Chapter 11 Applications of Ore Microscopy in Mineral Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Paolovite Pd2sn C 2001-2005 Mineral Data Publishing, Version 1
Paolovite Pd2Sn c 2001-2005 Mineral Data Publishing, version 1 Crystal Data: Orthorhombic. Point Group: 2/m 2/m 2/m. As irregular grains embedded in other minerals. Twinning: Polysynthetic. Physical Properties: Hardness = n.d. VHN = 329–378 (10 g load). D(meas.) = n.d. D(calc.) = 11.08 Optical Properties: Opaque. Color: Lilac-rose. Luster: Metallic. Pleochroism: Dark lilac-rose to pale rose. R1–R2: (400) — , (420) 44.4–46.5, (440) 44.6–47.2, (460) 45.0–48.2, (480) 45.5–49.1, (500) 45.9–50.3, (520) 46.7–51.6, (540) 47.7–52.8, (560) 49.0–54.1, (580) 50.9–55.4, (600) 52.9–56.7, (620) 55.3–57.7, (640) 57.7–59.2, (660) 59.8–59.5, (680) 61.5–60.3, (700) 62.7–60.6 Cell Data: Space Group: P bnm. a = 8.11(1) b = 5.662(6) c = 4.324(2) Z = 4 X-ray Powder Pattern: Oktyabr deposit, Russia. 2.28 (100), 2.16 (70), 1.955 (50), 2.36 (40), 1.397 (40), 1.315 (40), 1.120 (40) Chemistry: (1) (2) (3) Pd 64.8 64.3 64.19 Pt 2.5 Sn 35.5 35.0 35.81 Sb 0.3 Bi 0.2 Total 103.3 99.3 100.00 (1) Oktyabr deposit, Russia; by electron microprobe, corresponding to (Pd1.98Pt0.04)Σ=2.02Sn0.98. (2) Western Platinum mine, South Africa; by electron microprobe, corresponding to Pd2.02Sn0.98. (3) Pd2Sn. Occurrence: In Cu–Ni sulfide ores; in cubanite–chalcopyrite, cubanite–talnakhite, and cubanite–mooihoekite assemblages (Oktyabr deposit, Russia). -

West Virginia's Forests
West Virginia’s Forests Growing West Virginia’s Future Prepared By Randall A. Childs Bureau of Business and Economic Research College of Business and Economics West Virginia University June 2005 This report was funded by a grant from the West Virginia Division of Forestry using funds received from the USDA Forest Service Economic Action Program. Executive Summary West Virginia, dominated by hardwood forests, is the third most heavily forested state in the nation. West Virginia’s forests are increasing in volume and maturing, with 70 percent of timberland in the largest diameter size class. The wood products industry has been an engine of growth during the last 25 years when other major goods-producing industries were declining in the state. West Virginia’s has the resources and is poised for even more growth in the future. The economic impact of the wood products industry in West Virginia exceeds $4 billion dollars annually. While this impact is large, it is not the only impact on the state from West Virginia’s forests. Other forest-based activities generate billions of dollars of additional impacts. These activities include wildlife-associated recreation (hunting, fishing, wildlife watching), forest-related recreation (hiking, biking, sightseeing, etc.), and the gathering and selling of specialty forest products (ginseng, Christmas trees, nurseries, mushrooms, nuts, berries, etc.). West Virginia’s forests also provide millions of dollars of benefits in improved air and water quality along with improved quality of life for West Virginia residents. There is no doubt that West Virginia’s forests are a critical link to West Virginia’s future. -

Education Roadmap for Mining Professionals
Education Roadmap for Mining Professionals December 2002 Mining Industry of the Future Mining Industry of the Future Education Roadmap for Mining Professionals FOREWORD In June 1998, the Chairman of the National Mining Association and the Secretary of Energy entered into a compact to pursue a collaborative technology research partnership, the Mining Industry of the Future. Following the compact signing, the mining industry developed The Future Begins with Mining: A Vision of the Mining Industry of the Future. That document, completed in September 1998, describes a positive and productive vision of the U.S. mining industry in the year 2020. It also establishes long-term goals for the industry. One of those goals is: "Improved Communication and Education: Attract the best and the brightest by making careers in the mining industry attractive and promising. Educate the public about the successes in the mining industry of the 21st century and remind them that everything begins with mining." Using the Vision as guidance, the Mining Industry of the Future is developing roadmaps to guide it in achieving industry’s goals. This document represents the roadmap for education in the U.S. mining industry. It was developed based on the results of an Education Roadmap Workshop sponsored by the National Mining Association in conjunction with the U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy, Office of Industrial Technologies. The Workshop was held February 23, 2002 in Phoenix, Arizona. Participants at the workshop included individuals from universities, the mining industry, government agencies, and research laboratories. They are listed below: Workshop Participants: Dr. -
Handheld Microscope Users Guide
Handheld Microscope Users Guide www.ScopeCurriculum.com ii Handheld Microscope Users Guide Hand-Held Microscope User’s Guide Table of Contents INTRODUCTION ..................................................................................................................................1 What is a Scope-On-A-Rope? .....................................................................................................1 Which model do you have?.........................................................................................................2 Analog vs. Digital .........................................................................................................................3 Where can I buy a SOAR? ...........................................................................................................3 NEW SCOPE-ON-A-ROPE..................................................................................................................4 Parts and Assembly of SOAR .....................................................................................................4 Connections .................................................................................................................................5 Turning It On.................................................................................................................................5 Comparing and Installing Lenses...............................................................................................6 How to Use and Capture Images with the 30X Lens.................................................................7 -

A History of Tailings1
A HISTORY OF MINERAL CONCENTRATION: A HISTORY OF TAILINGS1 by Timothy c. Richmond2 Abstract: The extraction of mineral values from the earth for beneficial use has been a human activity- since long before recorded history. Methodologies were little changed until the late 19th century. The nearly simultaneous developments of a method to produce steel of a uniform carbon content and the means to generate electrical power gave man the ability to process huge volumes of ores of ever decreasing purity. The tailings or waste products of mineral processing were traditionally discharged into adjacent streams, lakes, the sea or in piles on dry land. Their confinement apparently began in the early 20th century as a means for possible future mineral recovery, for the recycling of water in arid regions and/or in response to growing concerns for water pollution control. Additional Key Words: Mineral Beneficiation " ... for since Nature usually creates metals in an impure state, mixed with earth, stones, and solidified juices, it is necessary to separate most of these impurities from the ores as far as can be, and therefore I will now describe the methods by which the ores are sorted, broken with hammers, burnt, crushed with stamps, ground into powder, sifted, washed ..•. " Agricola, 1550 Introduction identifying mining wastes. It is frequently used mistakenly The term "tailings" is to identify all mineral wastes often misapplied when including the piles of waste rock located at the mouth of 1Presented at the 1.991. National mine shafts and adi ts, over- American. Society for Surface burden materials removed in Mining and Reclamation Meeting surface mining, wastes from in Durango, co, May 1.4-17, 1.991 concentrating activities and sometimes the wastes from 2Timothy c. -
Renewables for Mining in Africa
Renewables for Mining in Africa © 2020 Bird & Bird All Rights Reserved | 1 A few figures Report resulting from the conference held on 29 January 2020 at Bird & Bird in Paris Introduction by Boris Martor, Partner Africa currently accounts for 15% of global mining expenditure, which remains low in relation to the continent’s resources. Mining is therefore set to expand in the coming years. Africa’s power generation capacity is 80 GW, of which 40GW is in South Africa and 23 GW is allocated to mining projects, mainly in Sub-Saharan Africa. Thus, about 50% of the electricity production in Sub-Saharan Africa is generated by the mining sector. In addition, the cost of electricity generation in a mining project is between 10 and 35% of the project cost. Thus, the weight of the mining industry in the African energy landscape is very important and the needs are growing as mining exploitation increases. Moreover, in the mining sector, there is a permanent risk of energy blackouts. Indeed, mining industries have an increased dependency on energy. A temporary or more longer term loss of power would have strong financial implications. Renewable energy infrastructures, such as mini-grids, are now being considered as an answer to all this. What is a mini-grid? An integrated energy systems consisting of a group interconnected Distribution Energy Ressources (like Production sources, PV, Genset, along with energy Storage to control some Controllable Loads) with clearly defined electrical Boundaries. • To increase resiliency • To manage Site energy Consumption -
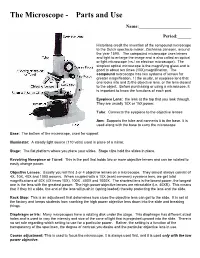
The Microscope Parts And
The Microscope Parts and Use Name:_______________________ Period:______ Historians credit the invention of the compound microscope to the Dutch spectacle maker, Zacharias Janssen, around the year 1590. The compound microscope uses lenses and light to enlarge the image and is also called an optical or light microscope (vs./ an electron microscope). The simplest optical microscope is the magnifying glass and is good to about ten times (10X) magnification. The compound microscope has two systems of lenses for greater magnification, 1) the ocular, or eyepiece lens that one looks into and 2) the objective lens, or the lens closest to the object. Before purchasing or using a microscope, it is important to know the functions of each part. Eyepiece Lens: the lens at the top that you look through. They are usually 10X or 15X power. Tube: Connects the eyepiece to the objective lenses Arm: Supports the tube and connects it to the base. It is used along with the base to carry the microscope Base: The bottom of the microscope, used for support Illuminator: A steady light source (110 volts) used in place of a mirror. Stage: The flat platform where you place your slides. Stage clips hold the slides in place. Revolving Nosepiece or Turret: This is the part that holds two or more objective lenses and can be rotated to easily change power. Objective Lenses: Usually you will find 3 or 4 objective lenses on a microscope. They almost always consist of 4X, 10X, 40X and 100X powers. When coupled with a 10X (most common) eyepiece lens, we get total magnifications of 40X (4X times 10X), 100X , 400X and 1000X. -

Smelting Iron from Laterite: Technical Possibility Or Ethnographic Aberration?
Smelting Iron from Laterite: Technical Possibility or Ethnographic Aberration? T. O. PRYCE AND S. NATAPINTU introduction Laterites deposits (orlateriticsoilsastheyarealsocalled)arefrequently reported in Southeast Asia, and are ethnographically attested to have been used for the smelting of iron in the region (Abendanon 1917 in Bronson 1992:73; Bronson and Charoenwongsa 1986), as well as in Africa (Gordon and Killick 1993; Miller and Van Der Merwe 1994). The present authors do not dispute this evidence; we merely wish to counsel cautioninitsextrapolation.Modifyingour understanding of a population’s potential to locally produce their own iron has immediate ramifications for how we reconstruct ancient metal distribution net- works, and the social exchanges that have facilitated them since iron’s generally agreed appearance in Southeast Asian archaeological contexts during the mid-first millennium b.c. (e.g., Bellwood 2007:268; Higham 1989:190). We present this paper as a wholly constructive critique of what appears to be a prevailingperspectiveonpre-modernSoutheastAsianironmetallurgy.Wehave tried to avoid technical language and jargon wherever possible, as our aim is to motivate scholars working within the regiontogivefurtherconsiderationtoiron as a metal, as a technology, and as a socially significant medium (e.g., Appadurai 1998; Binsbergen 2005; Gosden and Marshall 1999). When writing a critique it is of course necessary to cite researchers with whom one disagrees, and we have done this with full acknowledgment that in modern archaeology no one person can encompass the entire knowledge spectrum of the discipline.1 The archaeome- tallurgy of iron is probably on the periphery of most of our colleagues’ interests, but sometimes, within the technical, lies the pivotal, and in sharing some of our insights we hope to illuminate issues of benefit to all researchers in Metal Age Southeast Asia. -

Science for Energy Technology: Strengthening the Link Between Basic Research and Industry
ďŽƵƚƚŚĞĞƉĂƌƚŵĞŶƚŽĨŶĞƌŐLJ͛ƐĂƐŝĐŶĞƌŐLJ^ĐŝĞŶĐĞƐWƌŽŐƌĂŵ ĂƐŝĐŶĞƌŐLJ^ĐŝĞŶĐĞƐ;^ͿƐƵƉƉŽƌƚƐĨƵŶĚĂŵĞŶƚĂůƌĞƐĞĂƌĐŚƚŽƵŶĚĞƌƐƚĂŶĚ͕ƉƌĞĚŝĐƚ͕ĂŶĚƵůƟŵĂƚĞůLJĐŽŶƚƌŽů ŵĂƩĞƌĂŶĚĞŶĞƌŐLJĂƚƚŚĞĞůĞĐƚƌŽŶŝĐ͕ĂƚŽŵŝĐ͕ĂŶĚŵŽůĞĐƵůĂƌůĞǀĞůƐ͘dŚŝƐƌĞƐĞĂƌĐŚƉƌŽǀŝĚĞƐƚŚĞĨŽƵŶĚĂƟŽŶƐ ĨŽƌŶĞǁĞŶĞƌŐLJƚĞĐŚŶŽůŽŐŝĞƐĂŶĚƐƵƉƉŽƌƚƐKŵŝƐƐŝŽŶƐŝŶĞŶĞƌŐLJ͕ĞŶǀŝƌŽŶŵĞŶƚ͕ĂŶĚŶĂƟŽŶĂůƐĞĐƵƌŝƚLJ͘dŚĞ ^ƉƌŽŐƌĂŵĂůƐŽƉůĂŶƐ͕ĐŽŶƐƚƌƵĐƚƐ͕ĂŶĚŽƉĞƌĂƚĞƐŵĂũŽƌƐĐŝĞŶƟĮĐƵƐĞƌĨĂĐŝůŝƟĞƐƚŽƐĞƌǀĞƌĞƐĞĂƌĐŚĞƌƐĨƌŽŵ ƵŶŝǀĞƌƐŝƟĞƐ͕ŶĂƟŽŶĂůůĂďŽƌĂƚŽƌŝĞƐ͕ĂŶĚƉƌŝǀĂƚĞŝŶƐƟƚƵƟŽŶƐ͘ ďŽƵƚƚŚĞ͞ĂƐŝĐZĞƐĞĂƌĐŚEĞĞĚƐ͟ZĞƉŽƌƚ^ĞƌŝĞƐ KǀĞƌƚŚĞƉĂƐƚĞŝŐŚƚLJĞĂƌƐ͕ƚŚĞĂƐŝĐŶĞƌŐLJ^ĐŝĞŶĐĞƐĚǀŝƐŽƌLJŽŵŵŝƩĞĞ;^ͿĂŶĚ^ŚĂǀĞĞŶŐĂŐĞĚ ƚŚŽƵƐĂŶĚƐŽĨƐĐŝĞŶƟƐƚƐĨƌŽŵĂĐĂĚĞŵŝĂ͕ŶĂƟŽŶĂůůĂďŽƌĂƚŽƌŝĞƐ͕ĂŶĚŝŶĚƵƐƚƌLJĨƌŽŵĂƌŽƵŶĚƚŚĞǁŽƌůĚƚŽƐƚƵĚLJ ƚŚĞĐƵƌƌĞŶƚƐƚĂƚƵƐ͕ůŝŵŝƟŶŐĨĂĐƚŽƌƐ͕ĂŶĚƐƉĞĐŝĮĐĨƵŶĚĂŵĞŶƚĂůƐĐŝĞŶƟĮĐďŽƩůĞŶĞĐŬƐďůŽĐŬŝŶŐƚŚĞǁŝĚĞƐƉƌĞĂĚ ŝŵƉůĞŵĞŶƚĂƟŽŶŽĨĂůƚĞƌŶĂƚĞĞŶĞƌŐLJƚĞĐŚŶŽůŽŐŝĞƐ͘dŚĞƌĞƉŽƌƚƐĨƌŽŵƚŚĞĨŽƵŶĚĂƟŽŶĂůĂƐŝĐZĞƐĞĂƌĐŚEĞĞĚƐƚŽ ƐƐƵƌĞĂ^ĞĐƵƌĞŶĞƌŐLJ&ƵƚƵƌĞǁŽƌŬƐŚŽƉ͕ƚŚĞĨŽůůŽǁŝŶŐƚĞŶ͞ĂƐŝĐZĞƐĞĂƌĐŚEĞĞĚƐ͟ǁŽƌŬƐŚŽƉƐ͕ƚŚĞƉĂŶĞůŽŶ 'ƌĂŶĚŚĂůůĞŶŐĞƐĐŝĞŶĐĞ͕ĂŶĚƚŚĞƐƵŵŵĂƌLJƌĞƉŽƌƚEĞǁ^ĐŝĞŶĐĞĨŽƌĂ^ĞĐƵƌĞĂŶĚ^ƵƐƚĂŝŶĂďůĞŶĞƌŐLJ&ƵƚƵƌĞ ĚĞƚĂŝůƚŚĞŬĞLJďĂƐŝĐƌĞƐĞĂƌĐŚŶĞĞĚĞĚƚŽĐƌĞĂƚĞƐƵƐƚĂŝŶĂďůĞ͕ůŽǁĐĂƌďŽŶĞŶĞƌŐLJƚĞĐŚŶŽůŽŐŝĞƐŽĨƚŚĞĨƵƚƵƌĞ͘dŚĞƐĞ ƌĞƉŽƌƚƐŚĂǀĞďĞĐŽŵĞƐƚĂŶĚĂƌĚƌĞĨĞƌĞŶĐĞƐŝŶƚŚĞƐĐŝĞŶƟĮĐĐŽŵŵƵŶŝƚLJĂŶĚŚĂǀĞŚĞůƉĞĚƐŚĂƉĞƚŚĞƐƚƌĂƚĞŐŝĐ ĚŝƌĞĐƟŽŶƐŽĨƚŚĞ^ͲĨƵŶĚĞĚƉƌŽŐƌĂŵƐ͘;ŚƩƉ͗ͬͬǁǁǁ͘ƐĐ͘ĚŽĞ͘ŐŽǀͬďĞƐͬƌĞƉŽƌƚƐͬůŝƐƚ͘ŚƚŵůͿ ϭ ^ĐŝĞŶĐĞĨŽƌŶĞƌŐLJdĞĐŚŶŽůŽŐLJ͗^ƚƌĞŶŐƚŚĞŶŝŶŐƚŚĞ>ŝŶŬďĞƚǁĞĞŶĂƐŝĐZĞƐĞĂƌĐŚĂŶĚ/ŶĚƵƐƚƌLJ Ϯ EĞǁ^ĐŝĞŶĐĞĨŽƌĂ^ĞĐƵƌĞĂŶĚ^ƵƐƚĂŝŶĂďůĞŶĞƌŐLJ&ƵƚƵƌĞ ϯ ŝƌĞĐƟŶŐDĂƩĞƌĂŶĚŶĞƌŐLJ͗&ŝǀĞŚĂůůĞŶŐĞƐĨŽƌ^ĐŝĞŶĐĞĂŶĚƚŚĞ/ŵĂŐŝŶĂƟŽŶ ϰ ĂƐŝĐZĞƐĞĂƌĐŚEĞĞĚƐĨŽƌDĂƚĞƌŝĂůƐƵŶĚĞƌdžƚƌĞŵĞŶǀŝƌŽŶŵĞŶƚƐ ϱ ĂƐŝĐZĞƐĞĂƌĐŚEĞĞĚƐ͗ĂƚĂůLJƐŝƐĨŽƌŶĞƌŐLJ -

Productivity and Costs by Industry: Manufacturing and Mining
For release 10:00 a.m. (ET) Thursday, April 29, 2021 USDL-21-0725 Technical information: (202) 691-5606 • [email protected] • www.bls.gov/lpc Media contact: (202) 691-5902 • [email protected] PRODUCTIVITY AND COSTS BY INDUSTRY MANUFACTURING AND MINING INDUSTRIES – 2020 Labor productivity rose in 41 of the 86 NAICS four-digit manufacturing industries in 2020, the U.S. Bureau of Labor Statistics reported today. The footwear industry had the largest productivity gain with an increase of 14.5 percent. (See chart 1.) Three out of the four industries in the mining sector posted productivity declines in 2020, with the greatest decline occurring in the metal ore mining industry with a decrease of 6.7 percent. Although more mining and manufacturing industries recorded productivity gains in 2020 than 2019, declines in both output and hours worked were widespread. Output fell in over 90 percent of detailed industries in 2020 and 87 percent had declines in hours worked. Seventy-two industries had declines in both output and hours worked in 2020. This was the greatest number of such industries since 2009. Within this set of industries, 35 had increasing labor productivity. Chart 1. Manufacturing and mining industries with the largest change in productivity, 2020 (NAICS 4-digit industries) Output Percent Change 15 Note: Bubble size represents industry employment. Value in the bubble Seafood product 10 indicates percent change in labor preparation and productivity. Sawmills and wood packaging preservation 10.7 5 Animal food Footwear 14.5 0 12.2 Computer and peripheral equipment -9.6 9.9 -5 Cut and sew apparel Communications equipment -9.5 12.7 Textile and fabric -10 10.4 finishing mills Turbine and power -11.0 -15 transmission equipment -10.1 -20 -9.9 Rubber products -14.7 -25 Office furniture and Motor vehicle parts fixtures -30 -30 -25 -20 -15 -10 -5 0 5 10 15 Hours Worked Percent Change Change in productivity is approximately equal to the change in output minus the change in hours worked. -
Microscope Innovation Issue Fall 2020
Masks • COVID-19 Testing • PAPR Fall 2020 CHIhealth.com The Innovation Issue “Armor” invention protects test providers 3D printing boosts PPE supplies CHI Health Physician Journal WHAT’S INSIDE Vol. 4, Issue 1 – Fall 2020 microscope is a journal published by CHI Health Marketing and Communications. Content from the journal may be found at CHIhealth.com/microscope. SUPPORTING COMMUNITIES Marketing and Communications Tina Ames Division Vice President Making High-Quality Masks 2 for the Masses Public Relations Mary Williams CHI Health took a proactive approach to protecting the community by Division Director creating and handing out thousands of reusable facemasks which were tested to ensure they were just as effective after being washed. Editorial Team Sonja Carberry Editor TACKLING CHALLENGES Julie Lingbloom Graphic Designer 3D Printing Team Helps Keep Taylor Barth Writer/Associate Editor 4 PAPRs in Use Jami Crawford Writer/Associate Editor When parts of Powered Air Purifying Respirators (PAPRS) were breaking, Anissa Paitz and reordering proved nearly impossible, a team of creators stepped in with a Writer/Associate Editor workable prototype that could be easily produced. Photography SHARING RESOURCES Andrew Jackson Grassroots Effort Helps Shield 6 Nebraska from COVID-19 About CHI Health When community group PPE for NE decided to make face shields for health care providers, CHI Health supplied 12,000 PVC sheets for shields and CHI Health is a regional health network headquartered in Omaha, Nebraska. The 119 kg of filament to support their efforts. combined organization consists of 14 hospitals, two stand-alone behavioral health facilities, more than 150 employed physician ADVANCING CAPABILITIES practice locations and more than 12,000 employees in Nebraska and southwestern Iowa. -
Global Microscope 2015 the Enabling Environment for Financial Inclusion
An index and study by The Economist Intelligence Unit GLOBAL MICROSCOPE 2015 THE enabling ENVIRONMENT FOR financial inclusiON Supported by Global Microscope 2015 The enabling environment for financial inclusion About this report The Global Microscope 2015: The enabling environment for financial inclusion, formerly known as the Global Microscope on the Microfinance Business Environment, assesses the regulatory environment for financial inclusion across 12 indicators and 55 countries. The Microscope was originally developed for countries in the Latin America and Caribbean region in 2007 and was expanded into a global study in 2009. Most of the research for this report, which included interviews and desk analysis, was conducted between June and September 2015. This work was supported by funding from the Multilateral Investment Fund (MIF), a member of the Inter-American Development Bank (IDB) Group; CAF—Development Bank of Latin America; the Center for Financial Inclusion at Accion, and the MetLIfe Foundation. The complete index, as well as detailed country analysis, can be viewed on these websites: www.eiu.com/microscope2015; www.fomin.org; www.caf.com/en/msme; www.centerforfinancialinclusion.org/microscope; www.metlife.org Please use the following when citing this report: The Economist Intelligence Unit (EIU). 2015. Global Microscope 2015: The enabling environment for financial inclusion. Sponsored by MIF/IDB, CAF, Accion and the Metlife Foundation. EIU, New York, NY. For further information, please contact: [email protected] 1 © The Economist