Chapter 1 Introduction
Chapter 1
Introduction
1.1 Preamble
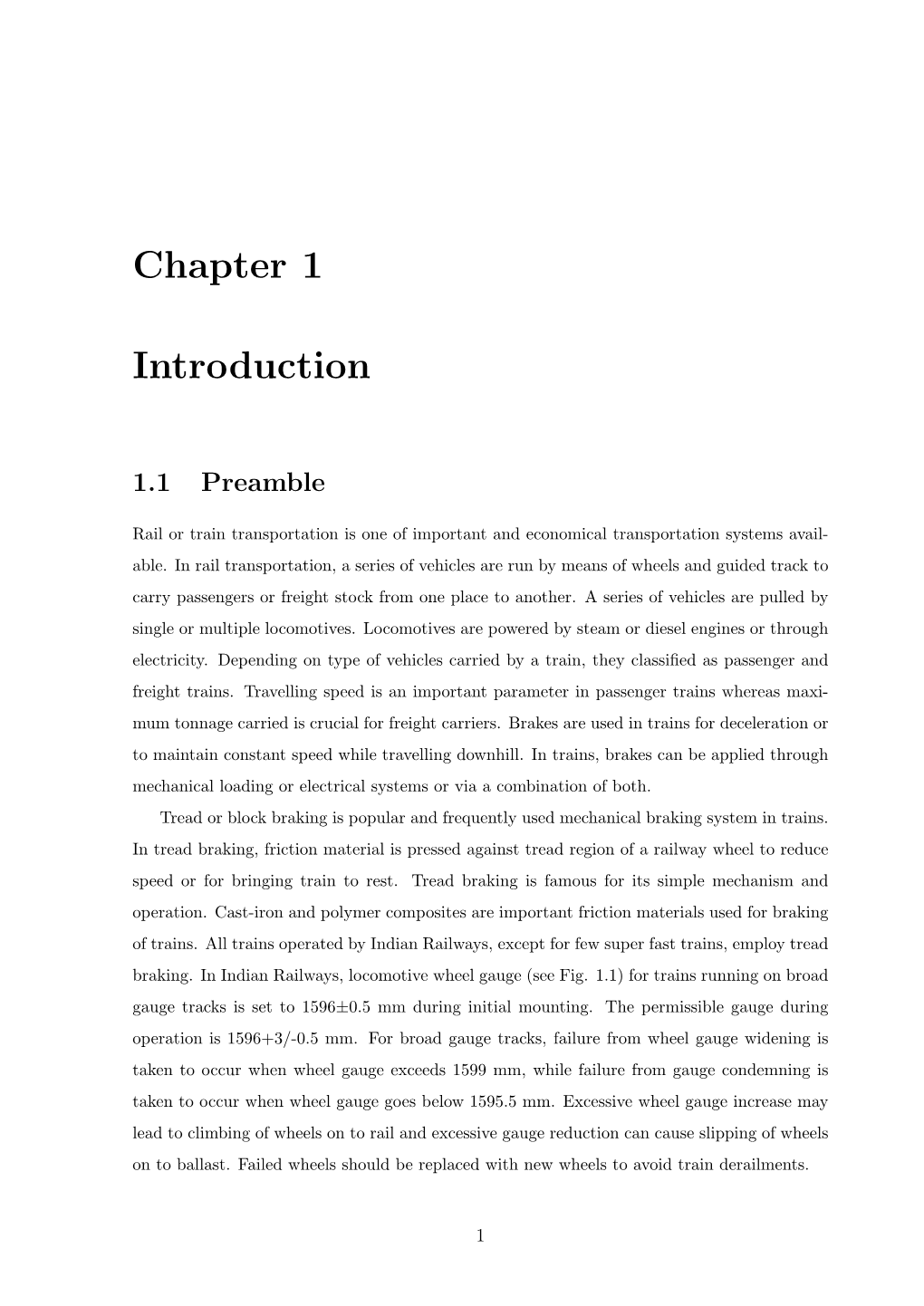
Rail or train transportation is one of important and economical transportation systems avail- able. In rail transportation, a series of vehicles are run by means of wheels and guided track to carry passengers or freight stock from one place to another. A series of vehicles are pulled by single or multiple locomotives. Locomotives are powered by steam or diesel engines or through electricity. Depending on type of vehicles carried by a train, they classified as passenger and freight trains. Travelling speed is an important parameter in passenger trains whereas maxi- mum tonnage carried is crucial for freight carriers. Brakes are used in trains for deceleration or to maintain constant speed while travelling downhill. In trains, brakes can be applied through mechanical loading or electrical systems or via a combination of both. Tread or block braking is popular and frequently used mechanical braking system in trains. In tread braking, friction material is pressed against tread region of a railway wheel to reduce speed or for bringing train to rest. Tread braking is famous for its simple mechanism and operation. Cast-iron and polymer composites are important friction materials used for braking of trains. All trains operated by Indian Railways, except for few super fast trains, employ tread braking. In Indian Railways, locomotive wheel gauge (see Fig. 1.1) for trains running on broad gauge tracks is set to 1596±0.5 mm during initial mounting. The permissible gauge during operation is 1596+3/-0.5 mm. For broad gauge tracks, failure from wheel gauge widening is taken to occur when wheel gauge exceeds 1599 mm, while failure from gauge condemning is taken to occur when wheel gauge goes below 1595.5 mm. Excessive wheel gauge increase may lead to climbing of wheels on to rail and excessive gauge reduction can cause slipping of wheels on to ballast. Failed wheels should be replaced with new wheels to avoid train derailments.
1 Wheel Wheel
Wheel gauge Rail Rail
Flange Track gauge thickness
Figure 1.1: Schematic showing wheel and track gauges.
In India, locomotives are classified according to track gauge (broad, meter or narrow), motive power (diesel or electric), and based on whether it is a freight or a passenger carrier. Most locomotives operated by Indian Railways are for broad gauge and have power ratings from around 2000-6000 HP. Wheel gauge widening in diesel and electric locomotives in Indian Railways is a problem that started appearing from 2004 onwards. The increase in tonnage per axle and change from cast-iron to polymer based composite brake pads implemented at around this time are believed to be responsible for triggering the wheel gauge widening process. Indian Railways currently employs three kinds of brake blocks: cast-iron, low friction “L-type” and high friction “K-type” composite brake blocks. To identify conditions that can lead to gauge widening, in this work, systematic studies were conducted to (i) Obtain brake block characteristics and estimate heat dissipation rates while braking with various brake blocks used for tread braking by Indian Railways, (ii) Estimate heat partitioning and wheel running temperatures in tread braking, (iii) Model and identify the underlying mechanism for wheel gauge change and (iv) Estimate the effect of wheel profile, brake block type, and braking conditions on locomotive wheel gauge change.
1.2 Indian Railways
Indian Railways operates trains over 29 states in the country and provides limited services to neighbouring Nepal, Bangladesh, and Pakistan. It operates more than 20,000 trains daily to carry 23 million passengers and about 2.7 million tons of freight stock. It has 115,062 km of broad, meter and narrow rail gauge track. Year wise list of number of locomotives, coaches, and wagons employed by Indian Railways for period 1950-2012 are presented in Table 1.1. Table 1.2 shows track available for different rail gauges in India. For tread braking, Indian railways uses cast-iron and composite brake blocks. Based on characteristics they exhibit, composite brake
2 blocks are classified into two types: L-type which exhibit “low” friction coefficients and K-type which exhibit relatively “high” friction coefficients. While the composition and characteristics of all cast-iron brake blocks are similar, the same is not true for composite brake blocks. Due to different compositions and processing routes adopted by different manufacturers, the composite brake blocks exhibit diverse friction characteristics. Composite brake blocks are used on locomotives, wagons, as well as coaches. Air braking system is used in trains of Indian Railways, where compressed air acts as operating medium.
Table 1.1: Year wise data of number of locomotives, coaches and wagons in Indian Railways (Indian Railways Inc.).
Number of locomotives Number of coaches Year Number of wagons Steam Diesel Electric EMU Conventional
1950-51 8,120 17 72 460 13,109 205,596
1960-61 10,312 181 131 846 20,178 307,907
1970-71 9,387 1,169 602 1,750 24,676 383,990
1980-81 7,469 2,403 1,036 2,625 27,478 400,946
1990-91 2,915 3,759 1,743 3,142 28,701 346,102
2000-01 54 4,702 2,810 4,526 33,258 222,193
2008-09 43 4,964 3,586 6,228 42,117 212,835
2009-10 42 5,022 3,825 6,765 43,563 220,549
2010-11 43 5,137 4,033 7,292 45,082 229,997
2011-12 43 5,197 4,309 7,793 46,722 239,321
Table 1.2: Available railway track in India by 31 March, 2012 (Indian Railways Inc.).
Gauge Track (km)
Broad gauge (1,676 mm) 104,693
Metre gauge (1,000 mm) 7,801
Narrow gauge (762 and 610 mm) 2,568
Total 115,062
3 1.2.1 Safety performance
Proper maintenance and operation is needed to ensure safe running of trains. It is a challenging task to avoid accidents because there could be many reasons from which accidents occur e.g. collisions, fire accidents, derailments, road vehicles colliding with trains at level crossings and accidents at unmanned level crossing. Indian Railways has experienced an average of 181 accidents per year from year 2003 onwards. Table 1.3 shows number of train accidents reported in Indian Railways from 2002-12 along with underlying causes. An increasing trend of cost of damage and human lives (see Table 1.4) can be observed even though the number of accidents per year has reduced from year 2002-2012. An average loss of 68 crores (INR) per year was reported in years 2009-2012. Fig. 1.2 shows cause wise percentages of train accidents in period 2003-12. It can be seen that highest percentage of accidents (about 54%) are from derailments. When a train or any one of vehicles runs off its track then that situation is treated as a derailment. Derailments can occur from several reasons. The following are some of situations which can lead to derailments: (i) Defective tracks, (ii) Wheel failure from thermal and me- chanical fatigue, (iii) Excessive wheel gauge change of railway wheel sets due to high running temperatures, (iv) Use of emergency brakes, (v) Faulty rail weld joints, (vi) High speed travel at turnings, (vii) Wheel locking due to malfunctioning of braking system, and (viii) Adverse weather conditions and disasters. Among all causes, derailments from excessive wheel gauge change are important for the reason that there is no online monitoring system to notice it in
field. Wheel gauge change gets noticed only during maintenance of railway vehicles. Other Collisions
Fire accidents 2% 5% 3%
Derailments 36% Level crossing 54%
Figure 1.2: Cause wise percentages of train accidents in Indian Railways for period 2003-12 (Indian- Railways, 2013).
4 Table 1.3: Number of train accidents due to various causes in Indian Railways for period 2002-12 (Indian-Railways, 2013).
Year Collisions Fire in trains Level crossing Derailments Other Total
2002-03 16 14 96 218 7 351
2003-04 9 14 95 202 5 325
2004-05 13 10 70 138 3 234
2005-06 9 15 75 131 4 234
2006-07 8 4 79 96 8 195
2007-08 8 5 77 100 4 194
2008-09 13 3 69 85 7 177
2009-10 9 2 70 80 4 165
2010-11 5 2 53 80 1 141
2011-12 9 4 61 55 2 131
Table 1.4: Cost of damage from train accidents in Indian Railways for period 2002-12 (Indian-Railways, 2013).
Number of passengers Year Cost of damage in crores (INR) Killed Injured
2002-03 38 157 658
2003-04 52 135 302
2004-05 27 50 191
2005-06 34 315 627
2006-07 32 208 402
2007-08 41 191 412
2008-09 61 209 444
2009-10 55 238 397
2010-11 59 381 461
2011-12 90 319 716
5 1.2.2 Locomotives
Locomotives provide traction power to pull a train, they may be used as single or multiple units to provide required motive power. In diesel locomotives, multi-cylinder engines rotate electric generators which feed current to electric motors placed next to axles. The motors drive gear systems which in turn rotate the axles and move the train (see Fig. 1.3). Advantages of diesel locomotives are (i) Lower initial cost, (ii) No need of electrification, (iii) Easy speed control and (iv) High load carrying capacity. On the other hand, the disadvantages of diesel locomotives are (i) Lower life time, (ii) Need to carry fuel, (iii) Higher running and maintenance costs, (iv) Lower starting torque, and (v) Pollution. Electric locomotives run on electricity provided by external wiring or through third rail or from internal batteries. Though, typically the electric locomotives draw power from contact wires through pantograph. From pantograph, power goes to a transformer, which performs step up and step down of power according to requirement (see Fig. 1.4). A rectifier takes input from transformer and converts alternating current (AC) to direct current (DC). Thereby finally power transmission takes place to motors placed inside the locomotive. Advantages of electric locomotives are (i) No need to carry fuel, (ii) Provides higher initial torques, (iii) Higher power to weight ratio, (iv) Provides higher accelerations, and (v) Low noise levels. Their disadvantages are (i) Higher initial cost and (ii) Require outer electrical wiring.
Figure 1.3: Schematic of a diesel locomotive (IRFCA Inc.).
6 Figure 1.4: Schematic of an electric locomotive (Railway-technical Inc.).
1.2.3 Locomotives nomenclature
In Indian Railways, locomotives are classified depending on track gauge on which they run, power of locomotives and purpose of use. Class name of locomotives contains 4-5 characteristics which tell details of locomotives. First letter denotes the track (W-broad gauge, Y-metre gauge, and Z-narrow gauge), second letter denotes source of motive power (D-diesel, and A-electric), third letter indicates purpose of using (G-goods, P-passenger, and M-both purposes), fourth letter represents locomotive’s chronological number, and final character tells about power rating (A-100, B-200 and C-300 HP). In this manner, WDM3A referred as broad gauge locomotive powered by diesel engine, used for goods as well as passengers carrying and provides maximum traction power of 3000 HP.
1.2.4 Locomotive wheels
Locomotive wheels play an important role in running of trains. They support the locomotive weight and provide the traction at rail-wheel interface to pull entire train. Indian Railways manufactures railway wheels through casting and forging. Casted wheels provide good per- formance and lower cost of manufacturing and maintenance. On other hand, forged wheels provide better dimensional accuracy and fracture toughness. Casting of railway wheel in- cludes: (i) Melting of material in ultra high electric arc furnace, (ii) Ensuring proper chemistry
7 from spectrometer, (iii) pressurized pouring in graphite moulds and (iv) Cleaning of risers and inspection of wheel. Manufacturing process of forged railway wheel includes: (i) Heating of blanks to a desired temperature, (ii) Hot pressing of blanks at high pressures to obtain required shape, (iii) Profiling on rolling mill and (iv) Final shaping press. A railway wheel consists of hub, disc, rim and tread regions. Fig. 1.5 shows different profiles of locomotive wheels used in Indian Railways. Among the three profiles, usage of straight plate wheels is highest, use of S-shaped and parabolic wheel profiles started only a few years back. Locomotive wheels in use in Indian Railways contain about 0.57-0.67% carbon whereas this value for wagon wheels is about 0.52%. Table 1.5 provides details of locomotive wheel’s chemical composition.
Hub
Disc
Rim
Tread
(a) (b) (c)
Figure 1.5: (a) Straight plate, (b) S-shaped and (c) parabolic locomotive wheel profiles used by Indian Railways.
After casting and forging, railway wheels undergo heat treatment process to harden tread region. Hardening of tread region is necessary to resist crack growth from mechanical and thermal loading. Compressive hoop stresses appearing in wheel rim region restrict crack growth from fatigue. Hardness value of 300-341 BHN is ensured during manufacturing till 30 mm depth from tread region. Higher hardness helps in minimizing material loss from wheel tread region from continuous contact with rail. Heat treatment consists of annealing, dwell period,
8 tempering and air cooling. After heat treatment process, wheels undergo interference fit with axle in presence of lubrication. At further depths, hardness values less than 300 BHN are maintained. By the end of heat treatment, fine pearlite microstructure is formed throughout the wheel. Conical profile is ensured on tread region of wheels. Wheels are continuously monitored throughout their life and undergo re-profiling during maintenance schedules at regular intervals. New locomotive wheels have 1096 mm diameter and wheel diameter reduces whenever they are machined/reprofiled. When wheel diameter reduces less than 1020 mm, they are considered as worn-out wheels and they are replaced with new wheels.
Table 1.5: Chemical composition of locomotive wheel.
Element Percentage
C 0.57 - 0.67
Mn 0.60 - 0.85
Si 0.15 min.
P 0.03 max.
S 0.03 max.
Cr 0.25 max. Combined
Ni 0.25 max. 0.5 max.
Cu 0.28 max. (Cr+Ni+Mo)
V 0.05 max.
Mo 0.06 max.
Al 0.02 max.
Fe Remaining
1.2.5 Braking of trains
Indian Railways employ mechanical and dynamic braking in trains. In mechanical braking, there are again two types: tread braking and axle mounted disc braking. In tread braking, brake block(s) directly comes in contact with wheel tread to stop or decelerate train. Single or multiple brake blocks can be used for tread braking. Friction material used can be cast-iron or composite. During tread braking, kinetic energy of train gets dissipated in the form of heat
9 at wheel-brake blocks interfaces. Heat generated during tread braking is shared by wheel and brake blocks. Heat entered into wheels is further shared by rail and outer atmosphere. Fig. 1.6 shows locomotive wheel and brake block used in locomotives for tread braking. Tread braking is widely used for lower initial cost. The mechanism used is simple with lower number of parts and it naturally grinds wheel tread to improve wheel-rail traction characteristics. However, there are also some disadvantages. Heat generated during braking directly enters into wheel and can damage the wheel and brake blocks from excessive heating. It also cause noise depending on type of brake material used. Composition of cast-iron brake block material used by Indian Railways is given in Table 1.6. Composition of polymer composite brake blocks changes from supplier to supplier and is proprietary in nature.
Figure 1.6: Picture showing locomotive wheel and composite brake block used in tread braking.
Table 1.6: Chemical composition of cast-iron brake blocks.
Element Percentage
C 2.9 - 3.3
Mn 0.5 - 0.7
Si 1.2 - 2.2
P 0.8 - 1.1
Carbon equivalent below 4.3
Fe Remaining
10 During disc braking, train decelerates through braking of discs mounted on axle. Disc brakes mounted on discs apply mechanical load to stop train. Here, heat generated from braking enters the discs instead of railway wheels. Fig. 1.7 shows schematic of discs and disc brakes mounted on an axle. Disc braking has several advantages including lack of wheel heating and higher swept area between discs and brakes. Their disadvantages are, increase in initial and maintenance costs and wheel locking at higher braking speeds and wet conditions.
Disc Axle Brake shoe
Wheel
Figure 1.7: Schematic of axle mounted disc braking (Fourshared Inc.).
In addition to mechanical braking, train drivers can also use dynamic braking. In dynamic braking, traction motors of locomotives act as generators and produce electrical energy. Essen- tially mechanical energy is converted into electrical energy. The produced energy is dissipated through resistor grids in locomotives. In trains there is an option to apply dynamic braking along with mechanical braking. Dynamic braking never releases heat into wheel and there is no need of additional attachments like in mechanical braking. Dynamic braking has higher braking times and is ineffective while braking from higher initial speeds. Thus, it is not a suitable option for super fast trains.
1.2.6 Braking systems
Air brake systems are classified as single pipe and twin pipe air brake systems. Fig. 1.8 shows schematic layout of single pipe air brake system, used for freight carrier trains in Indian
11 Railways. Single pipe braking system consists of driver’s brake valve, main reservoir, auxiliary reservoir, brake pipe, triple or distributor valve, brake cylinder as main components. Main reservoir located in locomotive supplies compressed air to auxiliary reservoir(s) located in other locomotive(s) and wagons in a train through brake pipe. Driver’s brake valve is located in driver’s cabin for releasing pressure from brake pipe during application of brakes. Distributor valve connects auxiliary reservoir and brake cylinder whenever there is a reduction in brake pipe pressure and pressurized air in brake cylinders finally results in application of brakes.
Figure 1.8: Schematic of single pipe air brake system (Railway-technical Inc.).
Operation of single pipe air brake system consist three stages: charging, application and release. During charging stage, a pressure value of 5 kg/cm2 is maintained throughout of brake pipe, auxiliary cylinders through distributor valve. At this stage brake cylinder is connected to outer atmosphere. In braking stage, pressure drops in brake pipe. From reduction of brake pipe pressure, distributor valve positions in such a way that, auxiliary reservoir disconnects from brake pipe and gets connected to brake cylinder, thereby, increasing brake cylinder pressure and brakes are applied. Pressure in brake cylinder is proportional to drop in brake pipe pressure. During release stage, by closing driver’s brake valve, brake pipe gets connected to main reservoir. Increase in brake pipe pressure isolates auxiliary reservoir from brake cylinder and brakes are released. In single pipe air brake system, frequent braking for long times is not possible due to the reason that, once brakes are applied and released it takes some time to fill auxiliary
12 reservoirs. Further, air braking system suffers from problem of time-lag in braking. Whenever brakes are applied it takes time for pressure drop in brake pipe to occur, particularly, far from location of driver’s brake valve. Fig. 1.9 shows twin or dual type air brake system used for passenger carriers in Indian Railways. Twin pipe air brake system consists of an additional pipe called as main reservoir pipe or feed pipe. In this system, auxiliary reservoirs are connected to feed pipe directly to avoid lack of compressed air during multiple braking events. During charging stage, a pressure of 5 kg/cm2 is maintained in brake pipe and 6 kg/cm2 is maintained in feed pipe and auxiliary reservoirs and brake cylinders are exposed to outer atmosphere. During braking, pressure drop in brake pipe causes connection between auxiliary reservoir and brake cylinders which subsequently causes braking. Closing of driver’s brake valve disconnects auxiliary reservoir from brake cylinders. Through feed pipe, this braking system overcomes the drawback of lack of compressed air for charging auxiliary cylinders. However, this system too suffers from time-lag in braking. Time-lag in braking introduces compressive stresses in couplers of railway vehicles. Due to time-lag in braking, front vehicle wheels of train experiences larger braking times leading to higher heat dissipation in locomotive and front vehicle wheels. Air brake system also suffers from malfunctioning of distributor valves, leakages in brake pipe and brake cylinders. Continuous monitoring and servicing of air brake systems is necessary to prevent damages to couplers, wheels and brake blocks.
1.2.7 Failure of railway wheels
Railway wheel is one of important and intensively loaded components in trains. They experi- ences mechanical and thermal loads during operation. As failure of railway wheels may lead to severe damage or failure of other components, it is important to ensure safety at all stages of manufacturing, assembly with axle and in field. To ensure optimum safety, wheels need to be replaced immediately whenever any fracture is observed. Here are frequently observed wheel failures in Indian Railways: (i) Wear from flange and tread regions, (ii) Worn-out due to frequent re-profiling of wheel tread, (iii) Formation of wheel flat from continuous dragging of wheel against rail, (iii) Thermal and mechanical fatigue due to higher temperatures and me- chanical loads, (iv) Wheel tread plastic deformation from higher wheel running temperatures, (v) Breakages at rim-disc and disc-hub interfaces due to excess heating or from residual stresses from wheel heat treatment, (vi) Excess wheel wear from tread region (vii) Wheel shelling and (viii) Wheel gauge widening. Fig. 1.10 shows thermal cracking, circumferential chipping and wheel shelling observed in Indian Railways.
13 Figure 1.9: Schematic of twin pipe air brake system (Railway-technical Inc.).
Crack at rim-disc
Rim crack Circumferential chipping-off
(a) (b) (c)
Wheel tread shelling
Thermal crack on tread
(d)
Figure 1.10: Typical locomotive wheel failures reported in Indian Railways (RDSO, 2008).
14 1.2.8 Wheel gauge widening
Until 2004, there were essentially no reported cases of wheel failure from gauge widening or con- demning in Indian Railways. However, from 2004 onwards, when the majority of the cast-iron brake blocks were replaced with composite brake blocks, there have been hundreds of incidences of wheel gauge widening in tread braked, straight plate locomotive wheels. Fig. 1.11(a) shows the number of reported wheel gauge widening cases in diesel and electric locomotive wheels for period 2004-2010, while Fig. 1.11(b) gives the statistics of reported wheel gauge widening cases for cast-iron and composite brake blocks. Clearly, most wheel gauge widening cases were reported for wheels fitted with composite brake blocks.
350 400 Using cast-iron brake blocks Using composite brake blocks 350 300 Unidentified
300 250
250 200 200 150 150 100 100 Number of gauge widened cases Number Number of gauge widened of cases Number 50 50
0 0 2004 2005 2006 2007 2008 2009 2010 2007 2008 2009 2010 Year Year (a) (b)
Figure 1.11: Year wise data of (a) total wheel gauge widened cases and (b) wheel gauge widened cases as a function of brake block type (RDSO, 2011).
Locomotive wheel gauge is checked when the locomotives go to maintenance sheds. During inspection, the locomotive is at rest and the wheels are nearly at room temperature. Gauge widening is normally axi-symmetric (see Fig. 1.12) and no axial shift of wheel on axle was observed. Maximum gauge increase observed was about 20 mm. It is noteworthy that in essentially all reported cases, failure occurred from gauge widening and not from condemning. Several changes were made to control locomotive wheel gauge widening. They are, reduction of brake cylinder pressure, ensuring friction characteristics to satisfy prescribed limits, by passing braking to coach or wagon wheels without application on locomotive wheels. Nonetheless, the problem still persists. Several hundreds of wheel gauge widening cases were reported in various types of diesel and electrical locomotives. Tables 1.7 and 1.8 show number of wheel gauge widened cases observed in different diesel and electric locomotives in period 2004-10.
15 Further, wheel gauge widening cases are observed in wheels supplied by different manufacturers. Table 1.9 shows failure cases for wheels from different manufactures for few identified cases of locomotive wheels.
Figure 1.12: Picture of gauge widened locomotive wheel with values of circumferential gauge increase (RDSO, 2011).
Table 1.7: Number of wheel gauge widened cases reported in different diesel locomotives for period 2004-10 (RDSO, 2011).
Number of gauge widened cases Year WDM2A/3A WDG3A WDM3D WDM2B/3B WDS6
2004 38 - - - -
2005 26 3 - - -
2006 22 9 - - -
2007 42 37 - - 3
2008 8 60 5 4 -
2009 55 94 28 - -
2010 48 104 17 3 -
Total 239 307 50 7 3
16 Table 1.8: Number of wheel gauge widened cases reported in different electric locomotives for period 2004-10 (RDSO, 2011).
Number of gauge widened cases Year WAP4 WAP6 WAM4 WAG5 WAG7 WCG2 WCAM1 WCAM3
2004 ------30
2005 - 1 - 14 - - - -
2006 6 ------
2007 77 - 11 110 52 32 23 17
2008 5 - 5 140 83 7 - 2
2009 6 - 27 107 71 - 1 -
2010 - - - 20 16 - 1 -
Total 94 1 43 391 222 39 25 49
Table 1.9: Number of wheel gauge widened cases reported in wheels supplied from different manufac- turers for period 2004-10 (RDSO, 2011).
ENERGOM- KLW, SMR BALS, Year DSP, India ACHEXPORT, Unidentified Switzerland Romania Russia
2004 - - - - 68
2005 5 - 2 6 31
2006 6 - - - 31
2007 35 - - - 369
2008 92 9 4 - 214
2009 23 2 - - 362
2010 3 - - - 206
Total 164 11 6 6 1281
17 1.3 Summary
This chapter presents an overview of statistics of accidents, working of diesel and electric lo- comotives, various types of locomotive wheels, and braking systems used in Indian Railways. Various forms of locomotive wheel failures and detailed statistics of wheel gauge widening of locomotive wheels in Indian Railways are presented. Most of train accidents are from derail- ment of trains. Air brake system currently in use by Indian Railways gives time-lag in braking. Wheel heat treatment and axle-wheel fitment leaves residual stresses in wheels. Wheel failures from thermal cracking and wheel gauge widening are important failures observed in Indian Railways. Gauge widening cases are more in tread braked locomotive wheels with composite brake blocks. Gauge widening is axi-symmetric and reported in straight plate wheel profiles only. Detailed investigation of effect of brake block material, time-lag in braking, on heat dis- sipation into locomotive wheels need to be studied. Estimation of wheel running temperatures is also required for different brake blocks. Influence of wheel residual stresses on wheel gauge change during braking scenarios also need to be studied.
1.4 Overview of thesis
This thesis is organized as follows. Chapter 1 presents braking mechanism in, heat treatment of wheels, braking scenarios and statistics of gauge widening cases in Indian Railways. Chapter 2 gives details of literature relevant to this thesis. Chapter 3 presents friction characteristics of different brake blocks used in Indian Railways, results of train running model, effect of time-lag in braking on heat dissipation in wheels. Chapter 4 presents heat partitioning at brake block- wheel and wheel-rail interfaces with different types of brake blocks using boundary element method, temperature estimation of wheels from finite element model and validations with field trials. Chapter 5 presents finite element modeling to understand wheel residual stresses formation during heat treatment process, underlying mechanism of wheel gauge widening and condemning in locomotive wheels. Chapter 6 presents effect of brake block type, wheel profile and braking conditions on wheel gauge change of locomotive wheels. Chapter 7 presents the summary and conclusions of this work. Publications on work chapters are listed at the end of the thesis.
18