Satya Veera Sasikanth Mamidi.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Differential Geometry
Differential Geometry J.B. Cooper 1995 Inhaltsverzeichnis 1 CURVES AND SURFACES—INFORMAL DISCUSSION 2 1.1 Surfaces ................................ 13 2 CURVES IN THE PLANE 16 3 CURVES IN SPACE 29 4 CONSTRUCTION OF CURVES 35 5 SURFACES IN SPACE 41 6 DIFFERENTIABLEMANIFOLDS 59 6.1 Riemannmanifolds .......................... 69 1 1 CURVES AND SURFACES—INFORMAL DISCUSSION We begin with an informal discussion of curves and surfaces, concentrating on methods of describing them. We shall illustrate these with examples of classical curves and surfaces which, we hope, will give more content to the material of the following chapters. In these, we will bring a more rigorous approach. Curves in R2 are usually specified in one of two ways, the direct or parametric representation and the implicit representation. For example, straight lines have a direct representation as tx + (1 t)y : t R { − ∈ } i.e. as the range of the function φ : t tx + (1 t)y → − (here x and y are distinct points on the line) and an implicit representation: (ξ ,ξ ): aξ + bξ + c =0 { 1 2 1 2 } (where a2 + b2 = 0) as the zero set of the function f(ξ ,ξ )= aξ + bξ c. 1 2 1 2 − Similarly, the unit circle has a direct representation (cos t, sin t): t [0, 2π[ { ∈ } as the range of the function t (cos t, sin t) and an implicit representation x : 2 2 → 2 2 { ξ1 + ξ2 =1 as the set of zeros of the function f(x)= ξ1 + ξ2 1. We see from} these examples that the direct representation− displays the curve as the image of a suitable function from R (or a subset thereof, usually an in- terval) into two dimensional space, R2. -

An Approach on Simulation of Involute Tooth Profile Used on Cylindrical Gears
BULETINUL INSTITUTULUI POLITEHNIC DIN IAŞI Publicat de Universitatea Tehnică „Gheorghe Asachi” din Iaşi Volumul 66 (70), Numărul 2, 2020 Secţia CONSTRUCŢII DE MAŞINI AN APPROACH ON SIMULATION OF INVOLUTE TOOTH PROFILE USED ON CYLINDRICAL GEARS BY MIHĂIȚĂ HORODINCĂ “Gheorghe Asachi” Technical University of Iaşi, Faculty of Machine Manufacturing and Industrial Management Received: April 6, 2020 Accepted for publication: June 10, 2020 Abstract. Some results on theoretical approach related by simulation of 2D involute tooth profiles on spur gears, based on rolling of a mobile generating rack around a fixed pitch circle are presented in this paper. A first main approach proves that the geometrical depiction of each generating rack position during rolling can be determined by means of a mathematical model which allows the calculus of Cartesian coordinates for some significant points placed on the rack. The 2D involute tooth profile appears to be the internal envelope bordered by plenty of different equidistant positions of the generating rack during a complete rolling. A second main approach allows the detection of Cartesian coordinates of this internal envelope as the best approximation of 2D involute tooth profile. This paper intends to provide a way for a better understanding of involute tooth profile generation procedure. Keywords: tooth profile; involute; generating rack; simulation. 1. Introduction Gear manufacturing is a major topic in industry due to a large scale utilization of gears for motion transmissions and speed reducers. Commonly the flank gear surface on cylindrical toothed wheels (gears) is described by two Corresponding author: e-mail: [email protected] 22 Mihăiţă Horodincă orthogonally curves: an involute as flank line (in a transverse plane) and a profile line. -

Evolute-Involute Partner Curves According to Darboux Frame in the Euclidean 3-Space E3
Fundamentals of Contemporary Mathematical Sciences (2020) 1(2) 63 { 70 Evolute-Involute Partner Curves According to Darboux Frame in the Euclidean 3-space E3 Abdullah Yıldırım 1,∗ Feryat Kaya 2 1 Harran University, Faculty of Arts and Sciences, Department of Mathematics S¸anlıurfa, T¨urkiye 2 S¸ehit Abdulkadir O˘guzAnatolian Imam Hatip High School S¸anlıurfa, T¨urkiye, [email protected] Received: 29 February 2020 Accepted: 29 June 2020 Abstract: In this study, evolute-involute curves are researched. Characterization of evolute-involute curves lying on the surface are examined according to Darboux frame and some curves are obtained. Keywords: Curve, surface, geodesic, curvature, frame. 1. Introduction The interest of special curves has increased recently. Some of these are associated curves. They are curves where one of the Frenet vectors at opposite points is linearly dependent to the other curve. One of the best examples of these curves is the evolute-involute partner curves. An involute thought known to have been used in his optical work came up in 1658 by C. Huygens. C. Huygens discovered involute curves while trying to make more accurate measurement studies [5]. Many researches have been conducted about evolute-involute partner curves. Some of them conducted recently are Bilici and C¸alı¸skan [4], Ozyılmaz¨ and Yılmaz [9], As and Sarıo˘glugil[2]. Bekta¸sand Y¨uceconsider the notion of the involute-evolute curves lying on the surfaces for a special situation. They determine the special involute-evolute partner D−curves in E3: By using the Darboux frame of the curves they obtain the necessary and sufficient conditions between κg , ∗ − ∗ ∗ τg; κn and κn for a curve to be the special involute partner D curve. -
On the Topology of Hypocycloid Curves
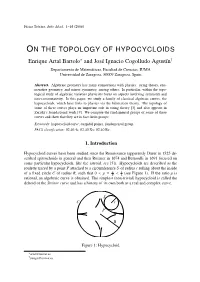
Física Teórica, Julio Abad, 1–16 (2008) ON THE TOPOLOGY OF HYPOCYCLOIDS Enrique Artal Bartolo∗ and José Ignacio Cogolludo Agustíny Departamento de Matemáticas, Facultad de Ciencias, IUMA Universidad de Zaragoza, 50009 Zaragoza, Spain Abstract. Algebraic geometry has many connections with physics: string theory, enu- merative geometry, and mirror symmetry, among others. In particular, within the topo- logical study of algebraic varieties physicists focus on aspects involving symmetry and non-commutativity. In this paper, we study a family of classical algebraic curves, the hypocycloids, which have links to physics via the bifurcation theory. The topology of some of these curves plays an important role in string theory [3] and also appears in Zariski’s foundational work [9]. We compute the fundamental groups of some of these curves and show that they are in fact Artin groups. Keywords: hypocycloid curve, cuspidal points, fundamental group. PACS classification: 02.40.-k; 02.40.Xx; 02.40.Re . 1. Introduction Hypocycloid curves have been studied since the Renaissance (apparently Dürer in 1525 de- scribed epitrochoids in general and then Roemer in 1674 and Bernoulli in 1691 focused on some particular hypocycloids, like the astroid, see [5]). Hypocycloids are described as the roulette traced by a point P attached to a circumference S of radius r rolling about the inside r 1 of a fixed circle C of radius R, such that 0 < ρ = R < 2 (see Figure 1). If the ratio ρ is rational, an algebraic curve is obtained. The simplest (non-trivial) hypocycloid is called the deltoid or the Steiner curve and has a history of its own both as a real and complex curve. -

Computer-Aided Design and Kinematic Simulation of Huygens's
applied sciences Article Computer-Aided Design and Kinematic Simulation of Huygens’s Pendulum Clock Gloria Del Río-Cidoncha 1, José Ignacio Rojas-Sola 2,* and Francisco Javier González-Cabanes 3 1 Department of Engineering Graphics, University of Seville, 41092 Seville, Spain; [email protected] 2 Department of Engineering Graphics, Design, and Projects, University of Jaen, 23071 Jaen, Spain 3 University of Seville, 41092 Seville, Spain; [email protected] * Correspondence: [email protected]; Tel.: +34-953-212452 Received: 25 November 2019; Accepted: 9 January 2020; Published: 10 January 2020 Abstract: This article presents both the three-dimensional modelling of the isochronous pendulum clock and the simulation of its movement, as designed by the Dutch physicist, mathematician, and astronomer Christiaan Huygens, and published in 1673. This invention was chosen for this research not only due to the major technological advance that it represented as the first reliable meter of time, but also for its historical interest, since this timepiece embodied the theory of pendular movement enunciated by Huygens, which remains in force today. This 3D modelling is based on the information provided in the only plan of assembly found as an illustration in the book Horologium Oscillatorium, whereby each of its pieces has been sized and modelled, its final assembly has been carried out, and its operation has been correctly verified by means of CATIA V5 software. Likewise, the kinematic simulation of the pendulum has been carried out, following the approximation of the string by a simple chain of seven links as a composite pendulum. The results have demonstrated the exactitude of the clock. -

Around and Around ______
Andrew Glassner’s Notebook http://www.glassner.com Around and around ________________________________ Andrew verybody loves making pictures with a Spirograph. The result is a pretty, swirly design, like the pictures Glassner EThis wonderful toy was introduced in 1966 by Kenner in Figure 1. Products and is now manufactured and sold by Hasbro. I got to thinking about this toy recently, and wondered The basic idea is simplicity itself. The box contains what might happen if we used other shapes for the a collection of plastic gears of different sizes. Every pieces, rather than circles. I wrote a program that pro- gear has several holes drilled into it, each big enough duces Spirograph-like patterns using shapes built out of to accommodate a pen tip. The box also contains some Bezier curves. I’ll describe that later on, but let’s start by rings that have gear teeth on both their inner and looking at traditional Spirograph patterns. outer edges. To make a picture, you select a gear and set it snugly against one of the rings (either inside or Roulettes outside) so that the teeth are engaged. Put a pen into Spirograph produces planar curves that are known as one of the holes, and start going around and around. roulettes. A roulette is defined by Lawrence this way: “If a curve C1 rolls, without slipping, along another fixed curve C2, any fixed point P attached to C1 describes a roulette” (see the “Further Reading” sidebar for this and other references). The word trochoid is a synonym for roulette. From here on, I’ll refer to C1 as the wheel and C2 as 1 Several the frame, even when the shapes Spirograph- aren’t circular. -
Variation Analysis of Involute Spline Tooth Contact
Brigham Young University BYU ScholarsArchive Theses and Dissertations 2006-02-22 Variation Analysis of Involute Spline Tooth Contact Brian J. De Caires Brigham Young University - Provo Follow this and additional works at: https://scholarsarchive.byu.edu/etd Part of the Mechanical Engineering Commons BYU ScholarsArchive Citation De Caires, Brian J., "Variation Analysis of Involute Spline Tooth Contact" (2006). Theses and Dissertations. 375. https://scholarsarchive.byu.edu/etd/375 This Thesis is brought to you for free and open access by BYU ScholarsArchive. It has been accepted for inclusion in Theses and Dissertations by an authorized administrator of BYU ScholarsArchive. For more information, please contact [email protected], [email protected]. VARIATION ANALYSIS OF INVOLUTE SPLINE TOOTH CONTACT By Brian J. K. DeCaires A thesis submitted to the faculty of Brigham Young University in partial fulfillment of the requirements for the degree of Master of Science Department of Mechanical Engineering Brigham Young University April 2006 Copyright © 2006 Brian J. K. DeCaires All Rights Reserved BRIGHAM YOUNG UNIVERSITY GRADUATE COMMITTEE APPROVAL of a thesis submitted by Brian J. K. DeCaires This thesis has been read by each member of the following graduate committee and by majority vote has been found to be satisfactory. ___________________________ ______________________________________ Date Kenneth W. Chase, Chair ___________________________ ______________________________________ Date Carl D. Sorensen ___________________________ -

Some Curves and the Lengths of Their Arcs Amelia Carolina Sparavigna
Some Curves and the Lengths of their Arcs Amelia Carolina Sparavigna To cite this version: Amelia Carolina Sparavigna. Some Curves and the Lengths of their Arcs. 2021. hal-03236909 HAL Id: hal-03236909 https://hal.archives-ouvertes.fr/hal-03236909 Preprint submitted on 26 May 2021 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Some Curves and the Lengths of their Arcs Amelia Carolina Sparavigna Department of Applied Science and Technology Politecnico di Torino Here we consider some problems from the Finkel's solution book, concerning the length of curves. The curves are Cissoid of Diocles, Conchoid of Nicomedes, Lemniscate of Bernoulli, Versiera of Agnesi, Limaçon, Quadratrix, Spiral of Archimedes, Reciprocal or Hyperbolic spiral, the Lituus, Logarithmic spiral, Curve of Pursuit, a curve on the cone and the Loxodrome. The Versiera will be discussed in detail and the link of its name to the Versine function. Torino, 2 May 2021, DOI: 10.5281/zenodo.4732881 Here we consider some of the problems propose in the Finkel's solution book, having the full title: A mathematical solution book containing systematic solutions of many of the most difficult problems, Taken from the Leading Authors on Arithmetic and Algebra, Many Problems and Solutions from Geometry, Trigonometry and Calculus, Many Problems and Solutions from the Leading Mathematical Journals of the United States, and Many Original Problems and Solutions. -

On the Topology of Hypocycloids
ON THE TOPOLOGY OF HYPOCYCLOIDS ENRIQUE ARTAL BARTOLO AND JOSE´ IGNACIO COGOLLUDO-AGUST´IN Abstract. Algebraic geometry has many connections with physics: string theory, enumerative geometry, and mirror symmetry, among others. In par- ticular, within the topological study of algebraic varieties physicists focus on aspects involving symmetry and non-commutativity. In this paper, we study a family of classical algebraic curves, the hypocycloids, which have links to physics via the bifurcation theory. The topology of some of these curves plays an important role in string theory [3] and also appears in Zariski’s foundational work [9]. We compute the fundamental groups of some of these curves and show that they are in fact Artin groups. 1. Introduction Hypocycloid curves have been studied since the Renaissance (apparently D¨urer in 1525 described epitrochoids in general and then Roemer in 1674 and Bernoulli in 1691 focused on some particular hypocycloids, like the astroid, see [5]). Hypocy- cloids are described as the roulette traced by a point P attached to a circumference S of radius r rolling about the inside of a fixed circle C of radius R, such that r 1 0 < ρ = R < 2 (see Figure 1). If the ratio ρ is rational, an algebraic curve is ob- tained. The simplest (non-trivial) hypocycloid is called the deltoid or the Steiner curve and has a history of its own both as a real and complex curve. S r C P arXiv:1703.08308v1 [math.AG] 24 Mar 2017 R Figure 1. Hypocycloid Key words and phrases. hypocycloid curve, cuspidal points, fundamental group. -

Interactive Involute Gear Analysis and Tooth Profile Generation Using Working Model 2D
AC 2008-1325: INTERACTIVE INVOLUTE GEAR ANALYSIS AND TOOTH PROFILE GENERATION USING WORKING MODEL 2D Petru-Aurelian Simionescu, University of Alabama at Birmingham Petru-Aurelian Simionescu is currently an Assistant Professor of Mechanical Engineering at The University of Alabama at Birmingham. His teaching and research interests are in the areas of Dynamics, Vibrations, Optimal design of mechanical systems, Mechanisms and Robotics, CAD and Computer Graphics. Page 13.781.1 Page © American Society for Engineering Education, 2008 Interactive Involute Gear Analysis and Tooth Profile Generation using Working Model 2D Abstract Working Model 2D (WM 2D) is a powerful, easy to use planar multibody software that has been adopted by many instructors teaching Statics, Dynamics, Mechanisms, Machine Design, as well as by practicing engineers. Its programming and import-export capabilities facilitate simulating the motion of complex shape bodies subject to constraints. In this paper a number of WM 2D applications will be described that allow students to understand the basics properties of involute- gears and how they are manufactured. Other applications allow students to study the kinematics of planetary gears trains, which is known to be less intuitive than that of fix-axle transmissions. Introduction There are numerous reports on the use of Working Model 2D in teaching Mechanical Engineering disciplines, including Statics, Dynamics, Mechanisms, Vibrations, Controls and Machine Design1-9. Working Model 2D (WM 2D), currently available form Design Simulation Technologies10, is a planar multibody software, capable of performing kinematic and dynamic simulation of interconnected bodies subject to a variety of constraints. The versatility of the software is given by its geometry and data import/export capabilities, and scripting through formula and WM Basic language system. -

Generating Negative Pedal Curve Through Inverse Function – an Overview *Ramesha
© 2017 JETIR March 2017, Volume 4, Issue 3 www.jetir.org (ISSN-2349-5162) Generating Negative pedal curve through Inverse function – An Overview *Ramesha. H.G. Asst Professor of Mathematics. Govt First Grade College, Tiptur. Abstract This paper attempts to study the negative pedal of a curve with fixed point O is therefore the envelope of the lines perpendicular at the point M to the lines. In inversive geometry, an inverse curve of a given curve C is the result of applying an inverse operation to C. Specifically, with respect to a fixed circle with center O and radius k the inverse of a point Q is the point P for which P lies on the ray OQ and OP·OQ = k2. The inverse of the curve C is then the locus of P as Q runs over C. The point O in this construction is called the center of inversion, the circle the circle of inversion, and k the radius of inversion. An inversion applied twice is the identity transformation, so the inverse of an inverse curve with respect to the same circle is the original curve. Points on the circle of inversion are fixed by the inversion, so its inverse is itself. is a function that "reverses" another function: if the function f applied to an input x gives a result of y, then applying its inverse function g to y gives the result x, and vice versa, i.e., f(x) = y if and only if g(y) = x. The inverse function of f is also denoted. -

The Cycloid Scott Morrison
The cycloid Scott Morrison “The time has come”, the old man said, “to talk of many things: Of tangents, cusps and evolutes, of curves and rolling rings, and why the cycloid’s tautochrone, and pendulums on strings.” October 1997 1 Everyone is well aware of the fact that pendulums are used to keep time in old clocks, and most would be aware that this is because even as the pendu- lum loses energy, and winds down, it still keeps time fairly well. It should be clear from the outset that a pendulum is basically an object moving back and forth tracing out a circle; hence, we can ignore the string or shaft, or whatever, that supports the bob, and only consider the circular motion of the bob, driven by gravity. It’s important to notice now that the angle the tangent to the circle makes with the horizontal is the same as the angle the line from the bob to the centre makes with the vertical. The force on the bob at any moment is propor- tional to the sine of the angle at which the bob is currently moving. The net force is also directed perpendicular to the string, that is, in the instantaneous direction of motion. Because this force only changes the angle of the bob, and not the radius of the movement (a pendulum bob is always the same distance from its fixed point), we can write: θθ&& ∝sin Now, if θ is always small, which means the pendulum isn’t moving much, then sinθθ≈. This is very useful, as it lets us claim: θθ&& ∝ which tells us we have simple harmonic motion going on.