AP-42, CH 8.12: Sodium Carbonate
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Unit: Stoichiometry Lesson: #10 Topics: Solvay Process
Unit: Stoichiometry Lesson: #10 Topics: Solvay Process The Solvay Process: A Case Study Many important industrial processes involve chemical reactions that are difficult to perform and still be economically feasible. In some cases, the overall process must follow a series of reaction steps. Sodium carbonate is a chemical that is needed in large amounts – it is used in the production of glass and soap. Historically, sodium carbonate was produced by burning plants or coal and mixing the ashes with water This method was both inefficient and very expensive because of the large amount of material that needed to be burned. The Solvay process was developed as a cost effective alternative. It involves a series of reaction steps and has a net reaction of: CaCO3 (s) + 2 NaCl (aq) Na2CO3 (aq) + CaCl2 (aq) A net reaction is determined by looking at the various reaction steps and eliminating any chemical that appears as both a reactant and a product in the various steps. These chemicals are known as intermediates. Step 1: Calcium carbonate (limestone) is decomposed by heat to form calcium oxide (lime) and carbon dioxide. CaCO3 (s) CaO (s) + CO2 (g) Step 2: Carbon dioxide reacts with aqueous ammonia and water to form aqueous ammonium hydrogen carbonate. CO2 (g) + NH3 (aq) + H2O (l) NH4HCO3 (aq) Step 3: The aqueous ammonium hydrogen carbonate reacts with sodium chloride to produce ammonium chloride and solid baking soda. NH4HCO3 (aq) + NaCl (aq) NH4Cl (aq) + NaHCO3 (s) Step 4: The baking soda is heated up and decomposed into sodium carbonate, water vapor and carbon dioxide. 2 NaHCO3 (s) Na2CO3 (s) + H2O (g) + CO2 (g) Step 5: The lime that was produced in the first step is mixed with water to produce slaked lime (calcium hydroxide). -

The Reaction of Calcium Chloride with Carbonate Salts
The Reaction of Calcium Chloride with Carbonate Salts PRE-LAB ASSIGNMENT: Reading: Chapter 3 & Chapter 4, sections 1-3 in Brown, LeMay, Bursten, & Murphy. 1. What product(s) might be expected to form when solid lithium carbonate is added to an aqueous solution of calcium chloride? Write a balanced chemical equation for this process. 2. How many grams of lithium carbonate would you need to fully react with one mole of calcium chloride? Please show your work. INTRODUCTION: The purpose of this lab is to help you discover the relationships between the reactants and products in a precipitation reaction. In this lab you will react a calcium chloride solution with lithium carbonate, sodium carbonate, or potassium carbonate. The precipitate that results will be filtered and weighed. In each determination you will use the same amount of calcium chloride and different amounts of your carbonate salt. This experiment is a "discovery"- type experiment. The procedure will be carefully described, but the analysis of the data is left purposely vague. You will work in small groups to decide how best to work up the data. In the process you will have the chance to discover some principles, to use what you have learned in lecture, and to practice thinking about manipulative details and theory at the same time. Plotting your data in an appropriate manner should verify the identity of the precipitate and clarify the relationship between the amount of carbonate salt and the yield of precipitate. Predicting the formulas of ionic compounds. Compounds like calcium chloride (CaCl2) and sodium carbonate (Na2CO3) are ionic substances. -

Here the Nonspecific Term Cupreous Metals Is Used for Copper and the Alloys Such As Brass and Bronze Where Copper Predominates
CONSERVAnON OF CUPREOUS METALS Here the nonspecific term cupreous metals is used for copper and the alloys such as brass and bronze where copper predominates. In general it matters little what the specific alloy is, for they are usually treated in the same way. Care needs to be taken only when there is a high percentage of lead or tin, both of which are amphoteric metals and dissolve in alkaline solutions. There are a considerable number of chemical treatments for copper, bronze and brass, and most are not satisfactory for cupreous metals from marine sites. Consult the bibliography at the end of this section for further information. In a marine environment the two most commonly encountered copper corrosion products are cuprous chloride and cuprous sulfide. However, the mineral alterations in the copper alloys are more complex than those of just copper. Once any cupreous object is recovered and exposed to the air, it continues to corrode by a process referred to as bronze disease. Cuprous cblorides in the presence of moisture and oxygen are hydrolyzed to form hydrochloric acid and basic cupric chloride. The hydrochloric acid in turn attacks thc uncorroded metal to form more cuprous chloride. The reaction continues until no metal remains. Any conservation of chloride contaminated cupreous objects requires that I) the cuprous chlorides be removed, 2) the cuprous chlorides be converted to harmless cuprous oxide, or 3) the chemical action of the chlorides be prevented. Cbemical Cleaning Tecbniques I. ACIDS All acid treatments require a solid metal core. All acids can and will strip off corrosion layers down to bare metal and many will even etch the barc metal. -

Sodium Laurilsulfate Used As an Excipient
9 October 2017 EMA/CHMP/351898/2014 corr. 1* Committee for Human Medicinal Products (CHMP) Sodium laurilsulfate used as an excipient Report published in support of the ‘Questions and answers on sodium laurilsulfate used as an excipient in medicinal products for human use’ (EMA/CHMP/606830/2017) * Deletion of the E number. Please see the corrected Annex for further details. 30 Churchill Place ● Canary Wharf ● London E14 5EU ● United Kingdom Telephone +44 (0)20 3660 6000 Facsimile +44 (0)20 3660 5555 Send a question via our website www.ema.europa.eu/contact An agency of the European Union © European Medicines Agency, 2018. Reproduction is authorised provided the source is acknowledged. Sodium laurilsulfate used as an excipient Table of contents Executive summary ..................................................................................... 3 Introduction ................................................................................................ 4 Scientific discussion .................................................................................... 4 1. Characteristics ....................................................................................... 4 1.1 Category (function) ............................................................................................. 4 1.2 Properties........................................................................................................... 4 1.3 Use in medicinal products ..................................................................................... 5 1.4 Regulatory -

Solvay Process Company and a Portion of the Village of Solvay Which Grew up Company to Use Their Process
:«:..' :•' Telephone 2-3111 Telephone 2-3111 SYRACUSE JOTJRNAIi Saturday, July 28, 193C Page 8 - SOLVAY PROCESS AMONG STATE'S MIGHTIEST PLANTS MUM) NIK BURNS BRIGHTLY AIRVIEW OF THE SOLVAY PROCESS PLANT WHICH GREW FROM WILLIAM COGSWELL'S IDEA N HISTORY OF VAST IRKS j (This is the fifth of a series of articles whhb willjg <«.»r weklv in the Saturday edition of The Syracuse • ^ourZ^topermitSyracusaJto become iamiliar with the journal, to P"™;*' industrial and commercial enter- inside story of the great industrial a™ * develoo- \ prises which have played important parts in the develop lent of the city.) _ By BICHAKD B. WELCH. Bountiful Nature which supplied Syracuse with huge qnan- Itie* of salt and limestone coupled with the lewdness 0£ a Central New Yorker who saw the l-kto»tta.-* •btainahle raw materials gave Syracuse the.S*j'««- r^™*™™ ATIP of the largest heavy industries in the state. C°T^»M£nk of the history of the Solvay Process r™J»,»T« * subsidiary of the Allied Chemical and Dye Corp- STCE* tSTo William Browne Cog^eUmw, brain tie idea' of utilizing the resources of this section first KenXhdcredit for the formation and progress' »* tfe ^|My industry must also go to Bow and1 Hazard first P^nt tfthe company, and his son, Frederick B. Hazard, who succeeded him. SH; names which burn brightly in the industrial history 01 SMrCCog^ell was born in Oswego, Sept 22,1834 of a lixie- ,ge which dated back to Sir John Cogswell in If5- He was educated in Hamilton Academy at Oneida and in private schools of Syracuse. -

STUDENTS 2 SCIENCE Virtual Lab Experiment Precipitates
STUDENTS 2 SCIENCE Virtual Lab Experiment Precipitates An investigation of solubility and precipitation. A classroom Experiment in Kit Form for Grades 9-12 Brief Background: Students will learn the difference between reaction precipitates like the precipitation of Basic copper carBonate from the reaction of copper chloride and sodium carBonate and those that result solely from a change in solution soluBility (water vs. isopropanol). They will learn aBout precipitation in water treatment and purification and aBout the scientists who work to provide or maintain clean water for us. Additionally, students will learn that precipitates can sometimes Be redissolved By adding another chemical compound and thus carrying out an additional chemical reaction. Safety Students and teachers must wear properly fitting goggles as they prepare for, conduct, and clean up from the activities in the kit. Read and follow all safety warnings. Also review the Materials Safety Data Sheets. Students must wash their hands with soap and water after the activities. The activities described in this kit are intended for students under the direct supervision of teachers. Student kit packaged as 13 individual units for a class size of 26. Each student package is shared by 2 students. Items in each 2-student Ziploc bag: • (1) vial labeled “CuSO4” approximately 1/4 filled with cupric sulfate • (1) empty vial laBeled “CuSO4 Solution” • (1) 4-mL vial laBeled “CaCl2” containing small amount calcium chloride • (1) vial labeled “NaHCO3” (in red lettering) approximately 1/3 -

Hydrite General Product Flyer
PRODUCT OFFERING forms, trade names and a variety of certifi cations. Please call us about your specifi c chemical requirements. PRODUCTS A-Z Acetic Acid Calcium Chloride Calcium Dioctyl Phthalate Glycol Ether DPM Reduction Chemicals Acetone Hydroxide (Lime) Calcium Dipotassium Phosphate Glycol Ether EB Liquid Inorganic Salts Aluminum Brite Dips Hypochlorite Calcium (DKP) Glycol Ether EE Magnesium Bisulfi te Aluminum Chlorhydrate Phosphates Dipropylene Glycol Glycol Ether EE-AC Magnesium Chloride Aluminum Sulfate (Alum) Carboxymethyl Cellulose Disodium Phosphate Glycol Ether EM Magnesium Hydroxide Ammonium Bicarbonate Caustic Potash Dodecylbenzenesulfonic Glycol Ether EP Magnesium Oxide Ammonium Bifl uor ide Caustic Soda Acid (DDBSA) Glycol Ether PM Magnesium Phosphate Ammonium Bisulfi te Chelants Dye Fixatives Glycol Ether PM-AC Magnesium Sulfate Ammonium Chloride Chlorine Epoxy Resins HAN, Heavy Aromatic Magnesium Sulfi te Ammonium Hydroxide Chromic Acid Ethyl Acetate Naphtha Metal Finishing Products (Aqua Ammonia) Citric Acid Ethyl Alcohol Heat Transfer Fluids Methanol Ammonium Persulfate Copper Carbonate Ethylene Diamine Tetra Heptane Methyl Amyl Ketone Ammonium Phosphates Copper Cyanide Acetic Acid (EDTA) Hexane Methyl Ethyl Ketone Ammonium Sulfate Copper Sulfate Ethylene Dichloride Hexylene Glycol Methyl Isobutyl Ketone Ammonium Sulfi te Cyclohexane Ethylene Glycol HTH Methylene Chloride Mineral Anhydrous Ammonia Cyclohexanone Felt & Wire Cleaners Hydrochloric Acid Fillers Anodizing Chemicals Dairy Cleaners Ferric Chloride Hydrofluoric Acid -
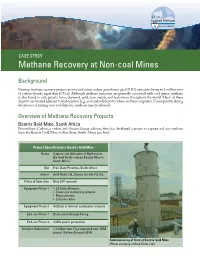
CASE STUDY Methane Recovery at Non-Coal Mines
CASE STUDY Methane Recovery at Non-coal Mines Background Existing methane recovery projects at non-coal mines reduce greenhouse gas (GHG) emissions by up to 3 million tons of carbon dioxide equivalent (CO₂e). Although methane emissions are generally associated with coal mines, methane is also found in salt, potash, trona, diamond, gold, base metals, and lead mines throughout the world. Many of these deposits are located adjacent to hydrocarbon (e.g., coal and oil) deposits where methane originates. Consequently, during the process of mining non-coal deposits, methane may be released. Overview of Methane Recovery Projects Beatrix Gold Mine, South Africa Promethium Carbon, a carbon and climate change advisory firm, has developed a project to capture and use methane from the Beatrix Gold Mine in Free State, South Africa (see box). Project Specifications: Beatrix Gold Mine Name Capture and Utilization of Methane at the Gold Fields–owned Beatrix Mine in South Africa Site Free State Province, South Africa Owner Gold Fields Ltd., Exxaro On-site Pty Ltd. Dates of Operation May 2011–present Equipment Phase 1 • GE Roots Blowers • Trolex gas monitoring systems • Flame arrestor • 23 burner flare Equipment Phase 2 Addition of internal combustion engines End-use Phase 1 Destruction through flaring End-use Phase 2 4 MW power generation Emission Reductions 1.7 million tons CO²e expected over CDM project lifetime (through 2016) Commissioning of Flare at Beatrix Gold Mine (Photo courtesy of Gold Fields Ltd.) CASE STUDY Methane Recovery at Non-coal Mines ABUTEC Mine Gas Incinerator at Green River Trona Mine (Photo courtesy of Solvay Chemicals, Inc.) Green River Trona Mine, United States Project Specifications: Green River Trona Mine Trona is an evaporite mineral mined in the United States Name Green River Trona Mine Methane as the primary source of sodium carbonate, or soda ash. -

Trona Na3(CO3)(HCO3) • 2H2O C 2001-2005 Mineral Data Publishing, Version 1
Trona Na3(CO3)(HCO3) • 2H2O c 2001-2005 Mineral Data Publishing, version 1 Crystal Data: Monoclinic. Point Group: 2/m. Crystals are dominated by {001}, {100}, flattened on {001} and elongated on [010], with minor {201}, {301}, {211}, {211}, {411},to 10 cm; may be fibrous or columnar massive, as rosettelike aggregates. Physical Properties: Cleavage: {100}, perfect; {211} and {001}, interrupted. Fracture: Uneven to subconchoidal. Hardness = 2.5–3 D(meas.) = 2.11 D(calc.) = 2.124 Soluble in H2O, alkaline taste; may fluoresce under SW UV. Optical Properties: Translucent. Color: Colorless, gray, pale yellow, brown; colorless in transmitted light. Luster: Vitreous. Optical Class: Biaxial (–). Orientation: X = b; Z ∧ c =83◦. Dispersion: r< v; strong. α = 1.412–1.417 β = 1.492–1.494 γ = 1.540–1.543 2V(meas.) = 76◦160 2V(calc.) = 74◦ Cell Data: Space Group: I2/a. a = 20.4218(9) b = 3.4913(1) c = 10.3326(6) β = 106.452(4)◦ Z=4 X-ray Powder Pattern: Sweetwater Co., Wyoming, USA. 2.647 (100), 3.071 (80), 4.892 (55), 9.77 (45), 2.444 (30), 2.254 (30), 2.029 (30) Chemistry: (1) (2) CO2 38.13 38.94 SO3 0.70 Na2O 41.00 41.13 Cl 0.19 H2O 20.07 19.93 insol. 0.02 −O=Cl2 0.04 Total 100.07 100.00 • (1) Owens Lake, California, USA; average of several analyses. (2) Na3(CO3)(HCO3) 2H2O. Occurrence: Deposited from saline lakes and along river banks as efflorescences in arid climates; rarely from fumarolic action. Association: Natron, thermonatrite, halite, glauberite, th´enardite,mirabilite, gypsum (alkali lakes); shortite, northupite, bradleyite, pirssonite (Green River Formation, Wyoming, USA). -

Remarks on Different Methods for Analyzing Trona and Soda Samples
REMARKS ON DIFFERENT METHODS FOR ANALYZING TRONA AND SODA SAMPLES Gülay ATAMAN*; Süheyla TUNCER* and Nurgün GÜNGÖR* ABSTRACT. — Trona is one of the natural forms of sodium carbonate minerals. It is well known as «sesque carbonate», «urao» or «trona» in the chemical literature, and the chemical formula of the compound is [Na2CO3.NaHCO3.2H2O]. The aim of this work is to adapt the standard methods for the analysis of trona samples, considering the inter- ferences arising from silicates and other minerals found together with trona samples. In order to reduce the experimen- tal errors, the analyses used for the determination of trona samples have been revised. The experimental results using potentiometric titration, AgNO3 external indicator and BaCl2 titration methods have been compared to theoretical results using statistical evaluations. 95 % confidence level, which is commonly used by analytical chemists, was employed as the basis of evaluation, R values, Student's t calculated at 95 % confidence level of 7 trona samples from Beypazarı, Student's t tabulated for the percentages of Na2CO3, were found to be 0.008 in BaCl2 method, 3.25 for AgNO3 external indicator method and 3.26 for potentiometric method; for the percentages of NaHCO3 the same values are 0.59 for BaCl2 method, 2.83 for AgNO3 external indicator method and 3.59 for potentiometric method. Systematic error is indicated when R> 1. In addi- tion to quantitative analysis of trona samples, qualitative XRD analyses have been routinely performed for each sample and the results were found to be in good agreement. INTRODUCTION Trona is a naturally occuring from of sodium carbonate minerals. -
Rocks and Minerals Make up Your World
Rocks and Minerals Make up Your World Rock and Mineral 10-Specimen Kit Companion Book Presented in Partnership by This mineral kit was also made possible through the generosity of the mining companies who supplied the minerals. If you have any questions or comments about this kit please contact the SME Pittsburgh Section Chair at www.smepittsburgh.org. For more information about mining, visit the following web sites: www.smepittsburgh.org or www.cdc.gov/niosh/mining Updated August 2011 CONTENTS Click on any section name to jump directly to that section. If you want to come back to the contents page, you can click the page number at the bottom of any page. INTRODUCTION 3 MINERAL IDENTIFICATION 5 PHYSICAL PROPERTIES 6 FUELS 10 BITUMINOUS COAL 12 ANTHRACITE COAL 13 BASE METAL ORES 14 IRON ORE 15 COPPER ORE 16 PRECIOUS METAL ORE 17 GOLD ORE 18 ROCKS AND INDUSTRIAL MINERALS 19 GYPSUM 21 LIMESTONE 22 MARBLE 23 SALT 24 ZEOLITE 25 INTRODUCTION The effect rocks and minerals have on our daily lives is not always obvious, but this book will help explain how essential they really are. If you don’t think you come in contact with minerals every day, think about these facts below and see if you change your mind. • Every American (including you!) uses an average of 43,000 pounds of newly mined materials each year. • Coal produces over half of U.S. electricity, and every year you use 3.7 tons of coal. • When you talk on a land-line telephone you’re holding as many as 42 different minerals, including aluminum, beryllium, coal, copper, gold, iron, limestone, silica, silver, talc, and wollastonite. -

Salt Crystallization Temperatures in Searles Lake, California!
Mineral. Soc. Amer. Spec. Pap. 3, 257-259 (1970). SALT CRYSTALLIZATION TEMPERATURES IN SEARLES LAKE, CALIFORNIA! GEORGE 1. SMITH, U.S. Geological Survey, Menlo Park, California 94025 2 IRVING FRIEDMAN, AND SADAO MATSU0 , U.S. Geological Survey, Denver, Colorado ABSTRACT The DIH ratios in natural samples of borax, gaylussite, nahcolite and trona were compared with minerals synthesized in the laboratory to deduce temperatures of crystallization in Searles Lake. During most of the Early Holocene, trona in the Upper Salt was deposited during warm summers, average 32°C, similar to the present. Crystallization temperatures of the Middle Wisconsin Lower Salt inferred from DIH ratios are in the range _12° to +8°C; by consideration of phase rela- tions these are assigned to winter crystallization. Winter temperatures much colder than those of the present are inferred for the upper and lower thirds of this Lower Salt unit; summer temperatures for these units inferred from mineral as- semblages are also lower than those of the present. A more complete description of the method, data and results will be published elsewhere. INTRODUCTION are therefore considered to have crystallized well above Searles Lake, which is dry today, was one of a chain of 20°C, and assemblages lacking burkeite are considered to large lakes that formed in the Great Basin segment of have formed at lower temperature. Similarly, assemblages southeast California during pluvial periods of late Quater- that contain nahcolite, borax, thenardite, and mirabilite, nary time (Gale, 1914; Flint and Gale, 1958; Smith, 1968). whose solubilities are also greatly affected by temperature, The number of lakes in the chain, and the size of the last are used to estimate crystallization temperatures.