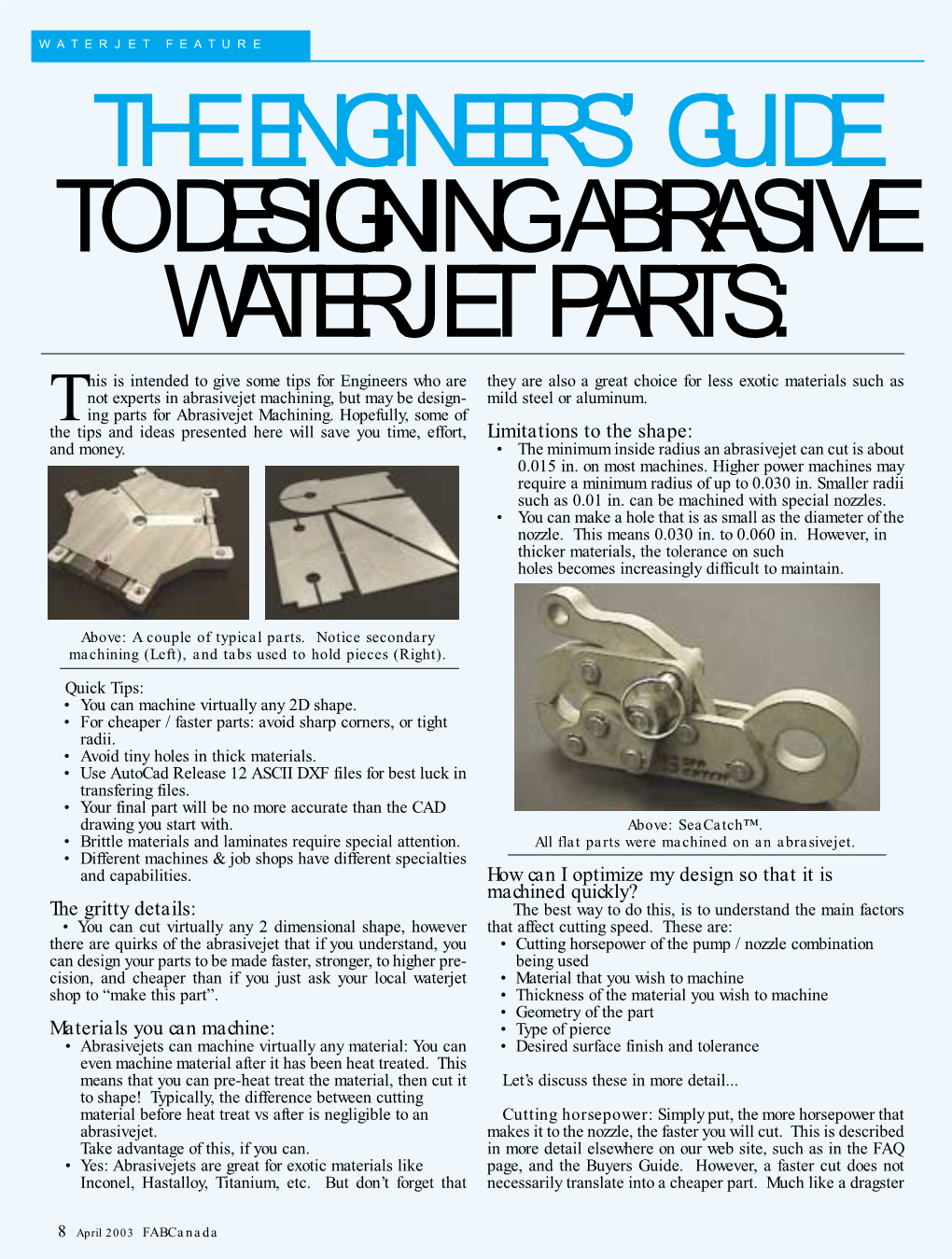
The Engineers' Guide to Designing Abrasive
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bill Baggs Cape Florida State Park
Haw Creek Preserve State Park Approved Plan Unit Management Plan STATE OF FLORIDA DEPARTMENT OF ENVIRONMENTAL PROTECTION Division of Recreation and Parks December 16, 2016 TABLE OF CONTENTS INTRODUCTION ...................................................................................1 PURPOSE AND SIGNIFICANCE OF THE PARK ....................................... 1 Park Significance ................................................................................1 PURPOSE AND SCOPE OF THE PLAN..................................................... 2 MANAGEMENT PROGRAM OVERVIEW ................................................... 7 Management Authority and Responsibility .............................................. 7 Park Management Goals ...................................................................... 8 Management Coordination ................................................................... 8 Public Participation ..............................................................................9 Other Designations .............................................................................9 RESOURCE MANAGEMENT COMPONENT INTRODUCTION ................................................................................. 11 RESOURCE DESCRIPTION AND ASSESSMENT..................................... 12 Natural Resources ............................................................................. 12 Topography .................................................................................. 12 Geology ...................................................................................... -

Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools
Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING The fundamental objectives of manufacturing — improve quality, reduce costs, speed up throughput and increase production flexibility — are the primary reasons that jigs and fixtures are so abundant. It doesn’t matter if the operation is fully automated or entirely manual; jigs and fixtures are deployed throughout manufacturing operations with the goal of reducing costs while improving production processes. THE 3D PRINTING SOLUTIONS COMPANY Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING When expanded beyond jigs and fixtures to periods. But this ignores the larger impact on the include all manufacturing tools that serve bottom line. AM lowers the threshold for justifying as operational aids, the uses are even more a new tool, which allows you to address unmet widespread. They range from organizational bins needs throughout the production process. If you and tool holders for 5S (a workplace organizational were to look around the manufacturing floor, methodology) to templates, guides and gauges. assembly area and quality control lab, how many They include sophisticated robotic end-effectors new opportunities would you find for a jig or and rudimentary trays, bins and sorters for fixture? What would the value be? conveyance and transportation. No matter the • Reduce scrap and rework name, description or application, manufacturing • Decrease direct labor time tools on the factory floor increase operational • Improve process throughput efficiency while maintaining quality. -

Equipment For' River Measurements
.. UNITED STATES DEPARTMENT OF THE INTERIOR GEOLOGICAL SURVEY WATER RESOURCES BRANCH EQUIPMENT FOR' RIVER MEASUREMENTS " PLANS AND SPECIFICATIONS FOR REINFORCED CONCRETE HOUSE AND WELL FOR WATER-STAGE RECORDERS ARRANGED BY LASLEY LEE DISTRICT ENGINEER, COLUMBUS, OHIO • 1933 DlI'I\IITMDlT 0' THI INnIUOII' UNITEO STATES GEOl.OGICAL SURVEY WATER RESOURCES BRANCH EQUIPMENT FOR RIVER MEASUREMENTS CABLE TOWER AND CAR WATER-STAGE RECORDER HOUSE AND WELL CABLE TOWER AND CAR Chelan River, Chelan. Wash. Alle8heny River. Franklin, Pa. Columbia River, Rock Island. wash. MEASUREMENT BY WADING MEASUREMENT FROM CABLE MEASUREMENT FROM BRIDGE MEASUREMENT THROUGH ICE Merced River, Yosemite Valley. calif. Scioto River, Columbus, Ohio Scioto River. Dublin. Ohio Wisconsin River, Muscoda. Wis. OONTENTS Introduct1on •••••••••••••••••• ~ ••••••••••••••••••••••••• ••• 1 Construction cqllipmont •.•• " •••••••••••.•••••••••••••••••••• 4 .. Excavation •••••••••••• , .•• , •••••••••••••••••• ~.~ ••••••• ~.~ • 4 Blasting •••••••••••••• ~ •••••••••• , ••••••••••••• ~.~.~ •• 6 Concrete ••••••••••••••. .•• ~ ••••••••••••••••••• , ••• ~ •• ~.~ •• 7 Ccm811 t ................. ~ ••.•••••••• ~ •••••• ~ ••••• , •••••• 7 Fine aggregate •••••••••••••••• , ••••••••••••••••••••••• 7 Coarse aggrogate ••••••••••••••••• !' •••••••• !' •••••••••• ~ 7 ?report ions •••.• ~ • ~ .... ~ •• ~ .... .,." •. ~ •• , ••• ~. 0 •• ~. ~ ~ ~ • '•• 7 Quality of water ••••••••••••••••••• , ••••••• , •• ~, •••••• 8 Mixillg ••• ~ ••••••• '8 ••• ~ .................. , ••••••••• , •••• 8 Qua~tity of water -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Trimming Time 3D Production Systems
TRIMMING TIME 3D PRODUCTION SYSTEMS One day and one labor-hour is all that’s needed for waterjet cutting fixture. “We didn’t even give CNC machining a second thought. It was obvious that FDM was our best option.” – Mark Bringle, Joe Gibbs Racing Real Challenge Image 1: JGR produced this fixture with FDM direct digital manufacturing. Joe Gibbs Racing (JGR), one of NASCAR’s most powerful teams, is constantly searching The fixture was designed to secure air for ways to make things faster. Like other race teams, it uses NACA ducts to keep ducts while they’re being trimmed via temperatures steady and drag forces low. Borrowed from the aerospace industry, these water-jet. oddly-shaped, bottle-like parts draw in air with little change to the car’s resistance. NACA ducts are common in NASCAR, but JGR finds an edge in making the ducts a little better and a whole lot faster. Each NACA duct is custom made to JGR specifications through a vacuum-forming process. The clear plastic parts are then trimmed to size with a waterjet cutting machine. To restrain the NACA duct while in the waterjet, it is nested in a custom fixture produced with the a Fortus additive fabrication machine, using the FDM process. Real Solution How Did FDM Compare to Traditional When the NACA ducts were first shifted Fabrication Methods for JGR? to the waterjet, the JGR team reviewed its Method Cost Time fixture-making alternatives, but it did not Estimate Estimate take long to pick the FDM process. “We Image 2: A clear “NACA duct” nests Traditional $2,550 7 days in the pocket of the fixture on the didn’t even give CNC machining a second Fabrication right. -

Quick Change Fixturing
QUICK CHANGE FIXTURING Repair Kits ........................................................................ 35 Shanks .............................................................................. 35 Ball Lock® Mounting System (Inch) Subplates ......................................................................... 27 Subplates for Tooling Columns ................................... 32 Ball Lock® for Rotary Indexers ...............................20–21 Tooling Columns, 4 sided .............................................. 31 Ball Lock® Accessories ................................................... 24 Tooling Columns, T-Columns ....................................... 30 Commonly Asked Questions About the Ball Lock® Mounting System .....................................................8–9 Fast Acting Ball Lock® Shanks ...................................... 24 Fixture Kits for HAAS ..................................................... 18 Zero Point Mounting System Fixture Plates ....................................................................13 Fixture Plates for Multi-Purpose Subplates .............. 10 Clamping Bracket ........................................................... 50 Fixture Plates for Tooling Columns ............................. 16 Pull Studs & Engagement Screws ......................... 44–45 Jigsaw Interlocking Plates .............................................11 Clamping Plates .............................................................. 43 Liners ............................................................................... -

Fletcher Business Group Acquires Atlas Saw & Tool
FOR IMMEDIATE RELEASE Media Contact: Sarah Archambault • 917.923.9838 • [email protected] FLETCHER BUSINESS GROUP ACQUIRES ATLAS SAW & TOOL Global Solution Provider Expands Product Line and Services through Acquisition of Leading Provider of Saw Blades, Cutting Tools and Sharpening Services [East Berlin, CT – January 23, 2017] Today, Fletcher Business Group (FBG) – a leading provider of solution-driven technologies for a wide range of industries – including custom and OEM picture framing; sign and digital graphics; hardware; woodworking; and float and glass fabrication industries – is announcing the acquisition of Atlas Saw & Tool and Tem-Tech. With locations in Illinois, Florida and Arizona, Atlas provides high quality saw blades, cutting tools and sharpening services. Tem-Tech carries a high capacity saw line, along with repair/refurbish services for all saw types. Atlas Saw & Tool joins FBG’s roster of globally recognized brands as a wholly owned subsidiary and will continue the day-to-day operations of its key brands. Atlas serves a variety of markets including picture framing, cabinet making, flooring, millwork and the plastic industry. Using precise German CNC grinders and associated robotics, Atlas Saw sharpens blades and tools to OEM specifications and serves customers nationwide from its three regional tech centers. Atlas will continue to provide custom saw blade design services, fabrication and re-sharpening programs utilizing its premier selection of American and Japanese made core blades. The Tem-Tech brand offerings will remain, including the large capacity saw, CNC moulding profile template machine, saw service, repair and preventative maintenance programs. This will include service, refurbishment and parts support of Pistorius brand saws. -
![[PDF]Appendixes Alu Catalogue](https://docslib.b-cdn.net/cover/7085/pdf-appendixes-alu-catalogue-607085.webp)
[PDF]Appendixes Alu Catalogue
Appendixes PO Contents CC A. Installation of plastic slide rail and support rail.............517 D. Chain installation ..........................................................527 B. Installation of slide rail in hardened steel ......................525 E Instruction Steel chain 5056849 for X85........................529 X45 C. Slip clutch adjustment ..................................................526 XS A. Installation of plastic slide rail and support rail X65 About slide rail Considerations when selecting slide rail X65P The slide rail is attached to the sides of the conveyor Each of the slide rails has its own characteristics and is beam to reduce chain friction where the chain would oth- suitable for different types of applications. erwise be in direct contact with the beam profile. It is very Slide rails made of HDPE or PA-PE are suitable for X85 important that the slide rail is installed correctly so that most standard applications. PA-PE has higher wear the chain can run without disruption. resistance but should not be used in wet environments. X85P When the conveyor is to be mounted high above In environments where high resistance to chemicals ground level, it might be easier to mount the slide rail onto is important, PVDF slide rails are recommended. XH a conveyor section while the conveyor beam is still on the Hardened steel slide rails in combination with PVDF floor. If doing so, leave an extra end, approximately slide rails in bends can be a good combination where 300 mm longer than the beam, so that it can be cut off larger particles such as chip occur. XK and adjusted when the beam is finally installed. UHMW-PE has the highest wear resistance and can be recommended in applications with accumulation, XKP Characteristics transport of heavy parts, high speed, abrasive particles or requirements on low dust generation. -
Float Switches Class 9036 – Types D and G
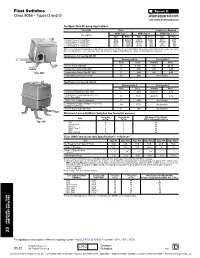
Float Switches Class 9036 – Types D and G For Open Tank Or Sump Applications Class 9036 2 Pole Single Lever Operated NEMA Type 1 NEMA Type 4 NEMA Type 7, 9 Description Type Price Type Price Type Price Contacts Close on Liquid Rise. DG2 $35.60 DW31 $236. DR31 $227. Contacts Open on Liquid Rise . DG2R 38.80 DW31R 239. DR31R 230. Contacts Close on Liquid Rise. GG2 68.00 GW1 397. GR1 388. Contacts Open on Liquid Rise . GG2R 68.00 GW1R 404. GR1R 397. Order universal mounting bracket and float accessory kits separately from Class 9049 section. Types GW and GR use center hole float. Devices with Form C use Centerhole float . All others use tapped at top float. See Page 18-8 for 9049 accessories. Modifications For Type DG, DW, DR Factory Installed Field Installed Form Price 9049 Kit Price Reverse Action (Type DG) R $3.30 A58 $3.30 Compensating Spring (Type DG) C 6.50 A19 6.50 Compensating Spring (Type DR, DW) C 6.50 A20 6.50 Type DG2 Comp. Spring and Reverse Action CR 9.80 Not Available Modifications For Type GG, GW, GR Factory Installed Field Installed Form Price 9049 Kit Price Compensating Spring for Type GG2 C 8.10 9049A13 8.10 Combination of Comp. Spring & Reverse Action (Type GG2) CR 17.70 9049A13 8.10 1 N.O.-1 N.C. Contact Configuration H 9.60 Not Available Combination of Comp. Spring & 1 N.O.-1 N. C. Contact for Type GG2 CH 17.70 Not Available Reverse Action (Type GR, GW) R 9.60 Not Available Maximum Forces At Which Switches Are Tested (in ounces) Type Force Up Force Down Will Support This Weight To Trip To Trip With Compensating Spring Type GG DG2 9 8 60 DG2 Form R 8 8 60 DW31 8 8 66 DW31 Form R 8 8 66 DR31 8 8 66 DR31 Form R 8 8 66 Class 9049 Float Accessory Specifications – In Ounces Item Type A6 Type A6S Type A6C Type A6CS Type A6A Type A6CA Net Buoyancya (in Water) 7" Float . -

Chapter 1 Jigs and Fixtures
PQ726-0967G-P01[01-14].qxd 1/16/04 5:39 PM Page 1 Quark05 Quark05:BOOKS:PQ JOBS:PQ726 Miller(4) Chapter 1 Jigs and Fixtures Jigs and fixtures are devices used to facilitate production work, making interchangeable pieces of work possible at a savings in cost of production. Both terms are frequently used incorrectly in shops. A jig is a guiding device and a fixture a holding device. Jigs and fixtures are used to locate and hold the work that is to be machined. These devices are provided with attachments for guiding, setting, and supporting the tools in such a manner that all the workpieces produced in a given jig or fixture will be exactly alike in every way. The employment of unskilled labor is possible when jigs and fix- tures can be used in production work. The repetitive layout and setup (which are time-consuming activities and require consider- able skill) are eliminated. Also, the use of these devices can result in such a degree of accuracy that workpieces can be assembled with a minimum amount of fitting. A jig or fixture can be designed for a particular job. The form to be used depends on the shape and requirement of the workpiece to be machined. Jigs The two types of jigs that are in general use are (1) clamp jig and (2) box jig. A few fundamental forms of jigs will be shown to illustrate the design and application of jigs. Various names are applied to jigs (such as drilling, reaming, and tapping) according to the operation to be performed. -

Optimal Fixture Design for Drilling Through Deformable Plate Workpieces Part I: Model Formulation
Journal of Manufacturing Systems Vol. 2a/No. 1 w 2001 0 ~ Optimal Fixture Design for Drilling Through Deformable Plate Workpieces Part I: Model Formulation K.R. Wardak, U. Tasch, and P.G. Charalambides, Dept. of Mechanical Engineering, University of Maryland Baltimore County, Baltimore, Maryland, USA Abstract in which the model formulation is discussed in Part I This is the first part of two manuscripts that address the and the results in Part II. (Part II follows in this development of scientifically based methodologies that use issue.) Part I further develops the scientific tools that finite element methods and optimization algorithms to design optimal fixturing layouts for the drilling process. Part I focuses capture the shape and dimensional characteristics of on the problem formulation and Part II discusses the results. the machined surfaces generated through drilling The fixturing problem formulation is posed as a constrained operations. These tools are based on FE analysis, optimization problem, in which the physical fixture constraints optimization, and schemes that handle material define the domain, and the desired fixturing characteristics are optimized in accordance with a selected objective func- removal strategies. In formulating the fixturing opti- tion. The optimal fixturing model developed includes a mater- mization problem, Part I presents five different ial removal strategy that enables one to calculate the shape objective fimctions that result in different fixture lay- and dimensions of the machined hole surface. The boundary outs. These layouts are tested and evaluated in Part value problem associated with the optimal fixturing simula- tions is first formulated. Five different objective functions II. A literature review that highlights the contribu- capable of describing various geometrical aspects of the tions of previous researchers follows. -

Oil Mill Gazetteer OFFICIAL ORGAN of the NATIONAL OIL MILL SUPERINTENDENTS* ASSOCIATION and TRI-STATES COTTONSEED OIL MILL SUPERINTENDENTS* ASSOCIATION Vol
Oil Mill Gazetteer OFFICIAL ORGAN OF THE NATIONAL OIL MILL SUPERINTENDENTS* ASSOCIATION AND TRI-STATES COTTONSEED OIL MILL SUPERINTENDENTS* ASSOCIATION Vol. 48; No. 7 Wharton, Texas, January, 1944 Price 25 Cents Fo r t 'W o r t h r ; : = iiiiter ribs LATE LINTER RIBS can be furnished for linters with 106 or 141 saws. They Pare easier to install—less likely to break—spacing of saw slots is more accurate— make a more rigid gratefall—help prevent buckling of lower rib rail and can be installed more quickly. The ribs are made of 5-16" steel plate. They are formed to the proper shape on a large forming press. The slots are milled with gang cutters to insure accurate spacing and are then beveled or “relieved" on the under side, quite similar to individual ribs. Any plate section may be renewed. The finished plate is case hardened to the proper depth. r-OTHER FORT WORTH LINT ROOM EQUIPMENT * Pneumatic Lint Flue Systems Pneumatic Rock and Shale Removers * Lint Cleaning Beaters Fort Worth All-Metal Linters * Saw Filing and Gumming Machines Permanent Magnet Boards * Linter Saw s Mote and Tailings Beaters * Brushless Linter Devices Vertical Screw Elevators * Lint Condensers Parts to re-build and convert Linters to 141 Saw Machines A Complete Line of Power Transmission and Conveying Equipment SALES OFFICES—Fort Worth, P. O. Box 1038 . Memphis, P. O. Box 1499 . Atlanta, P. O. Box 1065 T orT W orIh ^MACHINERY CO. manufacturers o f h i g h -g r a d e o il m i l l e q u i p m e n t THERE'S MORE OIL, MARKET FLUCTUATIONS occur and you can not do very much about them.