Biomedical Applications of Mems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Discrete Cosine Transform Based Image Fusion Techniques VPS Naidu MSDF Lab, FMCD, National Aerospace Laboratories, Bangalore, INDIA E.Mail: [email protected]
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by NAL-IR Journal of Communication, Navigation and Signal Processing (January 2012) Vol. 1, No. 1, pp. 35-45 Discrete Cosine Transform based Image Fusion Techniques VPS Naidu MSDF Lab, FMCD, National Aerospace Laboratories, Bangalore, INDIA E.mail: [email protected] Abstract: Six different types of image fusion algorithms based on 1 discrete cosine transform (DCT) were developed and their , k 1 0 performance was evaluated. Fusion performance is not good while N Where (k ) 1 and using the algorithms with block size less than 8x8 and also the block 1 2 size equivalent to the image size itself. DCTe and DCTmx based , 1 k 1 N 1 1 image fusion algorithms performed well. These algorithms are very N 1 simple and might be suitable for real time applications. 1 , k 0 Keywords: DCT, Contrast measure, Image fusion 2 N 2 (k 1 ) I. INTRODUCTION 2 , 1 k 2 N 2 1 Off late, different image fusion algorithms have been developed N 2 to merge the multiple images into a single image that contain all useful information. Pixel averaging of the source images k 1 & k 2 discrete frequency variables (n1 , n 2 ) pixel index (the images to be fused) is the simplest image fusion technique and it often produces undesirable side effects in the fused image Similarly, the 2D inverse discrete cosine transform is defined including reduced contrast. To overcome this side effects many as: researchers have developed multi resolution [1-3], multi scale [4,5] and statistical signal processing [6,7] based image fusion x(n1 , n 2 ) (k 1 ) (k 2 ) N 1 N 1 techniques. -

MEMS Technology for Physiologically Integrated Devices
A BioMEMS Review: MEMS Technology for Physiologically Integrated Devices AMY C. RICHARDS GRAYSON, REBECCA S. SHAWGO, AUDREY M. JOHNSON, NOLAN T. FLYNN, YAWEN LI, MICHAEL J. CIMA, AND ROBERT LANGER Invited Paper MEMS devices are manufactured using similar microfabrica- I. INTRODUCTION tion techniques as those used to create integrated circuits. They often, however, have moving components that allow physical Microelectromechanical systems (MEMS) devices are or analytical functions to be performed by the device. Although manufactured using similar microfabrication techniques as MEMS can be aseptically fabricated and hermetically sealed, those used to create integrated circuits. They often have biocompatibility of the component materials is a key issue for moving components that allow a physical or analytical MEMS used in vivo. Interest in MEMS for biological applications function to be performed by the device in addition to (BioMEMS) is growing rapidly, with opportunities in areas such as biosensors, pacemakers, immunoisolation capsules, and drug their electrical functions. Microfabrication of silicon-based delivery. The key to many of these applications lies in the lever- structures is usually achieved by repeating sequences of aging of features unique to MEMS (for example, analyte sensitivity, photolithography, etching, and deposition steps in order to electrical responsiveness, temporal control, and feature sizes produce the desired configuration of features, such as traces similar to cells and organelles) for maximum impact. In this paper, (thin metal wires), vias (interlayer connections), reservoirs, we focus on how the biological integration of MEMS and other valves, or membranes, in a layer-by-layer fashion. The implantable devices can be improved through the application of microfabrication technology and concepts. -

Temperature Compensation Circuit for ISFET Sensor
Journal of Low Power Electronics and Applications Article Temperature Compensation Circuit for ISFET Sensor Ahmed Gaddour 1,2,* , Wael Dghais 2,3, Belgacem Hamdi 2,3 and Mounir Ben Ali 3,4 1 National Engineering School of Monastir (ENIM), University of Monastir, Monastir 5000, Tunisia 2 Electronics and Microelectronics Laboratory, LR99ES30, Faculty of Sciences of Monastir, University of Monastir, Monastir 5000, Tunisia; [email protected] (W.D.); [email protected] (B.H.) 3 Higher Institute of Applied Sciences and Technology of Sousse (ISSATSo), University of Sousse, Sousse 4003, Tunisia; [email protected] 4 Nanomaterials, Microsystems for Health, Environment and Energy Laboratory, LR16CRMN01, Centre for Research on Microelectronics and Nanotechnology, Sousse 4034, Tunisia * Correspondence: [email protected]; Tel.: +216-50998008 Received: 3 November 2019; Accepted: 21 December 2019; Published: 4 January 2020 Abstract: PH measurements are widely used in agriculture, biomedical engineering, the food industry, environmental studies, etc. Several healthcare and biomedical research studies have reported that all aqueous samples have their pH tested at some point in their lifecycle for evaluation of the diagnosis of diseases or susceptibility, wound healing, cellular internalization, etc. The ion-sensitive field effect transistor (ISFET) is capable of pH measurements. Such use of the ISFET has become popular, as it allows sensing, preprocessing, and computational circuitry to be encapsulated on a single chip, enabling miniaturization and portability. However, the extracted data from the sensor have been affected by the variation of the temperature. This paper presents a new integrated circuit that can enhance the immunity of ion-sensitive field effect transistors (ISFET) against the temperature. -

Design of a Microelectronic Manufacturing Laboratory
2006-1635: DESIGN OF A MICROELECTRONIC MANUFACTURING LABORATORY Stilson Applin, Montana State University Todd Kaiser, Montana State University Page 11.407.1 Page © American Society for Engineering Education, 2006 Design of a Microelectronic Manufacturing Laboratory Abstract The design of an undergraduate microelectronic manufacturing laboratory for teaching will be described in the following paper. This laboratory emphasizes learning the processes of semiconductor manufacturing and clean room protocol. The laboratory is housed in a 500 square foot, class 10,000 facility. In the laboratory the students, with a junior standing and a science based background, will use a pre-made six mask set to create P and N type transistors as well as inverters and diodes. The students will be conducting oxidization, RCA clean, photolithography, etching, diffusion, metallization and other processes. A brief description of these processes and the methods used to teach them will also be described. In addition to these processes students will also learn about clean room protocol, chemical safety, and testing devices. All of these skills will be marketable to future employers and graduate schools. These same skills and processes will be covered in a seminar course for educators, with the main purpose of inspiring the high school teachers to teach about semiconductor manufacturing. The cost effective design is what makes the laboratory unique. The expenditure control is important due to the size of the Electrical Engineering department. The department has only 250 undergraduates and 40 graduate students, thus internal funding is difficult to obtain. A user fee paid by the students will cover the funding. This fee will be small and manageable for any college student. -

Advanced Solar Technology Sample
ADVANCED SOLAR TECHNOLOGY SAMPLE TECHNOLOGY ACQUISITION REPORT CONTENTS Technology 1: Microsystems Enabled Photovoltaics (MEPV) - Photovoltaic solar concentrator ............... 4 Technology 2: Method and apparatus for integrating an infrared (ir) photovoltaic cell on a thin film photovoltaic cell ............................................................................................................................................ 7 Technology 3: Photovoltaic cells with quantum dots with built-in-charge and methods of making same 10 Technology 4: Super-transparent electodes for photovoltaic applications ................................................. 13 Technology 5: Optical concentrator and associated photovoltaic devices ................................................. 15 Technology 6: Hybrid photovoltaic devices and applications thereof ........................................................ 18 Technology 7: Methods of manufacturing photovoltaic electrodes ............................................................ 20 Technology 8: Thin film photovoltaic cell structure, nanoantenna, and method for manufacturing ......... 23 Technology 9: Apparatuses, systems and methods for cleaning photovoltaic devices .............................. 26 Technology 10: Photovoltaic structures having a light scattering Interface layer and methods of making the same ....................................................................................................................................................... 28 Technology 11: Rapid thermal -

A Review of Current Methods in Microfluidic Device Fabrication And
inventions Review A Review of Current Methods in Microfluidic Device Fabrication and Future Commercialization Prospects Bruce K. Gale * ID , Alexander R. Jafek ID , Christopher J. Lambert ID , Brady L. Goenner, Hossein Moghimifam, Ugochukwu C. Nze ID and Suraj Kumar Kamarapu ID Department of Mechanical Engineering, University of Utah, Salt Lake City, UT 84112, USA; [email protected] (A.R.J.); [email protected] (C.J.L.); [email protected] (B.L.G.); [email protected] (H.M.); [email protected] (U.C.N.); [email protected] (S.K.K.) * Correspondence: [email protected]; Tel.: +1-801-585-5944 Received: 30 June 2018; Accepted: 20 August 2018; Published: 28 August 2018 Abstract: Microfluidic devices currently play an important role in many biological, chemical, and engineering applications, and there are many ways to fabricate the necessary channel and feature dimensions. In this review, we provide an overview of microfabrication techniques that are relevant to both research and commercial use. A special emphasis on both the most practical and the recently developed methods for microfluidic device fabrication is applied, and it leads us to specifically address laminate, molding, 3D printing, and high resolution nanofabrication techniques. The methods are compared for their relative costs and benefits, with special attention paid to the commercialization prospects of the various technologies. Keywords: microfabrication; nanofabrication; microfluidics; nanofluidics; 3D printing; laminates; molding 1. Introduction Microfluidics is a growing field of research which pertains to the manipulation of fluids on the microscale level, and it is identified most commonly by devices with critical dimensions of less than 1 mm. -

Surface Micromachine Microfluidics: Design, Fabrication, Packaging, and Characterization
SURFACE MICROMACHINE MICROFLUIDICS: DESIGN, FABRICATION, PACKAGING, AND CHARACTERIZATION Paul Galambos*, William P. Eaton, Randy Shul, Christi Gober Willison, Jeffry J. Sniegowski, Samuel L. Miller and Daniel Gutierrez of Sandia National Labs, PO Box 5800, MS 1080, Albuquerque NM 87185-1080 http://www.mdl.sandia.gov/Micromachine, *(505)844-1542, FAX (505)844-2991, [email protected] ABSTRACT 1998). These devices are fabricated using a wide The field of microfluidics is undergoing range of technologies including: bulk micromachining rapid growth in terms of new device and system (e.g. KOH etch), high aspect ratio micromachining development. Among the many methods of (e.g. DRIE or LIGA), laser machining, very small fabricating microfluidic devices and systems, surface scale conventional machining (drilling and milling), micromachining is relatively underrepresented due to; capillary tubing assembly and various unconventional difficulties in the introduction of fluids into the very techniques (Whitesides 1997). Conspicuously absent small channels produced, packaging problems, and from this list is surface micromaching. difficulties in device and system characterization. The potential advantages of using surface micromachining Consider as a representative sample the microfluidic include: compatibility with the existing integrated papers presented at the ASME winter annual meeting circuit tool set, integration of electronic sensing and last October (Forster et. al. 1998). Of the 39 papers actuation with microfluidics, and fluid volume dealing with experimental microfluidic devices only 3 minimization. In order to explore these potential utilized surface micromachining. Of these 3 papers advantages we have developed first generation surface one (Tseng 1998) was a hybrid design utilizing both micromachined microfluidic devices (channels) using bulk and surface micromachining with the flow an adapted pressure sensor fabrication process to channels fabricated utilizing bulk micromachining. -
A Novel MEMS Pressure Sensor with MOSFET on Chip
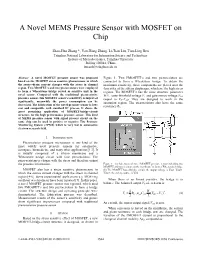
A Novel MEMS Pressure Sensor with MOSFET on Chip Zhao-Hua Zhang *, Yan-Hong Zhang, Li-Tian Liu, Tian-Ling Ren Tsinghua National Laboratory for Information Science and Technology Institute of Microelectronics, Tsinghua University Beijing 100084, China [email protected] Abstract—A novel MOSFET pressure sensor was proposed Figure 1. Two PMOSFET’s and two piezoresistors are based on the MOSFET stress sensitive phenomenon, in which connected to form a Wheatstone bridge. To obtain the the source-drain current changes with the stress in channel maximum sensitivity, these components are placed near the region. Two MOSFET’s and two piezoresistors were employed four sides of the silicon diaphragm, which are the high stress to form a Wheatstone bridge served as sensitive unit in the regions. The MOSFET’s has the same structure parameter novel sensor. Compared with the traditional piezoresistive W/L, same threshold voltage VT and gate-source voltage VGS pressure sensor, this MOSFET sensor’s sensitivity is improved (equal to VG-Vdd). They are designed to work in the significantly, meanwhile the power consumption can be saturation region. The piezoresistors also have the same decreased. The fabrication of the novel pressure sensor is low- resistance R . cost and compatible with standard IC process. It shows the 0 great promising application of MOSFET-bridge-circuit structure for the high performance pressure sensor. This kind of MEMS pressure sensor with signal process circuit on the same chip can be used in positive or negative Tire Pressure Monitoring System (TPMS) which is very hot in automotive electron research field. I. -

Simplifying Current Sensing (Rev. A)
Simplifying Current Sensing How to design with current sense amplifiers Table of contents Introduction . 3 Chapter 4: Integrating the current-sensing signal chain Chapter 1: Current-sensing overview Integrating the current-sensing signal path . 40 Integrating the current-sense resistor . 42 How integrated-resistor current sensors simplify Integrated, current-sensing PCB designs . 4 analog-to-digital converter . 45 Shunt-based current-sensing solutions for BMS Enabling Precision Current Sensing Designs with applications in HEVs and EVs . 6 Non-Ratiometric Magnetic Current Sensors . 48 Common uses for multichannel current monitoring . 9 Power and energy monitoring with digital Chapter 5: Wide VIN and isolated current sensors . 11 current measurement 12-V Battery Monitoring in an Automotive Module . 14 Simplifying voltage and current measurements in Interfacing a differential-output (isolated) amplifier battery test equipment . 17 to a single-ended-input ADC . 50 Extending beyond the maximum common-mode range of discrete current-sense amplifiers . 52 Chapter 2: Out-of-range current measurements Low-Drift, Precision, In-Line Isolated Magnetic Motor Current Measurements . 55 Measuring current to detect out-of-range conditions . 20 Monitoring current for multiple out-of-range Authors: conditions . 22 Scott Hill, Dennis Hudgins, Arjun Prakash, Greg Hupp, High-side motor current monitoring for overcurrent protection . 25 Scott Vestal, Alex Smith, Leaphar Castro, Kevin Zhang, Maka Luo, Raphael Puzio, Kurt Eckles, Guang Zhou, Chapter 3: Current sensing in Stephen Loveless, Peter Iliya switching systems Low-drift, precision, in-line motor current measurements with enhanced PWM rejection . 28 High-side drive, high-side solenoid monitor with PWM rejection . 30 Current-mode control in switching power supplies . -
Integrated Switch Current Sensor for Shortcircuit Protection and Current Control of 1.7-Kv Sic MOSFET Modules
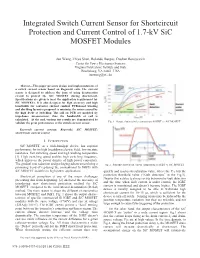
Integrated Switch Current Sensor for Shortcircuit Protection and Current Control of 1.7-kV SiC MOSFET Modules Jun Wang, Zhiyu Shen, Rolando Burgos, Dushan Boroyevich Center for Power Electronics Systems Virginia Polytechnic Institute and State Blacksburg, VA 24061, USA [email protected] Abstract—This paper presents design and implementations of a switch current sensor based on Rogowski coils. The current sensor is designed to address the issue of using desaturation circuit to protect the SiC MOSFET during shortcircuit. Specifications are given to meet the application requirement for SiC MOSFETs. It is also designed for high accuracy and high bandwidth for converter current control. PCB-based winding and shielding layout is proposed to minimize the noises caused by the high dv/dt at switching. The coil on PCB are modeled by impedance measurement, thus the bandwidth of coil is calculated. At the end, various test results are demonstrated to validate the great performance of the switch current sensor. Fig. 1. Output characteristics comparison: Si IGBT vs. SiC MOSFET Keywords—current sensing; Rogowski; SiC MOSFET; shortcircuit; current control I. INTRODUCTION SiC MOSFET, as a wide-bandgap device, has superior performance for its high breakdown electric field, low on-state resistance, fast switching speed and high working temperature [1]. High switching speed enables high switching frequency, which improves the power density of high power converters. The gradual cost reduction and packaging advancement bring a Fig. 2. Principle shortcircuit current comparison: Si IGBT vs. SiC MOSFET promising trend of replacing the conventional Si IGBTs with SiC MOSFET modules in high power applications. quickly and reaches its saturation value, where the VCE hits the Shortcircuit protection is one of the major challenges protection threshold value (“Fault detection” in the Fig.1). -
Microfabrication and Microfluidics for 3D Brain-On-Chip
Microfabrication and microfluidics for 3D brain-on-chip Bart Schurink Microfabrication and microfluidics for 3D brain-on-chip Bart Schurink i Members of the committee: Chairman Prof. dr. ir. J.M.W. Hilgenkamp (voorzitter) Universiteit Twente Promotor Prof. dr. J.G.E. Gardeniers Universiteit Twente Co-promotor/supervisor Dr. R. Luttge Universiteit Eindhoven Members Prof. dr. J.C.T. Eijkel University of Twente Prof. dr. H.B.J. Karperien University of Twente Prof. dr. A.S. Holmes Imperial College London Prof. dr. ir. J.M.J. den Toonder Technical University of Eindhoven Prof. dr. ir. R. Dekker Delft University of Technology The work in this thesis was carried out in the Mesoscale Chemical Systems group and MESA+ Institute for Nanotechnology, University of Twente. It is part of the MESOTAS project financially supported by ERC, Starting Grant no. 280281 Title: Microfabrication and microfluidics for 3D brain-on-chip Author: Bart Schurink ISBN: 978-90-365-4142-8 DOI: 10.3990/1.9789036541428 Publisher: Gildeprint, Enschede, The Netherlands Copyright © 2016 by Bart Schurink, Enschede, The Netherlands. No part of the this book may be copied, photocopied, reproduced, translated or reduced to any electronic medium or machine-readable form, in whole or in part, without specific permission of the author. ii Microfabrication and microfluidics for 3D brain-on-chip PROEFSCHRIFT ter verkrijging van de graad van doctor aan de Universiteit Twente, op gezag van de rector magnificus, Prof. dr. H. Brinksma, volgens besluit van het College voor Promoties in het openbaar te verdedigen op donderdag 23 juni 2016 door Bart Schurink Geboren op 6 november 1982 te Oldenzaal, Nederland iii Dit proefschrift is goedgekeurd door de promotor: Prof. -

Development of MEMS Capacitive Sensor Using a MOSFET Structure
Extended Summary 本文は pp.102-107 Development of MEMS Capacitive Sensor Using a MOSFET Structure Hayato Izumi Non-member (Kansai University, [email protected]) Yohei Matsumoto Non-member (Kansai University, [email protected] u.ac.jp) Seiji Aoyagi Member (Kansai University, [email protected] u.ac.jp) Yusaku Harada Non-member (Kansai University, [email protected] u.ac.jp) Shoso Shingubara Non-member (Kansai University, [email protected]) Minoru Sasaki Member (Toyota Technological Institute, [email protected]) Kazuhiro Hane Member (Tohoku University, [email protected]) Hiroshi Tokunaga Non-member (M. T. C. Corp., [email protected]) Keywords : MOSFET, capacitive sensor, accelerometer, circuit for temperature compensation The concept of a capacitive MOSFET sensor for detecting voltage change, is proposed (Fig. 4). This circuitry is effective for vertical force applied to its floating gate was already reported by compensating ambient temperature, since two MOSFETs are the authors (Fig. 1). This sensor detects the displacement of the simultaneously suffer almost the same temperature change. The movable gate electrode from changes in drain current, and this performance of this circuitry is confirmed by SPICE simulation. current can be amplified electrically by adding voltage to the gate, The operating point, i.e., the output voltage, is stable irrespective i.e., the MOSFET itself serves as a mechanical sensor structure. of the ambient temperature change (Fig. 5(a)). The output voltage Following this, in the present paper, a practical test device is has comparatively good linearity to the gap length, which would fabricated.