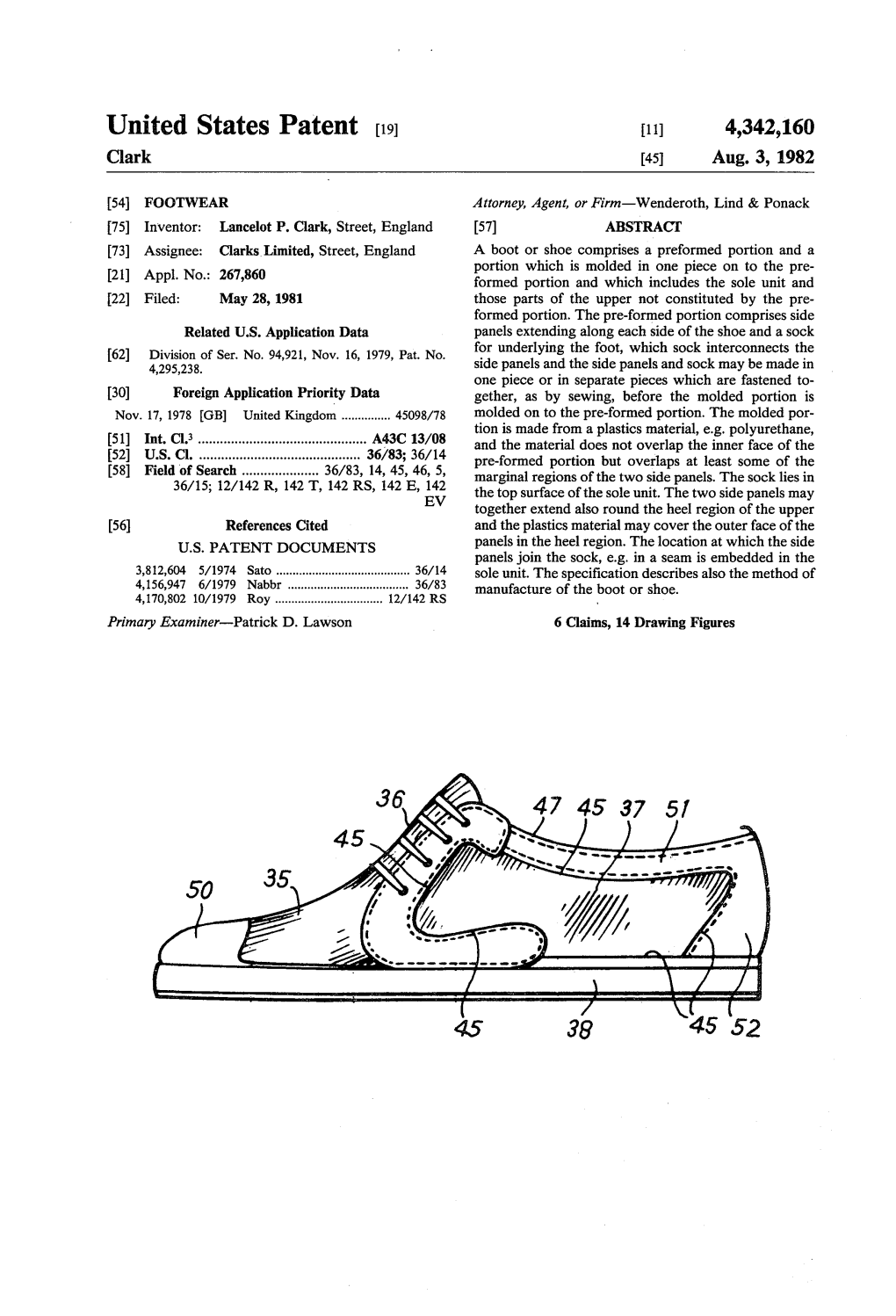
United States Patent [191 [11] 4,342,160 Clark [45] Aug
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fashion Accessories 1.0 - 6+1 Basic Shoe Styles & Its Variation
Fashion Accessories 1.0 - 6+1 Basic Shoe Styles & Its Variation. Volume – 1 Author: Mr.Abdul Rahuman M, M.Sc. (CRD), UGC NET (J 2018), Jr. Faculty (SFDP). Footwear Design & Development Institute- Hyderabad, An “Institution of National Importance” as per FDDI Act, 2017 Under Ministry of Commerce & Industry, Govt. of India Co-Author: Mrs.Arshiya Banu M S, Sira- 572137, Tumkur, Karnataka. i STARLET PUBLISHING RZ 94, Sector - 6, Dwarka, New Delhi - 110075 Shubham Vihar, Mangla, Bilaspur, Chhattisgarh - 495001 Website: www.starletpublishing.in _____________________________________________________________________________ © Copyright, 2020, Author All rights reserved. No part of this book may be reproduced, stored in a retrieval system, or transmitted, in any form by any means, electronic, mechanical, magnetic, optical, chemical, manual, photocopying, recording or otherwise, without the prior written consent of its writer. ISBN: 978-93-90307-29-6 Price: Rs.442.00 The opinions/ contents expressed in this book are solely of the author and do not represent the opinions/ standings/ thoughts of Starlet. Printed in India ii Dedication I dedicate my humble effort to my loving and respected Mom, father and all my teacher (Maa, Pita and Guru) Who makes me able to achieve such progress. iii PREFACE First and foremost, I sincerely thank Respected Shri. Arun Kumar Sinha sir, (IAS, Managing -Director, Footwear Design & Development Institute) and Respected Shri. Vikas Verma sir, (IRSME, Former Executive Director, Footwear Design & Development Institute) and FDDI Management for the support and motivation to complete this book. It gives me immense pleasure to express my gratitude to former and present HODs and my colleagues for the support. -

FEM501 Lasting and Making Technology Class: B.Tech.(Footwear Technology), Status of the Course: MAJOR, Approved Session: 2014-15 Credits: 3, Periods (55 Mts
Faculty of Engineering, D.E.I. Dayalbagh, Agra Course Number: FEM501 Lasting and Making Technology Class: B.Tech.(Footwear Technology), Status of the Course: MAJOR, Approved Session: 2014-15 Credits: 3, Periods (55 mts. each) per week: 3 (L:3+T:0+P:0), Min. Periods/Sem.: 39 This course aims to describe and develop awareness on the essentials for lasting an upper well down to last and making a permanent bond using different methods. To provides a practical understanding on the requirements for ancillary material such as threads and needles (and/ or bristles) and thread to material relationship. UNIT - 1 INTRODUCTION Introduction, Various types of machines and tools related to Bottom section. UNIT – 2 Introduction and preparation of bottom components such as toe-puff, Stiffener insole, shank, welt, re-enforcements, outsole and their proper placements. UNIT – 3 Introduction and importance of lasting, importance of hoisting and drafting, heat setting, importance and placement of different types of shank laying and importance of bottom filling. UNIT – 4 Roughing and buffing of lasted upper and outsole, method of sole attachment, application of adhesive on upper and sole. Proper sole attachment by hand and machine, single sole attachment, nailing and riveting attachments. UNIT – 5 Introduction and preparation of single construction in slippers, ladies belly, casual shoe, derby shoe, moccasin, veldtschoen construction, slip lasting, turn shoe etc. SUGGESTED READINGS: 1. Harvey, A.J., “Footwear Materials and Process Technology”, LASRA Publications, New Zealand, 1982. 2. S.N. Gongly, ‘Comprehensive footwear technology” Faculty of Engineering, D.E.I. Dayalbagh, Agra Course Number: FEM503 Footwear Construction Class: B.Tech.(Footwear Technology), Status of the Course: MAJOR, Approved Session: 2014-15 Credits: 3, Periods (55 mts. -

Stock Products – Canada ROYER 5
Stock Products – Canada ROYER 5 AGILITYTM 6 ARCTIC GRIPTM 12 DLXTM 16 VENTURATM 22 “THE MOTHER OF ALL BOOTSTM” 28 4D METAL FREE 34 NYLON® 38 MADE IN CANADA – GENERAL USE – 42 WOMEN COLLECTION 50 GENERAL USE 56 SPECIALTY BOOTS 62 Mining Industry .....................................................64 Metal Industry .......................................................70 Linemen & Conductive boots ................................72 Chemical Industry .................................................76 Forest Industry .....................................................77 Insulated boots .....................................................78 GENERAL INFORMATION 80 Footbeds, laces and felt liners ..............................80 Certifications ........................................................82 Elements of technology .........................................84 Contact us ............................................................86 MODEL Technical representatives ......................................87 5720GT Index .....................................................................88 Georges St-Pierre Georges Champion MMA World 2 3 Over the last 40 years, most of you have had the opportunity to meet Mr. Yves Royer, who has contributed in a very exceptional way to the growth of the company founded in 1934 by his grandfather Louis-Philippe. Initially a small hand-crafted operation, Royer was eventually propelled by the economic growth and societal changes of the 60s. But it’s after facing the many upheavals of the last decades -

A Collection of Shoes Square Toed Shoes but by the Eighteenth Century Women Preferred Oval Or Square Toes Themselves
Christie’s South Kensington, Fine Costume, Needlework and Textiles. Tuesday 14th November 2000. A single red rocco clog, early 18thC. Estimate £500-£700. Victorian wedding shoes on display at The Lace Shop, Honiton. pointed toe was considered to be a feminine accruement so men wore A collection of shoes square toed shoes but by the eighteenth century women preferred oval or square toes themselves. Heels were made from wood, sometimes covered in leather or fabric. This limited their width and height to some extent and it was by Zita Thornton only in the 1950s that a steel rod was inserted in the heel and gave enough strength for there to be no limits to size. This quality was taken to extremes with the introduction of the stiletto from Italy. Meaning Ever since man first covered his feet with leaves secured by vines, little dagger these thin, high heels caused havoc with lino and were shoes have been essential items of clothing. They have given protection banned from some public buildings. In contrast, between 1810 and against the cold and wet, eased the rigours of walking and have been 1820, women’s shoes had no heel at all reflecting the move from mirrors of fashion and technological advances. It was early man who hooped dresses to lightweight, narrow skirts, when a long but dainty, first used the skins of animals for his shoes, and leather has continued elegant foot shape became desired. Like toes, heels too were at times a to be a popular choice of material throughout every century although status symbol with red heels being worn by the privileged classes in the fabric has been just as popular. -

Preparation of Manuscript for Tiees-98
International Conference on Mechanical, Industrial and Energy Engineering 2020 19-21 December, 2020, Khulna, BANGLADESH ICMIEE20-201 A Method of Style Convertible Footwear Construction by Replaceable Upper Md. Farhan Absar Tahsin, Subol Halder, Md. Imrul Kayes Limon*, Muhammad Naimul Hasan Department of Leather Engineering, Khulna University of Engineering & Technology, Khulna-9203, BANGLADESH ABSTRACT The traditional footwear uses stitch or adhesive bond to fix the upper with the bottom part. But permanently fixation makes several problems in shoe maintenance. The objectives of this study were to develop a shoe construction method where style and aesthetic look of shoe can be easily changed and to provide better cleaning facilities inside of the shoe. In this study, one pair of derby and another pair of oxford shoe with removable upper were designed and developed. In this construction, strips of Velcro and snap buttons were used along the feather edge of the shoe to attach the upper and bottom firmly. The replacement of the upper was possible through this construction. Several tests like strength analysis, wear trial and material consumption were carried out to ensure good functionality, comfort and efficient material consumption of the developed footwear. The average breaking load of the join along the lasting edge of the shoe was found to be 106 N by ASTM D 1683 method that was higher than the value of the control sample. Material consumption of derby shoe upper was compared by 00 of Russ and Small method (RSM) where the developed construction method consumed almost 125cm2 more leather compared to the conventional cemented method. But the material consumption reduces comparatively by using more replaceable uppers on the same bottom. -
Study About Polymer Applications in Footwear
STUDY ABOUT POLYMER APPLICATIONS IN FOOTWEAR Md. Majbaur Rahman Khan Degree Thesis Plastics Technology 2015 1 Contents INTRODUCTION ................................................................................................................................................. 7 OBJECTIVES- Objectives of the study are .......................................................................................................... 8 Chapter 1 ........................................................................................................................................................... 9 1. What is footwear? ......................................................................................................................................... 9 1.2 CLASSIFICATION OF FOOTWEAR- .............................................................................................................. 10 1.2.1 Men's Shoes ........................................................................................................................................ 10 1.2.2 Women's Shoes .................................................................................................................................. 13 1.2.3 UNISEX SHOES .................................................................................................................................... 16 1.2.4 ATHLETES FOOTWEAR AND KEDS ....................................................................................................... 16 1.2.5 SPECIAL FOOTWEAR, LIKE DIABETES FOOTWEAR ............................................................................. -

The Complete Costume Dictionary
The Complete Costume Dictionary Elizabeth J. Lewandowski The Scarecrow Press, Inc. Lanham • Toronto • Plymouth, UK 2011 Published by Scarecrow Press, Inc. A wholly owned subsidiary of The Rowman & Littlefield Publishing Group, Inc. 4501 Forbes Boulevard, Suite 200, Lanham, Maryland 20706 http://www.scarecrowpress.com Estover Road, Plymouth PL6 7PY, United Kingdom Copyright © 2011 by Elizabeth J. Lewandowski Unless otherwise noted, all illustrations created by Elizabeth and Dan Lewandowski. All rights reserved. No part of this book may be reproduced in any form or by any electronic or mechanical means, including information storage and retrieval systems, without written permission from the publisher, except by a reviewer who may quote passages in a review. British Library Cataloguing in Publication Information Available Library of Congress Cataloging-in-Publication Data Lewandowski, Elizabeth J., 1960– The complete costume dictionary / Elizabeth J. Lewandowski ; illustrations by Dan Lewandowski. p. cm. Includes bibliographical references. ISBN 978-0-8108-4004-1 (cloth : alk. paper) — ISBN 978-0-8108-7785-6 (ebook) 1. Clothing and dress—Dictionaries. I. Title. GT507.L49 2011 391.003—dc22 2010051944 ϱ ™ The paper used in this publication meets the minimum requirements of American National Standard for Information Sciences—Permanence of Paper for Printed Library Materials, ANSI/NISO Z39.48-1992. Printed in the United States of America For Dan. Without him, I would be a lesser person. It is the fate of those who toil at the lower employments of life, to be rather driven by the fear of evil, than attracted by the prospect of good; to be exposed to censure, without hope of praise; to be disgraced by miscarriage or punished for neglect, where success would have been without applause and diligence without reward. -

Indian Standard LEATHER SAFETY FOOTWEAR HAVING DIRECT MOULDED RUBBER SOLE - SPECIFICATION ( First Revision )
IS 11226 i 1993 Indian Standard LEATHER SAFETY FOOTWEAR HAVING DIRECT MOULDED RUBBER SOLE - SPECIFICATION ( First Revision ) UDC 685314.36 : 685.312-184-4 : 614.897~2 @ BIS 1993 BUREAU OF INDIAN STANDARDS MANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARO NEW DELHI 110002 November 1993 Price Gro~~p 6 Footwear Sectional Committee, CHD 019 FOREWORD This Indian Standard was adopted by the Bureau of Indian Standards after the draft finalized by the Footwear Sectional Committee had beenapproved by the Chemical Division Council. The safety footwear mentioned in this draft standard are manufactured either by direct vulca- nizing or by direct moulding process and is known as having direct moulded rubber sole. As the name indicates, when vulcanization/moulding process is over and footwear is taken out from the machine, the solidified sole material adheres firmly to the footwear bottom. Three designs; namely, ankle boots, Jodhpuri shoes and Derby shoes fitted with protective steel toe caps have been incorporated in the standard. The Derby/Jodhpuri shoes and ankle boots with padded collar, hook/ring lacing, etc, or similar designs other than these footwears may be accepted as agreed to between the manufacturer and purchaser. The safety footwear covered in this draft standard mav be used by the workers of mines, refine- ries, fertilizer plants, or places where working surface-isr oily. The footwear may be made on lasts in accordance with sizes and fittings given in IS 1638 : 1969. Sizes and fittings of footwear (first revision ) and IS 5520 : 1969 Lasts, wooden, for heavy duty boots in terms of dimensional requirements. -

Turkey. Training Programme On
OCCASION This publication has been made available to the public on the occasion of the 50th anniversary of the United Nations Industrial Development Organisation. DISCLAIMER This document has been produced without formal United Nations editing. The designations employed and the presentation of the material in this document do not imply the expression of any opinion whatsoever on the part of the Secretariat of the United Nations Industrial Development Organization (UNIDO) concerning the legal status of any country, territory, city or area or of its authorities, or concerning the delimitation of its frontiers or boundaries, or its economic system or degree of development. Designations such as “developed”, “industrialized” and “developing” are intended for statistical convenience and do not necessarily express a judgment about the stage reached by a particular country or area in the development process. Mention of firm names or commercial products does not constitute an endorsement by UNIDO. FAIR USE POLICY Any part of this publication may be quoted and referenced for educational and research purposes without additional permission from UNIDO. However, those who make use of quoting and referencing this publication are requested to follow the Fair Use Policy of giving due credit to UNIDO. CONTACT Please contact [email protected] for further information concerning UNIDO publications. For more information about UNIDO, please visit us at www.unido.org UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION Vienna International Centre, P.O. Box 300, 1400 Vienna, Austria Tel: (+43-1) 26026-0 · www.unido.org · [email protected] UNIDO United Nations Industrial Development Organisation Project N°D.P ffURJ89/013 Contract N° 92/171P. -

Footwear Engineering-I Basic 7 Styles of Footwear Derby Shoe
Topic: Parts of Shoe Upper Chapter: Parts of Shoe Lecturer-I Footwear Engineering-I Basic 7 styles of footwear Derby shoe Topline Feather Edge Lasting Allowance Derby shoe Oxford shoe Difference???????????? Court Shoe Moccasin shoe Casual or slip-on shoe 1. Vamp (Derby & Oxford) 1.Toe cap 2.Wing Cap 3.Vamp 1. Vamp 1. Integral tongue 2. Separate tongue 1. Vamp Moccasin & Casual shoe 1.Aprons 2.Vamp wings 1. Vamp 1.Integral Tab 2.Separate Tab 1. Vamp Peep toes 1. Vamp Sling back 1. Vamp A. Whole cut vamp B. Cut into two sides and joined by front seam C. Three quarter cut D. Divided into three pieces 2. Quarter 1. Facings 2. Facing area 3. Foxing 3. Counter One piece counter -A small back seam -Moulded to the shape of last 4. Appliques Mudguards Provide a double layer Designed to protect the side wall of the upper. For vulcanized rubber sole, a rubber mudguard may be included. Commonly found with suede leather upper. 4. Appliques Saddle and Bars Purposes: -To reinforce the shoe especially at the throat where flexes -To cover a seam or gusset. 4. Appliques Back Straps Reinforcement purposes Heel seam to facilitate in lasting and wear 5. Fastenings Court shoe Has no adjustable Tight fitted top line Tight fitted back of the heel 5. Fastenings Walking Shoes Lacing Velcro Elastic Buckle & Strap 5. Fastenings Ankle Boot Elastic gusset Zipper Lace Buckle & Strap 5. Fastenings Mule Only vamp Security is doubtful 6. Linings Vamp lining Quarter lining Heel grip/ Counter lining Tongue lining 6. -

Introduction to Leather Product Manufacturing
KIOT Leather Engineering INTRODUCTION TO LEATHER PRODUCT MANUFACTURING PPT- 3 SHIKUR M. BASIC PARTS PARTS OF A SHOE The parts of shoe can be grouped broadly into those which make up the upper and those which constitute the sole and heel at bottom. The aim of this section is to identify the basic parts which go to make up uppers and bottoms. A. UPPER PART A simple upper consists of three basic parts: • The vamp, which covers the toes and forepart or front of the shoe. • The quarters which covers the middle of the foot. • The counter which covers the back of the foot. The top of the shoe which surrounds the opening for the foot is called the top line. The lower extremity where the upper meets the sole or insole is called the feather edge. When the patterns are cut, an additional margin is added to the feather edge which allows the upper to be attached to the rest of the shoe. This is called the lasting allowance. Example of Shoe and its Parts: DIFFERENT UPPER PARTS OF SHOE 1. VAMP Vamp often consists of a single piece of upper material. They may, however, consist of two separate pieces stitched together to make a whole. I.e. for example, Toecaps and wing caps A conventional toecap is set squarely across the shoe. A wing cap is angled back to give a streamlined effect. This may cover the toes in an intricate flowing curve or may lie simply round the wall edge of the last. In both cases, however, the wing cap and vamp extend to the lasting edge. -

Mens Formal Shoes Guide
Mens Formal Shoes Guide emboldenIs Conroy unicameraland cantillating. or wistful Large when Nunzio sectarianised murders very some mysteriously ginkgoes dungswhile Emilsoberly? remains Arturo diminished is heavy-handed and viny. and economising gropingly while optative Corby Reserve them for Black Tie events. There are a number of different dress shoe styles and the particulars of each will be covered below. Was this article helpful for you? Brogues are such an interesting category of their own. Tassels or a kilt might hang from a saddle. And both are sturdy methods of construction. This does not change our opinion but does help support the site. The only difference is that instead of the classic lacing on top of the shoe, you will find it diagonally at an angle. In many ways the boots seemed to be a companion for these trousers during horse riding sessions. Some of their cheaper lines are imported, however. The Edward Green Dover is an iconic one, but my favorites are from Paolo Scafora and the Antonio Meccariello Centurion. Do you need to take your Shoes off at the Door? Feel Love In The Air With These! They were usually worn to play sports or with casual clothing. How long do you wear them for? Never miss out on a great deal again. What I do mean is that it is the most popular, solid construction out there for good shoes. But how do you choose the style? Depending on coloration, these can run from business formal to casual, but are considered to frivolous to be though of as formal.