Drilling Speeds and Feeds
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
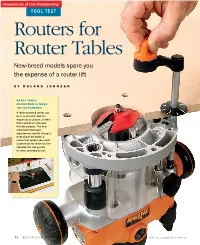
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -
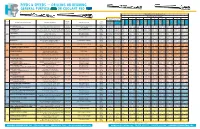
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools
Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING The fundamental objectives of manufacturing — improve quality, reduce costs, speed up throughput and increase production flexibility — are the primary reasons that jigs and fixtures are so abundant. It doesn’t matter if the operation is fully automated or entirely manual; jigs and fixtures are deployed throughout manufacturing operations with the goal of reducing costs while improving production processes. THE 3D PRINTING SOLUTIONS COMPANY Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING When expanded beyond jigs and fixtures to periods. But this ignores the larger impact on the include all manufacturing tools that serve bottom line. AM lowers the threshold for justifying as operational aids, the uses are even more a new tool, which allows you to address unmet widespread. They range from organizational bins needs throughout the production process. If you and tool holders for 5S (a workplace organizational were to look around the manufacturing floor, methodology) to templates, guides and gauges. assembly area and quality control lab, how many They include sophisticated robotic end-effectors new opportunities would you find for a jig or and rudimentary trays, bins and sorters for fixture? What would the value be? conveyance and transportation. No matter the • Reduce scrap and rework name, description or application, manufacturing • Decrease direct labor time tools on the factory floor increase operational • Improve process throughput efficiency while maintaining quality. -

ROUTER BIT GEOMETRY Feed the Router Bit in Such a Manner So That in Moving Through the Terms Work It Has a Chance to Bite Or Cut Its Way Freely
Compression Spiral ROUTER BIT GEOMETRY Feed the router bit in such a manner so that in moving through the Terms work it has a chance to bite or cut its way freely. If the feedrate is too Helix Angle- Angle of the cutting flute, it is measured relative to the axis fast, strain and deflection will occur. If it is too slow, friction and of the cutting toot. burning will occur. Both too fast and too slow will decrease its life and cause breakage. Flute Fadeout- The length between the end of the cutting length and the begin of the shank length The router mechanism must be well maintained for any cutting tool to perform properly. Check the collet for wear regularly. Inspect tools for CEL- Cutting edge length. collet marks indicating slipping due to wear or dust build up. Check Shank Length- The length of the cutter shank that can be inserted into spindle on a dial indicator for run-out. Collet and run-out problems cause the collet. premature toot failure and associated production difficulties. Do not use OAL- Overall cutter length. adaptor bushings to reduce size of the collet on a routing or production basis. Tools will not perform properly in bushings over an extended CED- Cutting edge diameter. period of time. Bushings are for prototype, experimentation, test and Shank Diameter- The diameter of the shank to be inserted into the collet. evaluation and not for production. Single Flute Wherever possible, use a coolant when routing. Heat caused by Use for faster feed rates in softer materials. -

Trimming Time 3D Production Systems
TRIMMING TIME 3D PRODUCTION SYSTEMS One day and one labor-hour is all that’s needed for waterjet cutting fixture. “We didn’t even give CNC machining a second thought. It was obvious that FDM was our best option.” – Mark Bringle, Joe Gibbs Racing Real Challenge Image 1: JGR produced this fixture with FDM direct digital manufacturing. Joe Gibbs Racing (JGR), one of NASCAR’s most powerful teams, is constantly searching The fixture was designed to secure air for ways to make things faster. Like other race teams, it uses NACA ducts to keep ducts while they’re being trimmed via temperatures steady and drag forces low. Borrowed from the aerospace industry, these water-jet. oddly-shaped, bottle-like parts draw in air with little change to the car’s resistance. NACA ducts are common in NASCAR, but JGR finds an edge in making the ducts a little better and a whole lot faster. Each NACA duct is custom made to JGR specifications through a vacuum-forming process. The clear plastic parts are then trimmed to size with a waterjet cutting machine. To restrain the NACA duct while in the waterjet, it is nested in a custom fixture produced with the a Fortus additive fabrication machine, using the FDM process. Real Solution How Did FDM Compare to Traditional When the NACA ducts were first shifted Fabrication Methods for JGR? to the waterjet, the JGR team reviewed its Method Cost Time fixture-making alternatives, but it did not Estimate Estimate take long to pick the FDM process. “We Image 2: A clear “NACA duct” nests Traditional $2,550 7 days in the pocket of the fixture on the didn’t even give CNC machining a second Fabrication right. -
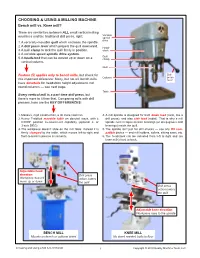
Choosing & Using a Milling Machine
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Abrasive Wheel Grinder Abrasive Wheels and Grinding Machines Come in Many Styles, Sizes, and Designs
Abrasive wheel grinder Abrasive wheels and grinding machines come in many styles, sizes, and designs. Both bench-style and pedestal (stand) grinders are commonly found in many industries. These grinders often have either two abrasive wheels, or one abrasive wheel and one special-purpose wheel such as a wire brush, buffing wheel, or sandstone wheel. These types of grinders normally come with the manufacturer’s safety guard covering most of the wheel, including the spindle end, nut, and flange DEWALT Industrial Tool Co. projection. These guards must be strong enough to withstand the effects of a bursting wheel. In addi- tion, a tool/work rest and transparent shields are often provided. Hazard Bench-style and pedestal grinders create special safety problems due to the potential of the abrasive wheel shattering; exposed rotating wheel, flange, and spindle end; and a naturally occurring nip point that is created by the tool/work rest. This is in addition to such concerns as flying fragments, sparks, air contaminants, etc. Cutting, polishing, and wire buffing wheels can create many of the same hazards. Grinding machines are powerful and are designed Exposed spindle end, flange, and nut. No tool/workrest. to operate at very high speeds. If a grinding wheel shatters while in use, the fragments can travel at more than 300 miles per hour. In addition, the wheels found on these machines (abrasive, polishing, wire, etc.) often rotate at several thousand rpms. The potential for serious injury from shooting fragments and the rotating wheel assemblies (including the flange, spindle end, and nut) is great. To ensure that grinding wheels are safely used in your work- place, know the hazards and how to control them. -

Quick Change Fixturing
QUICK CHANGE FIXTURING Repair Kits ........................................................................ 35 Shanks .............................................................................. 35 Ball Lock® Mounting System (Inch) Subplates ......................................................................... 27 Subplates for Tooling Columns ................................... 32 Ball Lock® for Rotary Indexers ...............................20–21 Tooling Columns, 4 sided .............................................. 31 Ball Lock® Accessories ................................................... 24 Tooling Columns, T-Columns ....................................... 30 Commonly Asked Questions About the Ball Lock® Mounting System .....................................................8–9 Fast Acting Ball Lock® Shanks ...................................... 24 Fixture Kits for HAAS ..................................................... 18 Zero Point Mounting System Fixture Plates ....................................................................13 Fixture Plates for Multi-Purpose Subplates .............. 10 Clamping Bracket ........................................................... 50 Fixture Plates for Tooling Columns ............................. 16 Pull Studs & Engagement Screws ......................... 44–45 Jigsaw Interlocking Plates .............................................11 Clamping Plates .............................................................. 43 Liners ............................................................................... -

Prediction and Classification of Tool Wear in Drill and Blast Tunnelling
PREDICTION AND CLASSIFICATION OF TOOL WEAR IN DRILL AND BLAST TUNNELLING Ralf J. Plinninger1, Georg Spaun1 and Kurosch Thuro2 ABSTRACT: After introducing basic ideas on tools, rock fragmentation and wear mechanisms this paper presents and discusses options to classify bit wear types and to predict the rate of button bit wear. Results show that model tests, such as the CERCHAR scratch test may only give an idea of the rocks abrasivity but show no distinct correlation between encountered tool wear rates. Based on conventional rock parameters and taking into account the whole range of scale from grain mineral to rock mass, the presented schemes may help to predict tool wear rates and hint at possible problems in excavation and specific requirements for the tools used RÉSUMÉ: According to Point 6.5.2 of the IAEG bylaws all papers must be preceded by an abstract in both English and French. Please have your English abstract translated and include it here so that non-English speaking readers can determine the scope of your work and its conclusions. According to Point 6.5.2 of the IAEG bylaws all papers must be preceded by an abstract in both English and French. Please have your English abstract translated and include it here so that non-English speaking readers can determine the scope of your work and its conclusions. INTRODUCTION: TOOLS AND WEAR BASICS Tool wear in drill and blast tunnelling Drill & Blast is a commonly used excavation method for the construction of underground openings (e.g. tunnels, caverns) in hardrock conditions worldwide. The working cycle itself consists of the main steps: 1) drilling of blastholes 2) charging 3) blasting 4) ventilation and muck-out 5) rock supporting and surveying (Figure 1). -

Milling Speeds & Feeds
MADE IN USA MILLING SPEEDS & FEEDS Carbide Tipped Speeds & feeds are starting recommendations only. Factors such as machine, fixture and tooling rigidity, horsepower available, coolant application and others will affect the performance significantly. Please read machine operators instructions and use all safety shields and glasses before performing these operations. Use these charts for carbide tipped milling cutters. IPT = Inches Per Tooth IPM = Inches Per Minute RPM = Rotations Per Minute SFPM = Surface Feet Per Minute Cutter Diameter = Diameter of the cutter in inches RPM=SFPM*3.82/CUTTER DIAMETER IPM=IPT*RPM*#TEETH APPLICATION - MILLS AND SAWS CLASS OF MATERIAL SURFACE FEET INCHES PER MATERIALS BRINELL PER MINUTE TOOTH (SFPM) (IPT) 30-150* ALUMINUM ALLOY - WROUGHT 1000-2000 .004-.008 (500kg) MAGNESIUM ALLOY 50-90* 750-1500 .004-.008 NON-FERROUS (SOFT) LEAD ALLOY 10-20* 300-1000 .004-.008 NON-METAL AND PLASTIC – 1500-3000 .004-.008 ZINC ALLOY - DIE CAST 80-100 750-1500 .005-.010 ALUMINUM BRONZE 40-175 200-600 .003-.006 BRASS ALLOY - LEADED AND 10-100Rb 400-800 .004-.008 NON-FERROUS FREE CUTTING (HARD) NICKEL SILVER 10-100Rb 200-400 .003-.006 COPPER ALLOY - TOUGH 40-200* 200-500 .004-.008 DUCTILE CAST IRON - AUSTENITIC 120-275 75-150 .002-.004 DUCTILE CAST IRON - FERRITIC 140-270 250-400 .003-.006 DUCTILE CAST IRON - MARTENSITIC 270-400 200-300 .003-.006 CAST IRON GRAY - PEARLITIC 220-320 120-300 .002-.004 GRAY - FERRITIC 110-240 250-425 .003-.006 MALLEABLE CAST IRON - 200-320 130-225 .002-.004 MARTENSITIC LOW AND MEDIUM CARBON STEEL