-Powered Sail .....................................17 10. G20 ................................................................5 44. Deep Space Atomic Clock ........................17 11. -

Special Political and Decolonization Committee
Special Political and Decolonization Committee Topic A: Privatization of Outer Space Exploration Topic B: Opium Trade and Trafficking MUNUC 32 TABLE OF CONTENTS ______________________________________________________ Letter from the Chair………………………………………………………….. 3 Committee History………..…………………………………………………... 5 Topic A: Privatization of Outer Space Exploration…………………....… 6 Statement of the Problem…………………………………………….. 6 History of the Problem………………………………………………… 12 Past Actions…………………………………………………………….. 17 Possible Solutions………………………………………………………. 21 Bloc Positions…………………………………………………………… 24 Glossary…………………………………………………………………. 26 Bibliography……………………………………………………………. 27 Topic B: Opium Trade and Trafficking……………………………………. 33 Statement of the Problem…………………………………………….33 History of the Problem………………………………………………… 38 Past Actions…………………………………………………………….. 43 Possible Solutions………………………………………………………. 49 Bloc Positions…………………………………………………………… 52 Glossary…………………………………………………………………. 54 Bibliography……………………………………………………………. 55 2 Special Political and Decolonization Committee | MUNUC 32 LETTER FROM THE CHAIR ______________________________________________________ Dear Delegates, Welcome to the Special Political and Decolonization Committee at MUNUC XXXII. My name is Jake Walsh, and I look forward to serving as your committee chair. I am a fourth-year undergraduate at the University of Chicago studying biochemistry and computer science; this will be my second year staffing MUNUC. This year, you will have the opportunity to discuss two topics that span the wide range -

'It's Going to Happen': Is the World Ready for War in Space?
‘It’s going to happen’: is the world ready for war in space? The next theatre of conflict is likely to be in Earth’s orbit – and may have dire consequences for us all Stuart Clark Sun 15 Apr 2018 02.59 EDT hen you hear the phrase “space war”, it is easy to conjure images that could have come from a Star Wars movie: dogfights in space, motherships blasting into warp speed, planet-killing lasers and astronauts with ray guns. And just as easy to then dismiss the whole thing as W nonsense. It’s why last month’s call by President Trump for an American “space force”, which he helpfully explained was similar to the air force but for err… space, was met with a tired eye-roll from most. But there is truth behind his words. While the Star Wars-esque scenario for what a space war would look like is indeed far-fetched, there is one thing all the experts agree on. “It is absolutely inevitable that we will see conflict move into space,” says Michael Schmitt, professor of public international law and a space war expert at University of Exeter in the United Kingdom. Space has been eyed up as a military asset almost since the beginning of the space race. During the cold war, Russia and America imagined many kinds of space weapon. One in particular was called the Rods from Godor the kinetic bombardment weapon. It was a kind of unmanned space bomber that carried tungsten rods to drop on unsuspecting enemies. As they fell from orbit, the rods gathered so much speed that they delivered the explosive power of a nuclear bomb, but without the radioactive fallout. -

The Prospects for U.S.-Russian Arms Control
JUNE 2020 The Prospects for U.S.-Russian Arms Control AUTHOR Andrey Baklitskiy A Report of the CSIS Russia and Eurasia Program JUNE 2020 The Prospects for U.S.-Russian Arms Control AUTHOR Andrey Baklitskiy A Report of the CSIS Russia and Eurasia Program About CSIS The Center for Strategic and International Studies (CSIS) is a bipartisan, nonprofit policy research organization dedicated to advancing practical ideas to address the world’s greatest challenges. Thomas J. Pritzker was named chairman of the CSIS Board of Trustees in 2015, succeeding former U.S. Senator Sam Nunn (D-GA). Founded in 1962, CSIS is led by John J. Hamre, who has served as president and chief executive officer since 2000. CSIS’s purpose is to define the future of national security. We are guided by a distinct set of values—nonpartisanship, independent thought, innovative thinking, cross-disciplinary scholarship, integrity and professionalism, and talent development. CSIS’s values work in concert toward the goal of making real-world impact. CSIS scholars bring their policy expertise, judgment, and robust networks to their research, analysis, and recommendations. We organize conferences, publish, lecture, and make media appearances that aim to increase the knowledge, awareness, and salience of policy issues with relevant stakeholders and the interested public. CSIS has impact when our research helps to inform the decisionmaking of key policymakers and the thinking of key influencers. We work toward a vision of a safer and more prosperous world. CSIS is ranked the number one think tank in the United States as well as the defense and national security center of excellence for 2016-2018 by the University of Pennsylvania’s “Global Go To Think Tank Index.” CSIS does not take specific policy positions; accordingly, all views expressed herein should be understood to be solely those of the author(s). -

An Analysis of the New Threat Environment for Satellites
An Analysis of the New Threat Environment for Satellites Kalli Haverkamp Space Engineering, master's level (120 credits) 2018 Luleå University of Technology Department of Computer Science, Electrical and Space Engineering CRANFIELD UNIVERSITY Kalli Haverkamp An Analysis of the New Threat Environment for Satellites School of AerospaCe, Transport and ManufaCturing AstronautiCs and SpaCe Engineering MSc SpaCeMaster Program MSC Thesis AcademiC Year: 2017 – 2018 Supervisor: Dr. Jenny Kingston August 2018 CRANFIELD UNIVERSITY Cranfield University AstronautiCs and SpaCe Engineering MSc MSC AcademiC Year 2017 - 2018 Kalli Haverkamp An Analysis of the New Threat Environment for Satellites Supervisor: Dr. Jenny Kingston August 2018 This thesis is submitted in partial fulfilment of the requirements for the degree of MSC in AstronautiCs and SpaCe Engineering This project has been funded with support from the European Commission. This CommuniCation reflects the views only of the author, and the Commission cannot be held responsible for any use whiCh may be made of the information Contained therein. © Cranfield University 2018. All rights reserved. No part of this publication may be reproduced without the written permission of the copyright owner. ABSTRACT The threat environment in space has evolved rapidly in recent times. As more and more governments and their people rely on the services that satellites provide, the space environment has become more congested. Militaries have also begun to use the technologies that satellites enable to give them a competitive advantage. These advancements have provided great incentive to governments and other groups to develop weapons that can disable the empowering satellites of other nations and peoples. This has caused the dawning of a new threat environment that spacecraft providers now need to consider when creating their designs. -
Transhuman Tech Sourcebook 1
DR.RUPNATHJI( DR.RUPAK NATH ) TRANSHUMAN TECH SOURCEBOOK 1 Kenneth Peters Transhuman Space is a trademark of Steve Jackson Games, and its rules and art are copyrighted by Steve Jackson Games . All rights are reserved by Steve Jackson Games. This game aid is the original creation of Kenneth Peters and is released for free distribution, and not for resale, under the permissions granted in the P a g e | 2 AEROSPACE VEHICLES 74 Contents CHARACTERS 4 Earth-To-Orbit 74 Sample Character Concepts 4 Stations 78 Bioroid Templates 5 Utility Spacecraft 79 Infomorph Templates 7 Autonomous Kill Vehicles 81 Cybershell Templates 10 United States 81 Animal Templates 15 China 89 EQUIPMENT 18 Independent 95 Media 18 Exotic Designs 98 Space Equipment 18 SHIPBUILDING 100 APPENDIX A: SPACECRAFT OPTIONS 105 Cetacean Equipment 21 Space Drives 105 Weapons 23 Power Plants 106 Smart Weapons 33 Spacecraft Design Options 106 Biomods 37 APPENDIX B: AERIAL VEHICLE MODULAR DESIGN VEHICLES 39 SYSTEM 116 Civilian Ground Vehicles 39 Step 1: Concept 116 Aquatic Vehicles 47 Step 2: Pick an Airframe 116 Unmanned Combat Aerial Vehicles 52 Step 3: Pods 123 Battlesuits/Battleshells DR.RUPNATHJI(53 DR.RUPAK NATH ) Step 4: Armor 124 Aircraft 56 Step 5: Powertrain 125 Mecha 68 Step 6: Components and Features 131 Step 7: Surface Features 139 Step 8: Weapons 141 Step 9: General Statistics 142 Step 10: Performance 144 GLOSSARY 148 P a g e | 3 DR.RUPNATHJI( DR.RUPAK NATH ) P a g e | 4 CHARACTERS This chapter provides additional information and characters for use in Transhuman Space . Sample Character Concepts ARMORED TROOPER Advantages: Fit, Military Rank 3+, Patron, Security Clearance. -

Meteorite Impacts, Earth, and the Solar System
Traces of Catastrophe A Handbook of Shock-Metamorphic Effects in Terrestrial Meteorite Impact Structures Bevan M. French Research Collaborator Department of Mineral Sciences, MRC-119 Smithsonian Institution Washington DC 20560 LPI Contribution No. 954 i Copyright © 1998 by LUNAR AND PLANETARY INSTITUTE The Institute is operated by the Universities Space Research Association under Contract No. NASW-4574 with the National Aeronautics and Space Administration. Material in this volume may be copied without restraint for library, abstract service, education, or personal research purposes; however, republication of any portion thereof requires the written permission of the Insti- tute as well as the appropriate acknowledgment of this publication. Figures 3.1, 3.2, and 3.5 used by permission of the publisher, Oxford University Press, Inc. Figures 3.13, 4.16, 4.28, 4.32, and 4.33 used by permission of the publisher, Springer-Verlag. Figure 4.25 used by permission of the publisher, Yale University. Figure 5.1 used by permission of the publisher, Geological Society of America. See individual captions for reference citations. This volume may be cited as French B. M. (1998) Traces of Catastrophe:A Handbook of Shock-Metamorphic Effects in Terrestrial Meteorite Impact Structures. LPI Contribution No. 954, Lunar and Planetary Institute, Houston. 120 pp. This volume is distributed by ORDER DEPARTMENT Lunar and Planetary Institute 3600 Bay Area Boulevard Houston TX 77058-1113, USA Phone:281-486-2172 Fax:281-486-2186 E-mail:[email protected] Mail order requestors will be invoiced for the cost of shipping and handling. Cover Art.“One Minute After the End of the Cretaceous.” This artist’s view shows the ancestral Gulf of Mexico near the present Yucatán peninsula as it was 65 m.y.