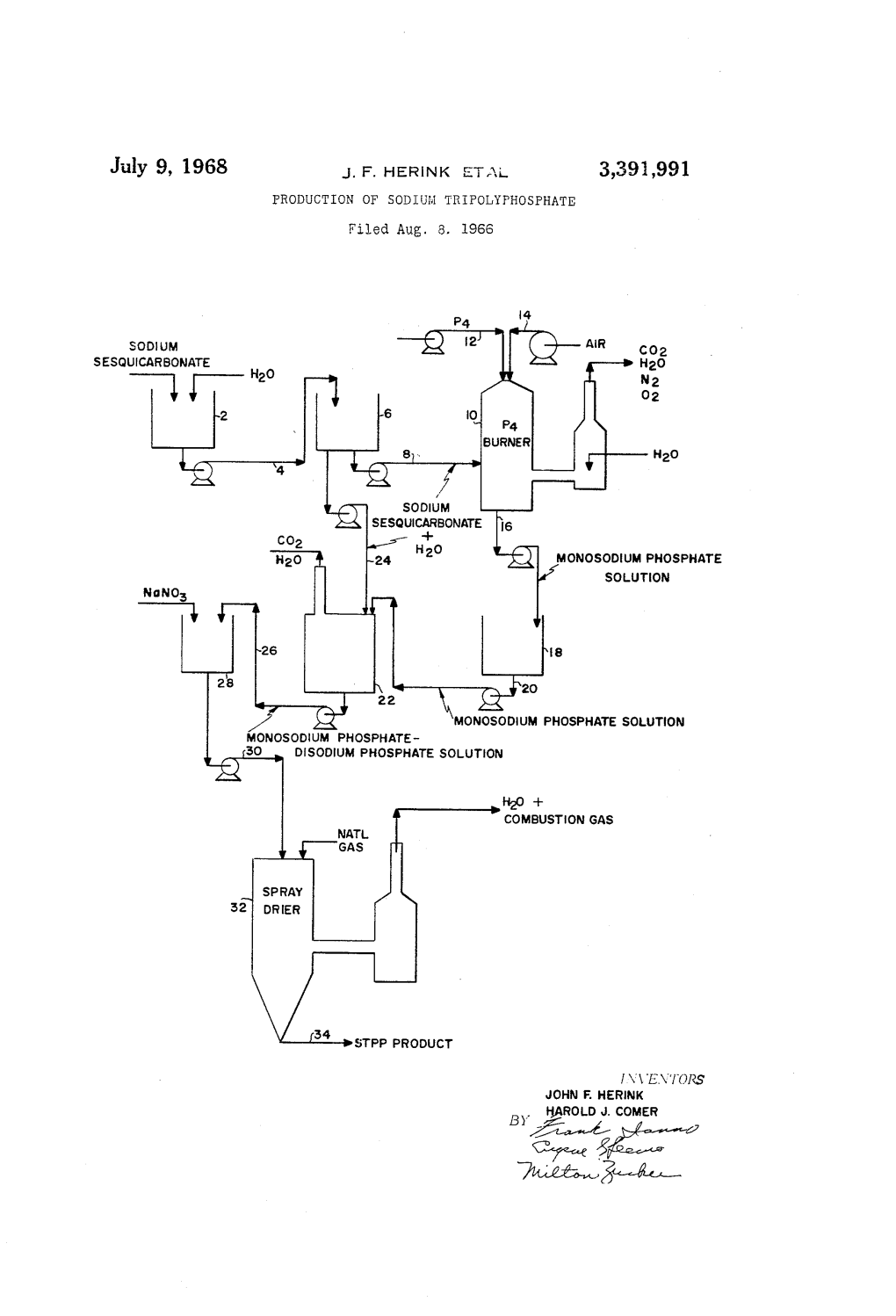
I - H2o N2o2 2 6 O P4 Burner 8, H2o 4
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Here the Nonspecific Term Cupreous Metals Is Used for Copper and the Alloys Such As Brass and Bronze Where Copper Predominates
CONSERVAnON OF CUPREOUS METALS Here the nonspecific term cupreous metals is used for copper and the alloys such as brass and bronze where copper predominates. In general it matters little what the specific alloy is, for they are usually treated in the same way. Care needs to be taken only when there is a high percentage of lead or tin, both of which are amphoteric metals and dissolve in alkaline solutions. There are a considerable number of chemical treatments for copper, bronze and brass, and most are not satisfactory for cupreous metals from marine sites. Consult the bibliography at the end of this section for further information. In a marine environment the two most commonly encountered copper corrosion products are cuprous chloride and cuprous sulfide. However, the mineral alterations in the copper alloys are more complex than those of just copper. Once any cupreous object is recovered and exposed to the air, it continues to corrode by a process referred to as bronze disease. Cuprous cblorides in the presence of moisture and oxygen are hydrolyzed to form hydrochloric acid and basic cupric chloride. The hydrochloric acid in turn attacks thc uncorroded metal to form more cuprous chloride. The reaction continues until no metal remains. Any conservation of chloride contaminated cupreous objects requires that I) the cuprous chlorides be removed, 2) the cuprous chlorides be converted to harmless cuprous oxide, or 3) the chemical action of the chlorides be prevented. Cbemical Cleaning Tecbniques I. ACIDS All acid treatments require a solid metal core. All acids can and will strip off corrosion layers down to bare metal and many will even etch the barc metal. -

Hydrite General Product Flyer
PRODUCT OFFERING forms, trade names and a variety of certifi cations. Please call us about your specifi c chemical requirements. PRODUCTS A-Z Acetic Acid Calcium Chloride Calcium Dioctyl Phthalate Glycol Ether DPM Reduction Chemicals Acetone Hydroxide (Lime) Calcium Dipotassium Phosphate Glycol Ether EB Liquid Inorganic Salts Aluminum Brite Dips Hypochlorite Calcium (DKP) Glycol Ether EE Magnesium Bisulfi te Aluminum Chlorhydrate Phosphates Dipropylene Glycol Glycol Ether EE-AC Magnesium Chloride Aluminum Sulfate (Alum) Carboxymethyl Cellulose Disodium Phosphate Glycol Ether EM Magnesium Hydroxide Ammonium Bicarbonate Caustic Potash Dodecylbenzenesulfonic Glycol Ether EP Magnesium Oxide Ammonium Bifl uor ide Caustic Soda Acid (DDBSA) Glycol Ether PM Magnesium Phosphate Ammonium Bisulfi te Chelants Dye Fixatives Glycol Ether PM-AC Magnesium Sulfate Ammonium Chloride Chlorine Epoxy Resins HAN, Heavy Aromatic Magnesium Sulfi te Ammonium Hydroxide Chromic Acid Ethyl Acetate Naphtha Metal Finishing Products (Aqua Ammonia) Citric Acid Ethyl Alcohol Heat Transfer Fluids Methanol Ammonium Persulfate Copper Carbonate Ethylene Diamine Tetra Heptane Methyl Amyl Ketone Ammonium Phosphates Copper Cyanide Acetic Acid (EDTA) Hexane Methyl Ethyl Ketone Ammonium Sulfate Copper Sulfate Ethylene Dichloride Hexylene Glycol Methyl Isobutyl Ketone Ammonium Sulfi te Cyclohexane Ethylene Glycol HTH Methylene Chloride Mineral Anhydrous Ammonia Cyclohexanone Felt & Wire Cleaners Hydrochloric Acid Fillers Anodizing Chemicals Dairy Cleaners Ferric Chloride Hydrofluoric Acid -

Bronze Disease: Understanding, Curing, and Preventative Treatment Jason Sanchez Associate, American Numismatic Society Member, Crescent City Coin Club
Bronze Disease: Understanding, Curing, and Preventative Treatment Jason Sanchez Associate, American Numismatic Society Member, Crescent City Coin Club Dr. Ken Harl, Ph.D Tulane University History Department Fellow and Trustee, American Numismatic Society Agenda Bronze Disease: Understanding, Curing and Preventative Treatment ¨What is Bronze Disease? ¨Do I have a Patina, or Bronze Disease? ¨If I have Bronze Disease, what do I do? ¨Long-term care: serious storage concerns 1 What is Bronze? Before we find out about Bronze Disease, first, the more important question: what is Bronze? ¨ An alloy of Copper (CU) of more than 90% purity in conjunction with other metals (usually tin, antimony and zinc) ¨ One of the first metals used by man – “Bronze Age” man dated from c. 3,000 BCE in Asia Minor, but the use of bronze is noted in some parts of Asia (Chiang Mai, Thailand and Sanxingdui, China) by c. 4,500 BCE ¨ American Pre-Columbian use of Bronze may have begun by 1000 CE ¨ Bronze was one of the first metals that was used for coinage ¨ Bronze coinage by far outstrips silver or gold as a constituent of the money supply for most countries up to the modern age 2 What is Bronze Disease? ¨Bronze “disease” is a condition in which the coin produces acid (normally hydrochloric or hydrosulfuric acid) internally, and begins to disintegrate ¨The exterior usually exhibits green or brown “growths” that cover the pitting that acids will create ¨Because these growths were originally believed to be caused by a bacteria, the condition became known as bronze “disease” -

Monitoring the Conservation Treatment of Corroded Cupreous Artefacts: the Use of Electrochemistry and Synchrotron Radiation Based Spectroelectrochemistry
FACULTY OF SCIENCE Department of Analytical Chemistry Monitoring the conservation treatment of corroded cupreous artefacts: The use of electrochemistry and synchrotron radiation based spectroelectrochemistry Thesis submitted in fulfilment of the requirements for the degree of Doctor in Science, Chemistry by Karen Leyssens Promoter: Prof. Dr. A. Adriaens Co-promoter: Dr. C. Degrigny Ghent 2006 Woord van Dank Men kan misschien wel onderzoek voeren op z’n eentj e, maar men geraakt zoveel verder met de hulp van anderen. Daarom zou ik langs deze weg graag mijn collega’s, vrienden en familie willen bedanken voor hun voortdurende steun tijdens het voltooien van dit doctoraat. Prof. Dr. A. Adriaens wens ik te bedanken voor de kans dei ze me gaf om te doctoreren, voor haar vertrouwen en de begeleiding gedurende deze 4 jaar. In het bijzonder de contacten en internationale samenwerkingen die zij tot stand bracht waren van enorme waarde voor dit werk. In this respect, I have to start with thanking Dr. C. Degrigny for suggesting several subjects of interest in the area of conservation science and even more for the discussions and support in the years thereafter. I certainly have to thank Prof. Dr. M. Dowsett from the University of Warwick for all the effort and time he invested in the design of the in situ cell and the related software, his enthusiasm during each of the measuring sessions and the hours of discussion for interpretating the XAS results. The second part of this work would not have been possible without him. Of course I should not forget all the other people involved in the synchrotron sessions for their dedication to make a succes out of each measurement. -

Safety Assessment of Simple Carbonate Salts As Used in Cosmetics
Safety Assessment of Simple Carbonate Salts as Used in Cosmetics Status: Tentative Report for Public Comment Release Date: June 16, 2016 Panel Date: September 26-27, 2016 All interested persons are provided 60 days from the above date to comment on this safety assessment and to identify additional published data that should be included or provide unpublished data which can be made public and included. Information may be submitted without identifying the source or the trade name of the cosmetic product containing the ingredient. All unpublished data submitted to CIR will be discussed in open meetings, will be available at the CIR office for review by any interested party and may be cited in a peer-reviewed scientific journal. Please submit data, comments, or requests to the CIR Director, Dr. Lillian J. Gill. The 2016 Cosmetic Ingredient Review Expert Panel members are: Chair, Wilma F. Bergfeld, M.D., F.A.C.P.; Donald V. Belsito, M.D.; Ronald A. Hill, Ph.D.; Curtis D. Klaassen, Ph.D.; Daniel C. Liebler, Ph.D.; James G. Marks, Jr., M.D.; Ronald C. Shank, Ph.D.; Thomas J. Slaga, Ph.D.; and Paul W. Snyder, D.V.M., Ph.D. The CIR Director is Lillian J. Gill, D.P.A. This report was prepared by Wilbur Johnson, Jr., M.S., Senior Scientific Analyst and Bart Heldreth, Ph.D., Chemist. © Cosmetic Ingredient Review 1620 L STREET, NW, SUITE 1200 ◊ WASHINGTON, DC 20036-4702 ◊ PH 202.331.0651 ◊ FAX 202.331.0088 ◊ [email protected] ABSTRACT: The Cosmetic Ingredient Review (CIR) Expert Panel (Panel) reviewed the safety of 6 simple carbonate salts which function as absorbents, bulking agents, opacifying agents, pH adjusters, buffering agents, abrasives, and oral care agents in cosmetic products. -

Air Permit Application for Dry Sorbent and Activated Carbon Injection Units 5R4 and Sr6
AL) CJFZX AIR PERMIT APPLICATION FOR DRY SORBENT AND ACTIVATED CARBON INJECTION UNITS 5R4 AND SR6 SCHILLER STATION PORTSMOUTH, NEW HAMPSHIRE PREPARED FOR: Public Service Company of New Hampshire Manchester, New Hampshire PREPARED BY: GZA GeoEnvironmental, Inc. Manchester, New Hampshire February 2014 File No. 04.0029995.00 Copyright © 2014 GZA GeoEnvironmental, Inc. Public Service PSNH Energy Park of New Hampshire 780 North Commercial Street, Manchester, NH 03101 A Northeast lJiilities Company Pul)lic Service Company of New Hampshire P.O. Box 330 Manchester, NH 03105-0330 February 27, 2014 (603) 634-2851 [email protected] D32795 1ECEIVEO 7J HAMPSHIRE Mr. Craig Wright, Acting Director , William H. Smagula, P.E. Air Resources Division EB 2 / 2014 Vice President - Generation NH Dept. of Environmental Services 29 Hazen Drive, P0 Box 95 AIR OURCES Di VISION Concord, NH 03302-0095 Re: Public Service Company of New Hampshire Schiller Station - Temporary Permit Application for Installation of Dry Sorbent and Activated Carbon Injection Emission Control Technology Dear Mr. Wright: Public Service Company of New Hampshire (PSNH) submits the enclosed temporary permit application for the installation of dry sorbent (DSI) and activated carbon injection (ACI) emission control technologies on Schiller Station Units SR4 and SR6. The installation of the DSL'ACI systems will be used in conjunction with existing control technologies to meet the requirements of 40 CFR 63, Subpart UUUUU and National Emission Standards for Hazardous Air Pollutant: Coal and Oil Fired Electric Utility Steam Generating Units (Mercury and Air Toxics Standard-MATS). The proposed DSI and ACI systems are intended to reduce the emissions of acid gases (hydrogen chloride and hydrogen fluoride) and mercury, and are anticipated to also reduce emissions of sulfur dioxide and sulfuric acid mist. -

Sodium Sesquicarbonate (Trona) CAS No
Product Safety Summary Sodium Sesquicarbonate (Trona) CAS No. 533-96-0 This Product Safety Summary is intended to provide a general overview of the chemical substance. The information on the summary is basic information and is not intended to provide emergency response information, medical information or treatment information. The summary should not be used to provide in-depth safety and health information. In-depth safety and health information can be found on the Safety Data Sheet (SDS) for the chemical substance. Names Trisodium hydrogendicarbonate dihydrate Hydrated sodium bicarbonate Trona Sodium sesquicarbonate Sodium sesquicarbonate dihydrate Product Overview Solvay Chemicals, Inc. does not sell sodium sesquicarbonate (trona) directly to consumers. Consumers will not generally be exposed to sodium sesquicarbonate. Sodium sesquicarbonate is a naturally occurring mineral which is mined as a raw material used to manufacture sodium carbonate (soda ash). Trona is an off-white to tan colored crystalline solid, usually sold as granules or powder. There are a number of applications for trona and products derived from it. For example, in a minimally purified state, trona is used as a rumen buffer (digestive aid) in cattle feed. It has also been used to reduce acid gas stack emissions in industries ranging from the electric power generation to cement manufacturing for over twenty years. Exposure to trona, especially the powder, can cause irritation to the skin, eyes, and respiratory tract. Page 1 of 5 Copyright 2010-2013, Solvay America, Inc. All Rights Reserved. Manufacture of Product Solvay Chemicals, Inc. manufactures trona products by extracting trona ore (natural trisodium hydrogendicarbonate dihydrate) from deep underground. -

AP-42, CH 8.12: Sodium Carbonate
8.12 Sodium Carbonate 8.12.1 General1-3 Sodium carbonate (Na2CO3), commonly referred to as soda ash, is one of the largest-volume mineral products in the U. S., with 1991 production of over 9 million megagrams (Mg) (10.2 million tons). Over 85 percent of this soda ash originates in Wyoming, with the remainder coming from Searles Valley, California. Soda ash is used mostly in the production of glass, chemicals, soaps, and detergents, and by consumers. Demand depends to great extent upon the price of, and environmental issues surrounding, caustic soda, which is interchangeable with soda ash in many uses and is widely coproduced with chlorine (see Section 8.11, "Chlor-Alkali"). 8.12.2 Process Description4-7 Soda ash may be manufactured synthetically or from naturally occurring raw materials such as ore. Only 1 U. S. facility recovers small quantities of Na2CO3 synthetically as a byproduct of cresylic acid production. Other synthetic processes include the Solvay process, which involves saturation of brine with ammonia (NH3) and carbon dioxide (CO2) gas, and the Japanese ammonium chloride (NH4Cl) coproduction process. Both of these synthetic processes generate ammonia emissions. Natural processes include the calcination of sodium bicarbonate (NaHCO3), or nahcolite, a naturally occurring ore found in vast quantities in Colorado. The 2 processes currently used to produce natural soda ash differ only in the recovery stage in primary treatment of the raw material used. The raw material for Wyoming soda ash is mined trona ore, while California soda ash comes from sodium carbonate-rich brine extracted from Searles Lake. There are 4 distinct methods used to mine the Wyoming trona ore: (1) solution mining, (2) room-and-pillar, (3) longwall, and (4) shortwall. -

'United States
Patented May 6, 1924. - 1,492,921} ‘UNITED STATES PpATENTy OFFICE. HAROLD P. KNIGHT,‘ OF BOROSOLVAY}, THOMAS M. CRAMER, 0F OAKLAND, AND GEORGE A. OONNELL, OF‘ALAMEDA, CALIFORNIA, ASSIGNORS 'ro .racr'rrc COAST BORAX CQM'PANY, A CORPORATION OF _ PROCESS or Pnonucme SODIUM‘ commas. No Drawing. Applit ?on ?led May 25, 1922. serial'li'o. 563,669. To all whom it may concern .' . _ VWe make use of this reaction to obtain Be it known that vwe, HAROLD P. KNIGHT, liquors and natural brines more concentrat of Borosolvay, San Bernardino County, edwith respect to B203, through the con THOMAS M. CRAMER, of Oakland, Alameda version of the less soluble tetraborate to the 5 County, and GEORGE A. OoNNnLL, of Ala: more soluble metaborate. This can be made meda, Alameda County, all in theState of to take place, for example, in solar ponds California, and all citizens of the United Where evaporation is effected at the natural States, have invented a certain new and use temperatures prevailing, as at Owens Lake ful Process of Producing Sodium Borates, of and Searles Lake in Caifornia. 10 which the following. is a specification, With, a solution containing the compm 60 The invention relates to a- process of pro nents of the reaction represented above, we ducing sodium borates such as" sodium tetra? have found that the addition of carbon di- - borate or borax. _ '_ . o _ oxide under certain conditions willresult in An object of the invention is to provide 'the conversion of monoborate present in so 715 a process of obtaining sodium borate from lution to borax, and some of this borax will ‘ liquors obtained from the decomposition of react with, the s6dium carbonate present to borate ores or salines containing borax or form sodium sesquicarbonate. -
EAFUS: a Food Additive Database
U. S. Food and Drug Administration Center for Food Safety and Applied Nutrition Office of Premarket Approval EAFUS: A Food Additive Database This is an informational database maintained by the U.S. Food and Drug Administration (FDA) Center for Food Safety and Applied Nutrition (CFSAN) under an ongoing program known as the Priority-based Assessment of Food Additives (PAFA). It contains administrative, chemical and toxicological information on over 2000 substances directly added to food, including substances regulated by the U.S. Food and Drug Administration (FDA) as direct, "secondary" direct, and color additives, and Generally Recognized As Safe (GRAS) and prior-sanctioned substances. In addition, the database contains only administrative and chemical information on less than 1000 such substances. The more than 3000 total substances together comprise an inventory often referred to as "Everything" Added to Food in the United States (EAFUS). This list of substances contains ingredients added directly to food that FDA has either approved as food additives or listed or affirmed as GRAS. Nevertheless, it contains only a partial list of all food ingredients that may in fact be lawfully added to food, because under federal law some ingredients may be added to food under a GRAS determination made independently from the FDA. The list contains many, but not all, of the substances subject to independent GRAS determinations. The list below is an alphabetical inventory representing only five of 196 fields in FDA/CFSAN's PAFA database. To obtain the entire database, including abstractions of over 7,000 toxicology studies performed on substances added to food as well as a search engine to locate desired information, order Food Additives: Toxicology, Regulation, and Properties, available in CD-ROM format from CRC Press. -

Assessment of Soda Ash Calcination Treatment of Turkish Trona Ore
E3 S Web of Conferences8, 01013 (2016) DOI: 10.1051/ e3 sconf /201608 01013 MEC2016 Assessment of soda ash calcination treatment of Turkish trona ore Sibel Gezer1,a and Umit Atalay2 1Republic of Turkey Ministry of Energy and Natural Resources, Nuclear Energy Project Implementation Department, Ankara, Turkey 2Middle East Technical University, Mining Engineering Department, Ankara, Turkey * R Abstract. Trona is relatively rare, non-metallic mineral, Na2CO3* RNaHCO3 2H2O. The pure material contains 70.3% sodium carbonate and by calcination the excess CO2 and water can be driven off, yielding natural soda ash. The terms soda ash and sodium carbonate are used interchangeably. Trona calcining is a key process step in production of soda ash (sodium carbonate anhydrate) from the relatively cheap trona ore. The calcination reaction may proceeds in a sequence of steps. Depending on the conditions, it may result in formation of either sodium carbonate monohydrate (Na2CO3* RH2O), sodium sesquicarbonate or weigschederite (Na2CO3* R3NaHCO3). The eposit is the second largest deposit in the world with the content of 84% trona. The decomposition of trona appeared to be a single stage process across the temperature range studied (150-200 C) with the representative samples of different size fractions in the draught up metallurgical furnace. The optimum particle size and calcination time were -6.35 mm and 30 minutes, respectively, at calcination temperature of 175 C in a metallurgical furnace. Microwave-induced dry calcination of trona was possible and 5 minutes of calcination time at a power level of 900 was sufficient for complete calcination of -6.35 mm feed. This includes short time calcinations with the goal of improving economics and simplifying the thermal process. -

The Hidden Secrets of Copper Alloy Artifacts in the Athenian Agora
Article: The hidden secrets of copper alloy artifacts in the Athenian Agora Author(s): Alice Boccia Paterakis Source: Objects Specialty Group Postprints, Volume Six, 1999 Pages: 70-76 Compilers: Virginia Greene and Emily Kaplan th © 2000 by The American Institute for Conservation of Historic & Artistic Works, 1156 15 Street NW, Suite 320, Washington, DC 20005. (202) 452-9545 www.conservation-us.org Under a licensing agreement, individual authors retain copyright to their work and extend publications rights to the American Institute for Conservation. Objects Specialty Group Postprints is published annually by the Objects Specialty Group (OSG) of the American Institute for Conservation of Historic & Artistic Works (AIC). A membership benefit of the Objects Specialty Group, Objects Specialty Group Postprints is mainly comprised of papers presented at OSG sessions at AIC Annual Meetings and is intended to inform and educate conservation-related disciplines. Papers presented in Objects Specialty Group Postprints, Volume Six, 1999 have been edited for clarity and content but have not undergone a formal process of peer review. This publication is primarily intended for the members of the Objects Specialty Group of the American Institute for Conservation of Historic & Artistic Works. Responsibility for the methods and materials described herein rests solely with the authors, whose articles should not be considered official statements of the OSG or the AIC. The OSG is an approved division of the AIC but does not necessarily represent the AIC policy or opinions. THE HIDDEN SECRETS OF COPPER ALLOY ARTIFACTS IN THE ATHENIAN AGORA Alice Boccia Paterakis Abstract Four copper corrosion products on copper alloy objects in the Athenian Agora collection were analyzed by X-ray Diffraction (XRD), Fourier Transform Infrared Spectroscopy (FTIR), Scanning Electron Microscopy-Energy Dispersive Analysis Xray (SEM-EDAX), and Ion Chromatography (IC) at the British Museum.