The Effect of Shear on Produced Water Treatment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

AST242 LECTURE NOTES PART 3 Contents 1. Viscous Flows 2 1.1. the Velocity Gradient Tensor 2 1.2. Viscous Stress Tensor 3 1.3. Na
AST242 LECTURE NOTES PART 3 Contents 1. Viscous flows 2 1.1. The velocity gradient tensor 2 1.2. Viscous stress tensor 3 1.3. Navier Stokes equation { diffusion 5 1.4. Viscosity to order of magnitude 6 1.5. Example using the viscous stress tensor: The force on a moving plate 6 1.6. Example using the Navier Stokes equation { Poiseuille flow or Flow in a capillary 7 1.7. Viscous Energy Dissipation 8 2. The Accretion disk 10 2.1. Accretion to order of magnitude 14 2.2. Hydrostatic equilibrium for an accretion disk 15 2.3. Shakura and Sunyaev's α-disk 17 2.4. Reynolds Number 17 2.5. Circumstellar disk heated by stellar radiation 18 2.6. Viscous Energy Dissipation 20 2.7. Accretion Luminosity 21 3. Vorticity and Rotation 24 3.1. Helmholtz Equation 25 3.2. Rate of Change of a vector element that is moving with the fluid 26 3.3. Kelvin Circulation Theorem 28 3.4. Vortex lines and vortex tubes 30 3.5. Vortex stretching and angular momentum 32 3.6. Bernoulli's constant in a wake 33 3.7. Diffusion of vorticity 34 3.8. Potential Flow and d'Alembert's paradox 34 3.9. Burger's vortex 36 4. Rotating Flows 38 4.1. Coriolis Force 38 4.2. Rossby and Ekman numbers 39 4.3. Geostrophic flows and the Taylor Proudman theorem 39 4.4. Two dimensional flows on the surface of a planet 41 1 2 AST242 LECTURE NOTES PART 3 4.5. Thermal winds? 42 5. -

Energy Literacy Essential Principles and Fundamental Concepts for Energy Education
Energy Literacy Essential Principles and Fundamental Concepts for Energy Education A Framework for Energy Education for Learners of All Ages About This Guide Energy Literacy: Essential Principles and Intended use of this document as a guide includes, Fundamental Concepts for Energy Education but is not limited to, formal and informal energy presents energy concepts that, if understood and education, standards development, curriculum applied, will help individuals and communities design, assessment development, make informed energy decisions. and educator trainings. Energy is an inherently interdisciplinary topic. Development of this guide began at a workshop Concepts fundamental to understanding energy sponsored by the Department of Energy (DOE) arise in nearly all, if not all, academic disciplines. and the American Association for the Advancement This guide is intended to be used across of Science (AAAS) in the fall of 2010. Multiple disciplines. Both an integrated and systems-based federal agencies, non-governmental organizations, approach to understanding energy are strongly and numerous individuals contributed to the encouraged. development through an extensive review and comment process. Discussion and information Energy Literacy: Essential Principles and gathered at AAAS, WestEd, and DOE-sponsored Fundamental Concepts for Energy Education Energy Literacy workshops in the spring of 2011 identifies seven Essential Principles and a set of contributed substantially to the refinement of Fundamental Concepts to support each principle. the guide. This guide does not seek to identify all areas of energy understanding, but rather to focus on those To download this guide and related documents, that are essential for all citizens. The Fundamental visit www.globalchange.gov. Concepts have been drawn, in part, from existing education standards and benchmarks. -

Toolkit 1: Energy Units and Fundamentals of Quantitative Analysis
Energy & Society Energy Units and Fundamentals Toolkit 1: Energy Units and Fundamentals of Quantitative Analysis 1 Energy & Society Energy Units and Fundamentals Table of Contents 1. Key Concepts: Force, Work, Energy & Power 3 2. Orders of Magnitude & Scientific Notation 6 2.1. Orders of Magnitude 6 2.2. Scientific Notation 7 2.3. Rules for Calculations 7 2.3.1. Multiplication 8 2.3.2. Division 8 2.3.3. Exponentiation 8 2.3.4. Square Root 8 2.3.5. Addition & Subtraction 9 3. Linear versus Exponential Growth 10 3.1. Linear Growth 10 3.2. Exponential Growth 11 4. Uncertainty & Significant Figures 14 4.1. Uncertainty 14 4.2. Significant Figures 15 4.3. Exact Numbers 15 4.4. Identifying Significant Figures 16 4.5. Rules for Calculations 17 4.5.1. Addition & Subtraction 17 4.5.2. Multiplication, Division & Exponentiation 18 5. Unit Analysis 19 5.1. Commonly Used Energy & Non-energy Units 20 5.2. Form & Function 21 6. Sample Problems 22 6.1. Scientific Notation 22 6.2. Linear & Exponential Growth 22 6.3. Significant Figures 23 6.4. Unit Conversions 23 7. Answers to Sample Problems 24 7.1. Scientific Notation 24 7.2. Linear & Exponential Growth 24 7.3. Significant Figures 24 7.4. Unit Conversions 26 8. References 27 2 Energy & Society Energy Units and Fundamentals 1. KEY CONCEPTS: FORCE, WORK, ENERGY & POWER Among the most important fundamentals to be mastered when studying energy pertain to the differences and inter-relationships among four concepts: force, work, energy, and power. Each of these terms has a technical meaning in addition to popular or colloquial meanings. -

Gy Use Units and the Scales of Ener
The Basics: SI Units A tour of the energy landscape Units and Energy, power, force, pressure CO2 and other greenhouse gases conversion The many forms of energy Common sense and computation 8.21 Lecture 2 Units and the Scales of Energy Use September 11, 2009 8.21 Lecture 2: Units and the scales of energy use 1 The Basics: SI Units A tour of the energy landscape Units and Energy, power, force, pressure CO2 and other greenhouse gases conversion The many forms of energy Common sense and computation Outline • The basics: SI units • The principal players:gy ener , power, force, pressure • The many forms of energy • A tour of the energy landscape: From the macroworld to our world • CO2 and other greenhouse gases: measurements, units, energy connection • Perspectives on energy issues --- common sense and conversion factors 8.21 Lecture 2: Units and the scales of energy use 2 The Basics: SI Units tour of the energy landscapeA Units and , force, pressure, powerEnergy CO2 and other greenhouse gases conversion The many forms of energy Common sense and computation SI ≡ International System MKSA = MeterKilogram, , Second,mpereA Unit s Not cgs“English” or units! Electromagnetic units Deriud v n e its ⇒ Char⇒ geCoulombs EnerJ gy oul es ⇒ Current ⇒ Amperes Po werW a tts ⇒ Electrostatic potentialV⇒ olts Pr e ssuP a r s e cals ⇒ Resistance ⇒ Ohms Fo rNe c e wto n s T h erma l un i ts More about these next... TemperatureK⇒ elvinK) ( 8.21 Lecture 2: Units and the scales of energy use 3 The Basics: SI Units A tour of the energy landscape Units and Energy, power, -

3. Energy, Heat, and Work
3. Energy, Heat, and Work 3.1. Energy 3.2. Potential and Kinetic Energy 3.3. Internal Energy 3.4. Relatively Effects 3.5. Heat 3.6. Work 3.7. Notation and Sign Convention In these Lecture Notes we examine the basis of thermodynamics – fundamental definitions and equations for energy, heat, and work. 3-1. Energy. Two of man's earliest observations was that: 1)useful work could be accomplished by exerting a force through a distance and that the product of force and distance was proportional to the expended effort, and 2)heat could be ‘felt’ in when close or in contact with a warm body. There were many explanations for this second observation including that of invisible particles traveling through space1. It was not until the early beginnings of modern science and molecular theory that scientists discovered a true physical understanding of ‘heat flow’. It was later that a few notable individuals, including James Prescott Joule, discovered through experiment that work and heat were the same phenomenon and that this phenomenon was energy: Energy is the capacity, either latent or apparent, to exert a force through a distance. The presence of energy is indicated by the macroscopic characteristics of the physical or chemical structure of matter such as its pressure, density, or temperature - properties of matter. The concept of hot versus cold arose in the distant past as a consequence of man's sense of touch or feel. Observations show that, when a hot and a cold substance are placed together, the hot substance gets colder as the cold substance gets hotter. -

Notes on Thermodynamics the Topic for the Last Part of Our Physics Class
Notes on Thermodynamics The topic for the last part of our physics class this quarter will be thermodynam- ics. Thermodynamics deals with energy transfer processes. The key idea is that materials have "internal energy". The internal energy is the energy that the atoms and molecules of the material possess. For example, in a gas and liquid the molecules are moving and have kinetic energy. The molecules can also rotate and vibrate, and these motions also contribute to the gases total internal energy. In a solid, the atoms can oscillate about their equilibrium position and also possess energy. The total internal energy is defined as: The total internal energy of a substance = the sum of the energies of the constituents of the substance. When two substances come in contact, internal energy from one substance can de- crease while the internal energy of the other increases. The first law of thermody- namics states that the energy lost by one substance is gained by the other. That is, that there exists a quantity called energy that is conserved. We will develop this idea and more over the next 4 weeks. We will be analyzing gases, liquids, and solids, so we need to determine which properties are necessary for an appropriate description of these materials. Although we will be making models about the constituents of these materials, what is usually measured are their macroscopic quantities or "large scale" properties of the sys- tems. We have already some of these when we studied fluids in the beginning of the course: Volume (V ): The volume that the material occupies. -

Energy Performance Score Report
ENERGY PERFORMANCE SCORE Address: Reference Number: 010000122 Huntsville, AL 35810 Current Energy Use Energy Cost Carbon Energy Score: 43,000 kWhe/yr $2,434 Carbon Score: 10.7 tons/yr Electric: 19,400 kWh/yr $1,648 Electric: 6.4 tons/yr Natural Gas: 800 therms/yr $787 Natural Gas: 4.3 tons/yr Energy Score Carbon Score *See Recommended Upgrades *See Recommended Upgrades †With energy from renewable sources This score measures the estimated total energy use This score measures the total carbon emissions based on (electricity, natural gas, propane, heating oil) of this home the annual amounts, types, and sources of fuels used in for one year. The lower the score, the less energy required this home. The lower the score, the less carbon is released for normal use. Actual consumption and costs may vary. into the atmosphere to power this home. Measured in kilowatt hours per year (kWhe/yr). Measured in metric tons per year (tons/yr). Bedrooms: 5+ Audit Date: 02/09/2012 Year Built: 2002 Auditor: Synergy Air Flow and Ventilation Witt, Todd SIMPLE EPS Version 2.0 v20111011 Visit www.energy-performance-score.com to maximize energy savings Page 1 of 16 Energy Performance Score What is the Energy Performance Score? A Third-Party Certified Score The Energy Performance Score calculation is based on a home energy assessment. Anyone may use the EPS assessment methodology for evaluating energy performance and upgrades of a home, but only a certified EPS analyst has been trained and qualified to conduct an EPS. A third-party certified EPS can only be issued by a certified EPS analyst who does not have any material interest in the energy work that will be, or has been, performed on the home. -

RELATIVISTIC UNITS Link To
RELATIVISTIC UNITS Link to: physicspages home page. To leave a comment or report an error, please use the auxiliary blog and include the title or URL of this post in your comment. Post date: 14 Jan 2021. One of the key ideas drummed into the beginning physics student is that of checking the units in any calculation. If you are working out the value of some quantity such as the speed of a car or the kinetic energy of a falling mass, if the units don’t work out to the correct combination for the quantity you’re calculating, you’ve done something wrong. The standard unit systems provide units for mass, distance and time, and the most commonly used systems in physics courses are the MKS system (metre-kilogram-second), also known as the SI (for Systeme Internationale) system, and the CGS system (centimetre-gram-second). Most other units used in physics are a combination of the three basic units and can be derived from the formula defining that particular unit. For example, the unit of energy can be derived from the formula for ki- 1 2 netic energy, which is T = 2 mv . The unit of velocity is (distance)/(time), so the unit of energy is (mass)(distance)2(time)−2. In the MKS system, this comes out to kg · m2s−2 and the MKS unit of energy is named the joule. This system of units works well for most practical applications of physics in the everyday world, since the units were chosen to be of magnitudes similar to those sorts of things we deal with on a daily basis. -

What Is Energy?
Chapter 1 What is Energy? We hear about energy everywhere. The newspaper tells us that California has an energy crisis, and that the Presi- dent of the United States has an energy plan. The Vice President, meanwhile, says that conserving energy is a personal virtue. We pay bills for energy every month, but an inventor in Mississippi claims to have a device that provides “free” energy. Athletes eat high-energy foods, and put as much energy as they can into the swing or the kick or the sprint. A magazine carries an advertisement for a “certified energy healing practitioner,” whose private, hands-on practice specializes in the “study and exploration of the human energy field.” Like most words, “energy” has multiple meanings. This course is about the scientific concept of energy, which is fairly consistent with most, but not all, of the meanings of the word in the preceding paragraph. What is energy, in the scientific sense? I’m afraid I don’t really know. I some- times visualize it as a substance, perhaps a fluid, that permeates all objects, endow- ing baseballs with their speed, corn flakes with their calories, and nuclear bombs with their megatons. But you can’t actually see the energy itself, or smell it or sense it in any direct way—all you can perceive are its effects. So perhaps energy is a fiction, a concept that we invent, because it turns out to be so useful. Energy can take on many different forms. A pitched baseball has kinetic en- ergy, or energy of motion. -

Plasma Physics and Fusion Energy
This page intentionally left blank PLASMA PHYSICS AND FUSION ENERGY There has been an increase in worldwide interest in fusion research over the last decade due to the recognition that a large number of new, environmentally attractive, sustainable energy sources will be needed during the next century to meet the ever increasing demand for electrical energy. This has led to an international agreement to build a large, $4 billion, reactor-scale device known as the “International Thermonuclear Experimental Reactor” (ITER). Plasma Physics and Fusion Energy is based on a series of lecture notes from graduate courses in plasma physics and fusion energy at MIT. It begins with an overview of world energy needs, current methods of energy generation, and the potential role that fusion may play in the future. It covers energy issues such as fusion power production, power balance, and the design of a simple fusion reactor before discussing the basic plasma physics issues facing the development of fusion power – macroscopic equilibrium and stability, transport, and heating. This book will be of interest to graduate students and researchers in the field of applied physics and nuclear engineering. A large number of problems accumulated over two decades of teaching are included to aid understanding. Jeffrey P. Freidberg is a Professor and previous Head of the Nuclear Science and Engineering Department at MIT. He is also an Associate Director of the Plasma Science and Fusion Center, which is the main fusion research laboratory at MIT. PLASMA PHYSICS AND FUSION ENERGY Jeffrey P. Freidberg Massachusetts Institute of Technology CAMBRIDGE UNIVERSITY PRESS Cambridge, New York, Melbourne, Madrid, Cape Town, Singapore, São Paulo Cambridge University Press The Edinburgh Building, Cambridge CB2 8RU, UK Published in the United States of America by Cambridge University Press, New York www.cambridge.org Information on this title: www.cambridge.org/9780521851077 © J. -

E Introduction to Energy
e Introduction to Energy What Is Energy? Energy does things for us. It moves cars along the road and boats on the Energy at a Glance, 2015 water. It bakes a cake in the oven and keeps ice frozen in the freezer. It plays our favorite songs and lights our homes at night. Energy helps our 2014 2015 bodies grow and our minds think. Energy is a changing, doing, moving, working thing. World Population 7,178,722,893 7,245,299,845 Energy is defined as the ability to produce change or do work, and that U.S. Population 318,857,056 321,418,820 work can be divided into several main tasks we easily recognize: World Energy Production 539.5 Q 546.7 Q U.S. Energy Production 87.398 Q 88.024 Q Energy produces light. Renewables 9.6923 Q 9.466 Q Energy produces heat. Nonrenewables 77.706 Q 78.558 Q Energy produces motion. World Energy Consumption 537.36 Q 542.49 Q Energy produces sound. U.S. Energy Consumption 99.868 Q 97.344 Q Energy produces growth. Renewables 9.656 Q 9.450 Q Energy powers technology. Nonrenewables 90.212 Q 87.667 Q* Forms of Energy Q = Quad (1015 Btu), see Measuring Energy on page 8. Data: Energy Information Administration There are many forms of energy, but they all fall into two categories– *Totals may not equal sum of parts due to rounding of figures by EIA. potential or kinetic. POTENTIAL ENERGY Potential energy is stored energy and the energy of position, or gravitational potential energy. -
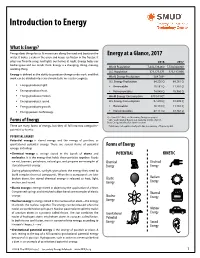
Introduction to Energy
Introduction to Energy What Is Energy? Energy does things for us. It moves cars along the road and boats on the Energy at a Glance, 2017 water. It bakes a cake in the oven and keeps ice frozen in the freezer. It plays our favorite songs and lights our homes at night. Energy helps our 2016 2017 bodies grow and our minds think. Energy is a changing, doing, moving, World Population 7,442,136,000 7,530,360,000 working thing. U.S. Population 323,127,573 325,147,000 Energy is defined as the ability to produce change or do work, and that World Energy Production 564.769* work can be divided into several main tasks we easily recognize: U.S. Energy Production 84.226 Q 88.261 Q Energy produces light. Renewables 10.181 Q 11.301 Q Energy produces heat. Nonrenewables 74.045 Q 76.960 Q Energy produces motion. World Energy Consumption 579.544 Q* Energy produces sound. U.S. Energy Consumption 97.410 Q 97.809 Q Energy produces growth. Renewables 10.113 Q 11.181 Q Energy powers technology. Nonrenewables 87.111 Q 84.464 Q Q = Quad (1015 Btu), see Measuring Energy on page 8. Forms of Energy * 2017 world energy figures not available at time of print. Data: Energy Information Administration There are many forms of energy, but they all fall into two categories– **Totals may not equal sum of parts due to rounding of figures by EIA. potential or kinetic. POTENTIAL ENERGY Potential energy is stored energy and the energy of position, or gravitational potential energy.