Operating Instructions and Parts Manual Woodworking Band Saws Model JWBS-15, JWBS-18, JWBS-20
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Essential Block Plane How to Choose and Use Woodworking’S Most Popular Trimmer
The Essential Block Plane How to choose and use woodworking’s most popular trimmer By Craig Bentzley It’s no secret that I love hand plane. Available in a variety of What to look for planes and own way too many in a block plane of them–about 250 at last it’s small, relatively inexpensive, As shown in Figure 1 and count. Many of them perform andconfigurations even kind of (as cute. shown But above),it’s Photo A, a block plane is a highly specialized tasks and fairly basic tool. That said, for don’t see use very often. But up and tuned, a good quality good performance, avoid cheap, there’s one type of plane that’s blockdefinitely plane not is aadept toy. Properly at handling set rudimentary hardware store a stand-out exception: the block all sorts of shop chores and is versions. The most important plane. In fact, when I’m asked likely to become one of your most features to look for in a good by beginning woodworkers used hand tools. I’ll discuss what what plane they should to look for in a good block plane, reliable and easy-to-use depth-of- start out with, that’s the one how to set one up, and how to cutblock adjustment, plane include and a an flat adjustable sole, a that always tops the list. use it to your best advantage. throat. You’ll also want the tool The ubiquitous block plane Once you make friends with to feel comfortable in your hand. is probably owned by more a block plane, you’ll wonder Unlike most bench planes, the people than any other hand how you did without one. -

Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools
Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING The fundamental objectives of manufacturing — improve quality, reduce costs, speed up throughput and increase production flexibility — are the primary reasons that jigs and fixtures are so abundant. It doesn’t matter if the operation is fully automated or entirely manual; jigs and fixtures are deployed throughout manufacturing operations with the goal of reducing costs while improving production processes. THE 3D PRINTING SOLUTIONS COMPANY Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING When expanded beyond jigs and fixtures to periods. But this ignores the larger impact on the include all manufacturing tools that serve bottom line. AM lowers the threshold for justifying as operational aids, the uses are even more a new tool, which allows you to address unmet widespread. They range from organizational bins needs throughout the production process. If you and tool holders for 5S (a workplace organizational were to look around the manufacturing floor, methodology) to templates, guides and gauges. assembly area and quality control lab, how many They include sophisticated robotic end-effectors new opportunities would you find for a jig or and rudimentary trays, bins and sorters for fixture? What would the value be? conveyance and transportation. No matter the • Reduce scrap and rework name, description or application, manufacturing • Decrease direct labor time tools on the factory floor increase operational • Improve process throughput efficiency while maintaining quality. -

Trimming Time 3D Production Systems
TRIMMING TIME 3D PRODUCTION SYSTEMS One day and one labor-hour is all that’s needed for waterjet cutting fixture. “We didn’t even give CNC machining a second thought. It was obvious that FDM was our best option.” – Mark Bringle, Joe Gibbs Racing Real Challenge Image 1: JGR produced this fixture with FDM direct digital manufacturing. Joe Gibbs Racing (JGR), one of NASCAR’s most powerful teams, is constantly searching The fixture was designed to secure air for ways to make things faster. Like other race teams, it uses NACA ducts to keep ducts while they’re being trimmed via temperatures steady and drag forces low. Borrowed from the aerospace industry, these water-jet. oddly-shaped, bottle-like parts draw in air with little change to the car’s resistance. NACA ducts are common in NASCAR, but JGR finds an edge in making the ducts a little better and a whole lot faster. Each NACA duct is custom made to JGR specifications through a vacuum-forming process. The clear plastic parts are then trimmed to size with a waterjet cutting machine. To restrain the NACA duct while in the waterjet, it is nested in a custom fixture produced with the a Fortus additive fabrication machine, using the FDM process. Real Solution How Did FDM Compare to Traditional When the NACA ducts were first shifted Fabrication Methods for JGR? to the waterjet, the JGR team reviewed its Method Cost Time fixture-making alternatives, but it did not Estimate Estimate take long to pick the FDM process. “We Image 2: A clear “NACA duct” nests Traditional $2,550 7 days in the pocket of the fixture on the didn’t even give CNC machining a second Fabrication right. -

Quick Change Fixturing
QUICK CHANGE FIXTURING Repair Kits ........................................................................ 35 Shanks .............................................................................. 35 Ball Lock® Mounting System (Inch) Subplates ......................................................................... 27 Subplates for Tooling Columns ................................... 32 Ball Lock® for Rotary Indexers ...............................20–21 Tooling Columns, 4 sided .............................................. 31 Ball Lock® Accessories ................................................... 24 Tooling Columns, T-Columns ....................................... 30 Commonly Asked Questions About the Ball Lock® Mounting System .....................................................8–9 Fast Acting Ball Lock® Shanks ...................................... 24 Fixture Kits for HAAS ..................................................... 18 Zero Point Mounting System Fixture Plates ....................................................................13 Fixture Plates for Multi-Purpose Subplates .............. 10 Clamping Bracket ........................................................... 50 Fixture Plates for Tooling Columns ............................. 16 Pull Studs & Engagement Screws ......................... 44–45 Jigsaw Interlocking Plates .............................................11 Clamping Plates .............................................................. 43 Liners ............................................................................... -
![[PDF]Appendixes Alu Catalogue](https://docslib.b-cdn.net/cover/7085/pdf-appendixes-alu-catalogue-607085.webp)
[PDF]Appendixes Alu Catalogue
Appendixes PO Contents CC A. Installation of plastic slide rail and support rail.............517 D. Chain installation ..........................................................527 B. Installation of slide rail in hardened steel ......................525 E Instruction Steel chain 5056849 for X85........................529 X45 C. Slip clutch adjustment ..................................................526 XS A. Installation of plastic slide rail and support rail X65 About slide rail Considerations when selecting slide rail X65P The slide rail is attached to the sides of the conveyor Each of the slide rails has its own characteristics and is beam to reduce chain friction where the chain would oth- suitable for different types of applications. erwise be in direct contact with the beam profile. It is very Slide rails made of HDPE or PA-PE are suitable for X85 important that the slide rail is installed correctly so that most standard applications. PA-PE has higher wear the chain can run without disruption. resistance but should not be used in wet environments. X85P When the conveyor is to be mounted high above In environments where high resistance to chemicals ground level, it might be easier to mount the slide rail onto is important, PVDF slide rails are recommended. XH a conveyor section while the conveyor beam is still on the Hardened steel slide rails in combination with PVDF floor. If doing so, leave an extra end, approximately slide rails in bends can be a good combination where 300 mm longer than the beam, so that it can be cut off larger particles such as chip occur. XK and adjusted when the beam is finally installed. UHMW-PE has the highest wear resistance and can be recommended in applications with accumulation, XKP Characteristics transport of heavy parts, high speed, abrasive particles or requirements on low dust generation. -

Chapter 1 Jigs and Fixtures
PQ726-0967G-P01[01-14].qxd 1/16/04 5:39 PM Page 1 Quark05 Quark05:BOOKS:PQ JOBS:PQ726 Miller(4) Chapter 1 Jigs and Fixtures Jigs and fixtures are devices used to facilitate production work, making interchangeable pieces of work possible at a savings in cost of production. Both terms are frequently used incorrectly in shops. A jig is a guiding device and a fixture a holding device. Jigs and fixtures are used to locate and hold the work that is to be machined. These devices are provided with attachments for guiding, setting, and supporting the tools in such a manner that all the workpieces produced in a given jig or fixture will be exactly alike in every way. The employment of unskilled labor is possible when jigs and fix- tures can be used in production work. The repetitive layout and setup (which are time-consuming activities and require consider- able skill) are eliminated. Also, the use of these devices can result in such a degree of accuracy that workpieces can be assembled with a minimum amount of fitting. A jig or fixture can be designed for a particular job. The form to be used depends on the shape and requirement of the workpiece to be machined. Jigs The two types of jigs that are in general use are (1) clamp jig and (2) box jig. A few fundamental forms of jigs will be shown to illustrate the design and application of jigs. Various names are applied to jigs (such as drilling, reaming, and tapping) according to the operation to be performed. -

Cutting Tools Columbus Fleet Industrial Supply Canton Fleet Industrial Supply Canton First Aid & Safety
Cutting Tools Columbus Fleet Industrial Supply Canton Fleet Industrial Supply Canton First Aid & Safety www.cfisgroup.com Phone: 614-332-7464 1 Cutting Tools Full Sets Part # TYPE 330-040 29 PC Set Flip-Out (64th) 330-039 29 PC Set Orange Round 330-030 1-60 Set 330-032 A-Z Set 330-045 29 PC Reduced Shank 330-070 29 PC Cobalt Set Empty Drill Index Empty Index Part # TYPE 330-001 Drill Guage 330-002 15 PC Empty (32nd) 330-003 29 PC Empty (64th) 330-005 1-60 Empty 330-007 A-Z Empty www.cfisgroup.com Phone: 614-332-7464 2 Cutting Tools Drill Sets & Empty Index Full Sets Part # TYPE 330-048 S&D Drill Set 4-PC 330-050 S&D Drill Set 8-PC 9/16, 13/16, 5/8, 7/8, 11/16, 15/16, 3/4, 1” Empty Index Part # TYPE 330-015 S&D Drill Empty Drill Sets & Empty Index Full Sets Empty Index Part # TYPE Part # TYPE 330-042 56 Piece Drill Set 330-020 56 Piece Drill Empty 3 ea 1/16” – 1/4” 2 ea 17/64” – 3/8” 1 ea 11/16” – 1/2” Drill Sets & Empty Index Full Sets Part # TYPE 330-043 115 pc Drill Set www.cfisgroup.com Phone: 614-332-7464 3 Cutting Tools Accu-Lube Gold Cutting / Tapping UltraS-tCicukt Gold SLtuibcrikcants Part # QTY 252-000 Ea 2.2 oz Accu-Lube Gold Spray • High performance cutting tool lubricants in an easy to apply, easy to Part # QTY carry solid stick applicator or spray. -

Optimal Fixture Design for Drilling Through Deformable Plate Workpieces Part I: Model Formulation
Journal of Manufacturing Systems Vol. 2a/No. 1 w 2001 0 ~ Optimal Fixture Design for Drilling Through Deformable Plate Workpieces Part I: Model Formulation K.R. Wardak, U. Tasch, and P.G. Charalambides, Dept. of Mechanical Engineering, University of Maryland Baltimore County, Baltimore, Maryland, USA Abstract in which the model formulation is discussed in Part I This is the first part of two manuscripts that address the and the results in Part II. (Part II follows in this development of scientifically based methodologies that use issue.) Part I further develops the scientific tools that finite element methods and optimization algorithms to design optimal fixturing layouts for the drilling process. Part I focuses capture the shape and dimensional characteristics of on the problem formulation and Part II discusses the results. the machined surfaces generated through drilling The fixturing problem formulation is posed as a constrained operations. These tools are based on FE analysis, optimization problem, in which the physical fixture constraints optimization, and schemes that handle material define the domain, and the desired fixturing characteristics are optimized in accordance with a selected objective func- removal strategies. In formulating the fixturing opti- tion. The optimal fixturing model developed includes a mater- mization problem, Part I presents five different ial removal strategy that enables one to calculate the shape objective fimctions that result in different fixture lay- and dimensions of the machined hole surface. The boundary outs. These layouts are tested and evaluated in Part value problem associated with the optimal fixturing simula- tions is first formulated. Five different objective functions II. A literature review that highlights the contribu- capable of describing various geometrical aspects of the tions of previous researchers follows. -

Hand Saw Restoration
NUMBER 175 MARCH 2014 A Journal of Tool Collecting published by CRAFTS of New Jersey Hand Saw Restoration A Presentation by Bob Garay The November CRAFTS Written by Dave Nowicki dle doesn’t make the saw perfect, it can meeting featured a presentation on and does make the saw more comforta- saw restoration by CRAFTS Presi- ble to use. It’s the steel used in these dent Bob Garay. Following is most of the key elements in saws that makes them special. It was highly tempered, the presentation that collectors and woodworkers can use enabling it to hold an edge for a very long time before in the selection and restoration of quality hand saws. resharpening is required. Regardless of any other en- The first rule of thumb is to start with a good hancements it’s the steel that makes a saw. What’s a good saw? In this case we’re talking saw good. With regard to other enhance- about good usable saws. Many times just knowing the ments, just about any saw with a rose- maker of the saw will tell you whether you have a good wood handle is a good indicator of a high saw. According to Bob, when he sees a Disston, a Si- quality saw, where premium materials monds or an Atkins saw he knows it’s a good saw. were used to enhance the product. For When it comes to value, Disston‘s are the ones to look example the Atkins #400 and #401 saws for. They were all made to a consistent high quality had rosewood handles. -
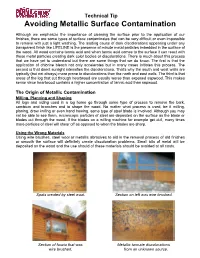
Avoiding Metallic Surface Contamination
Technical Tip Avoiding Metallic Surface Contamination Although we emphasize the importance of cleaning the surface prior to the application of our finishes, there are some types of surface contaminates that can be very difficult or even impossible to remove with just a light washing. The leading cause of dark discolorations appearing under any transparent finish like LIFELINE is the presence of minute metal particles imbedded in the surface of the wood. All wood contains tannic acid and when tannic acid comes to the surface it can react with these metal particles creating dark color bodies or discolorations. There is much about this process that we have yet to understand but there are some things that we do know. The first is that the application of chlorine bleach not only accelerates but in many cases initiates this process. The second is that direct sunlight intensifies the discolorations. That's why the south and west walls are typically (but not always) more prone to discolorations than the north and east walls. The third is that areas of the log that cut through heartwood are usually worse than exposed sapwood. This makes sense since heartwood contains a higher concentration of tannic acid than sapwood. The Origin of Metallic Contamination Milling, Planning and Shaping All logs and siding used in a log home go through some type of process to remove the bark, cambium and branches and to shape the wood. No matter what process is used, be it milling, planing, draw knifing or even hand hewing, some type of steel blade is involved. -

JIGS and FIXTURES Jigs and Fixtures Are Special Purpose Tools Which
MCE 527- MANUFACTURING TECHNOLOGY JIGS AND FIXTURES LECTURE NOTE JIGS AND FIXTURES Jigs and fixtures are special purpose tools which are used to facilitate production (machining, assembling and inspection operations) when workpieces are to be produced on a mass scale. The mass production of workpieces is based on the concept of interchangeability according to which every part will be produced within an established tolerance. Jigs and fixtures provide a means of manufacturing interchangeable parts since they establish a relation, with predetermined tolerances, between the work and the cutting tool. They eliminate the necessity of a special set up for each individual part. Once a jig or fixture is properly set up, any number of duplicate parts may be readily produced without additional set up. Hence jigs and fixtures are used: i. To reduce the cost of production, as their use eliminates the laying out of wiork and setting up of tools. ii. To increase the production. iii. To assure high accuracy of the parts. iv. To provide for interchangeability. v. To enable heavy and complex-shaped parts to be machined by being held rigidly to a machine. vi. Reduce quality control expenses. vii. Increased versatility of machine tool. viii. Less skilled labour. ix. Saving labour. x. Their use partially automates the machine tool. xi. Their use improves the safety at work, thereby lowering the rate of accidents. A jig may be defined as a device which holds and positions the work, locates or guides the cutting tool relative to the workpiece and usually is not fixed to the machine table. -

Fixture Design General Considerations Machine
Fixture Design General Considerations Hold Cost vs. Benefit Locate Fixture Required Support Economics MFG316 Chapter 6 MFG316 Chapter 6 Machine considerations Process Considerations Machine tool info Best Method Condition of workpiece Fast operation Which one moves? Holding force vs. Weight and size cutting forces Proper tool for the Job? Larger tool? Standard cutters MFG316 Chapter 6 MFG316 Chapter 6 Product Considerations Types of Fixtures What does product allow? Classified by machine Location and clamping surfaces Classified by process Areas to machine and precision Five major groups Changes earlier rather than later Plate Angle-plate Vise-jaw Indexing Multipart MFG316 Chapter 6 MFG316 Chapter 6 1 Plate Angle plate Plate Modified plate Locators Perpendicular to base Clamps May be at other angle Supports Most common Material guided by requirements MFG316 Chapter 6 MFG316 Chapter 6 Vise-jaw Indexing Modified law inserts Prescribed spacing of features MFG316 Chapter 6 MFG316 Chapter 6 Multi-part Fixture Classifications Sequential operation Classified by process Milling fixtures Lathe fixtures Grinding Fixtures Surface grinding fixtures Cylindrical grinding fixtures Boring fixtures Broaching fixtures Sawing fixtures MFG316 Chapter 6 MFG316 Chapter 6 2 Milling fixtures Lathe fixtures Machine as many surfaces as possible Lightweight as possible Change cutter; not move part Balanced Locators resist forces Sharp corners—Yow! Space to work inside Grip by largest diameter Low profile