Narrow Cab/Splashers) LOCOMOTIVE KIT
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Queensland Railways Steam Locomotives 1900-1969
Create exciting Web pages - http://www.mcwebsoftware.com http://freespace.virgin.net/johnk.pb15/qrsl3.html QUEENSLAND RAILWAYS STEAM LOCOMOTIVES 1900 - 1969 DESIGN AND OPERATION CORRIGENDA (The book is available from ANGRMS Sales, PO Box 1135, Woodford, Queensland 4514, tel (evgs) (07)3273 2014.) This corrects various statements in the book, and expands on others to avoid misunderstanding. It also corrects errors in a review of the book. This is the October 2008 version, containing additions to earlier versions. Corrections of further errors which come to light will be added to this page. Various expansions, explanations and further examples have occurred or been told to the author since the book was published. They are being progressively added to the text of the book on his computer, along with these corrections. They are available to anyone interested. Contact the author at the email address given on the home page. Two of these expansions etc are so close to corrections that they have been added to this page. These are an important addition to 10.12, and a whole section on Conclusions from the Perform Program. 1.02 Construction Standards p 10 RH, para 1 - There were indeed vertical curves between changes in gradient, even if not shown in the Working Plans and Sections. The Standard Specifications for construction of 1896 required that a vertical curve of two miles radius be introduced between changes in gradient during construction. Such curves were important for preventing coupled axleboxes of locomotives from striking the tops of cut outs or horn blocks above and keeps below (as sometimes happened where a siding on a steep gradient joined another line without such a vertical curve). -
BACKTRACK 22-1 2008:Layout 1 21/11/07 14:14 Page 1
BACKTRACK 22-1 2008:Layout 1 21/11/07 14:14 Page 1 BRITAIN‘S LEADING HISTORICAL RAILWAY JOURNAL VOLUME 22 • NUMBER 1 • JANUARY 2008 • £3.60 IN THIS ISSUE 150 YEARS OF THE SOMERSET & DORSET RAILWAY GWR RAILCARS IN COLOUR THE NORTH CORNWALL LINE THE FURNESS LINE IN COLOUR PENDRAGON BRITISH ENGLISH-ELECTRIC MANUFACTURERS PUBLISHING THE GWR EXPRESS 4-4-0 CLASSES THE COMPREHENSIVE VOICE OF RAILWAY HISTORY BACKTRACK 22-1 2008:Layout 1 21/11/07 15:59 Page 64 THE COMPREHENSIVE VOICE OF RAILWAY HISTORY END OF THE YEAR AT ASHBY JUNCTION A light snowfall lends a crisp feel to this view at Ashby Junction, just north of Nuneaton, on 29th December 1962. Two LMS 4-6-0s, Class 5 No.45058 piloting ‘Jubilee’ No.45592 Indore, whisk the late-running Heysham–London Euston ‘Ulster Express’ past the signal box in a flurry of steam, while 8F 2-8-0 No.48349 waits to bring a freight off the Ashby & Nuneaton line. As the year draws to a close, steam can ponder upon the inexorable march south of the West Coast Main Line electrification. (Tommy Tomalin) PENDRAGON PUBLISHING www.pendragonpublishing.co.uk BACKTRACK 22-1 2008:Layout 1 21/11/07 14:17 Page 4 SOUTHERN GONE WEST A busy scene at Halwill Junction on 31st August 1964. BR Class 4 4-6-0 No.75022 is approaching with the 8.48am from Padstow, THE NORTH CORNWALL while Class 4 2-6-4T No.80037 waits to shape of the ancient Bodmin & Wadebridge proceed with the 10.00 Okehampton–Padstow. -

Derailment of a Passenger Train Near Clogwyn Y Gwin South Foot Crossing, Welsh Highland Railway, 10 June 2018 Important Safety Message
Derailment of a passenger train near Clogwyn y Gwin South foot crossing, Welsh Highland Railway, 10 June 2018 Important Safety Message This derailment demonstrates the importance of heritage railways ensuring that specific and appropriate inspections and checks are built into the vehicle maintenance and overhaul regimes to monitor the integrity of all safety critical components which could cause derailment in the event of failure, and also to ensure that such components are reassembled correctly after overhaul. This is of particular importance on narrow gauge lines and railways that operate in mountainous areas. Summary of the accident At approximately 12:15 hrs on 10 June 2018, a passenger train, travelling from Porthmadog to Caernarfon on the Welsh Highland Railway, became derailed close to Clogwyn y Gwin South footpath crossing. The crossing is approximately 0.75 miles (1.2 km) north of Rhyd Ddu station. The train was travelling at around the maximum permitted speed at this location of 10 mph (16 km/h). The leading wheelset of the locomotive derailed on a right-hand curve. The driver immediately applied the train’s brake and the train came to a stop in a distance of about 30 metres. The train was hauled by a ‘Garratt’ steam locomotive, number 143, and comprised nine coaches. There were 74 passengers and 7 members of staff on board the train. Rail Accident Investigation Branch Safety digest 06/2018: Clogwyn y Gwin Locomotive 143 at Rhyd Ddu station travelling in same direction (right to left of photograph) as at the time of derailment No injuries were reported amongst the passengers or crew. -
The Communication Cord Is Rather “P2 from Acorns Grow”
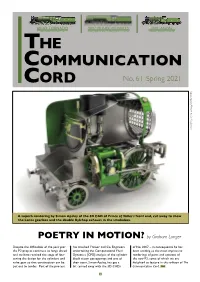
60163 TORNADO 2007 PRINCE OF WALES 3403 ANON New Steam for the Main Line Building Britain’s Most Powerful Steam Locomotive Recreating Gresley’s last design THE COMMUNICATION CORD No. 61 Spring 2021 Simon Apsley/Frewer & Co. Engineers A superb rendering by Simon Apsley of the 3D CAD of Prince of Wales's front end, cut away to show the Lentz gearbox and the double Kylchap exhaust in the smokebox. POETRY IN MOTION? by Graham Langer Despite the difficulties of the past year has involved Frewer and Co. Engineers of No. 2007 – in consequence he has the P2 project continues to forge ahead undertaking the Computational Fluid been sending us the most impressive and we have reached the stage of fine- Dynamics [CFD] analysis of the cylinder renderings of parts and sections of tuning the design for the cylinders and block steam passageways and one of the new P2, some of which we are valve gear so that construction can be their team, Simon Apsley, has got a delighted to feature in this edition of The put out to tender. Part of the process bit carried away with the 3D CADs Communication Cord. TCC 1 CONTENTS EDITORIAL by Graham Langer FROM THE CHAIR by Steve Davies PAGE 1 Poetry in motion? As I write this towards the use of coal. However, the n recent weeks time, from Leicester to Carlisle via the physically meeting. Video conferencing is PAGE 2 editorial Tornado sector produces a tiny percentage of we have all felt spectacular Settle & Carlisle Railway. It probably here to stay but punctuated by Contents is still “confined to the country’s greenhouse gasses and Idrawn even might seem premature to say this, but I periodic ‘actual’ meetings. -

Bulletin 173 Plate 1 Smithsonian Institution United States National Museum
U. S. NATIONAL MUSEUM BULLETIN 173 PLATE 1 SMITHSONIAN INSTITUTION UNITED STATES NATIONAL MUSEUM Bulletin 173 CATALOG OF THE MECHANICAL COLLECTIONS OF THE DIVISION OF ENGINEERING UNITED STATES NATIONAL MUSEUM BY FRANK A. TAYLOR UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1939 For lale by the Superintendent of Documents, Washington, D. C. Price 50 cents ADVERTISEMENT Tlie scientific publications of the National Museum include two series, known, respectively, as Proceedings and Bulletin. The Proceedings series, begun in 1878, is intended primarily as a medium for the publication of original papers, based on the collec- tions of the National Museum, that set forth newly acquired facts in biology, anthropology, and geology, with descriptions of new forms and revisions of limited groups. Copies of each paper, in pamphlet form, are distributed as published to libraries and scientific organi- zations and to specialists and others interested in the different sub- jects. The dates at which these separate papers are published are recorded in the table of contents of each of the volumes. Tlie series of Bulletins, the first of which was issued in 1875, contains separate publications comprising monographs of large zoological groups and other general systematic treatises (occasionally in several volumes), faunal works, reports of expeditions, catalogs of type specimens and special collections, and other material of simi- lar nature. The majority of the volumes are octavo in size, but a quarto size has been adopted in a few instances in which large plates were regarded as indispensable. In the Bulletin series appear vol- umes under the heading Contrihutions from the United States Na- tional Eerharium, in octavo form, published by the National Museum since 1902, which contain papers relating to the botanical collections of the Museum. -

Rigging Terms
Appendices 209 Appendix (i) Personal safety equipment and first aid Riggers often have to wear helmets, gloves, eye protection, face masks and respirators and steel capped boots to protect themselves from injury. It is the responsibility of your employer to provide the necessary protective equipment. It is the responsibility of riggers to wear and use the equipment properly and where and when necessary. Safety helmets Safety helmets with chin straps must be worn wherever there is a risk of objects falling from above and on any work site where the hard hat sign is displayed. Helmets should comply with AS 1801 Industrial safety helmets. Gloves Riggers should wear close fitting pigskin gloves to protect hands from: • heat and abrasion • molten metal • sharp edges. Special purpose gloves may be required for protection against chemicals including acids, alkalis, solvents, fats and oils. Eye protection Wear eye protection that conforms to AS 1337 Eye protectors for industrial applications if you are likely to be exposed to: • physical damage caused by – flying particles, dust, molten metal • chemical damage caused by – toxic liquids, gases and vapours dusts • radiation damage caused by – sunlight, visible light, infra red, laser. Respiratory protection Riggers should wear a face mask that conforms to AS 1716 Respiratory protective devices if you are likely to be exposed to: • toxic gases and vapours • irritating dusts, such as silica. Inhalation of some chemical vapours and gases can cause death or a wide range of unpleasant symptoms including narcosis and headaches. Common dusts such as silica can cause lung disease later in life and is found wherever there is excavation, ie building sites, road works, tunnelling and mining. -

POLLY MODEL ENGINEERING Combined Catalogue
Email: [email protected] Manufacturers and suppliers to the model engineering hobby www.pollymodelengineering.co.uk Polly Model Engineering Limited Tel: +44 115 9736700 Atlas Mills, Birchwood Avenue Fax: +44 115 9727251 Long Eaton NOTTINGHAM ENGLAND NG10 3ND Incorporating BRUCE ENGINEERING POLLY MODEL ENGINEERING Combined Catalogue Incorporating Bruce Engineering Model Engineers Supplies Practical Scale Fine Scale Locomotives October 2014 Tel: +44 (0)115 9736700 Fax: +44 (0)115 9727251 October 2014 For All your Model Engineering Requirements: Email: [email protected] Polly Model Engineering Ltd (inc Bruce Eng) Fax +44 (0)115 9727251 Web: www.pollymodelengineering.co.uk Page 1 Telephone: +44 (0)115 9736700 Introduction : Building on the strong foundations of Bruce Engineering and Polly Locos, Polly Model Engineering Limited is one of the leading suppliers to the model engineering hobby. Unique amongst suppliers with its in house manufacturing capabilities, Polly is able to address all your model engineering requirements. Combining over forty years experience in supplying model engineers and a comparable time in the manufacture of renowned Polly kit build locomotives, we can justifiably claim to understand the needs of the model engineer. Furthermore we pride ourselves on the stock held, such that most items are available for immediate despatch. Separate catalogues are available detailing: Polly Locomotive kits, Polly Spares and Stuart Models. This catalogue combines the model engineers supplies and the Practical Scale elements of our business. Frequently in the recent past we have found customers not realising that the items required were available from Polly, but in the other catalogue. We hope you find this catalogue interesting and useful. -

Locomotives of 1907-C.LAKE-1907-Pg 56.Pdf
F CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF ^N. QJ/^\D F CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF Ji^ i J>w>mf<^cM'^^ i F CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA ~ 1" QJSV> LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA LIBRARY OF THE UNIVERSITY OF CALIFORNIA IIRRtRY OF THF IINIVFRSiTY (IF RtLIFORNIt LIBRARY OF THE UNIVERSITY OF CALIFORNIA LOCOMOTIVES OF 1907 BY CHAS. S. J.AKE, A.M.I.MECH.E., MEMBER SOCIETY OF ARTS. " " Author of The World's Locomotives," The Locomotive Simply Explained" "Locomotives of 1906." LONDON : PERCIVAL MARSHALL & CO., 26-29, POFFIN'S COURT, FLEET STREET, E.G. FOUR-CYLINDER SIMPLE (460 TYPE) EXPRESS LOCOMOTIVE, GREAT WESTERN RAILWAY. MR. G. J. CHURCHWARD, M.Inst.C.E., Locomotive Superintendent, SWINDON. Leading Particulars. : ins. 26 ins. ft. Cylinders (4) Diameter, 14^ ; piston stroke, Grate area, 27-07 sq. wheels ft. 2 ins. Bogie diameter. 3 Working pressure, 225 Ibs. per sq. in. wheels diameter, 6 ft. 8J ins. tons 16 cwts. of Coupled Weight on coupled wheels, 58 ; weight engine (in : ft. ft. Wheelbase 14 9 ins. ; total, 3 ins. Rigid, 27 working order), 76 tons 14 cwts. : at ft. ins. ft. 6 ins. -

Valves,+Instruments,+Supervision.Pdf
Gruppe_6 16.09.2004 11:21 Uhr Seite 1 VN - PumpenValves, Instruments, Supervision Butterfly valve Design: Wafer-type for fitting between flanges LUG-type for fitting at end of pipeline. Double-flanged type. The butterfly valves can be delivered in standard design with a divided shaft, heavy industry and marine design with an undivided shaft. Big valves for heavy duty will be delivered in double- eccentric design Size: DN 20 - DN 1400 Operation pressure:up to 30 bar Flanges: suitable for or according to DIN 2501 PN6/10/16 ANSI B16.5, class 150 Temperature range: -35 ºC / +160 ºC (depends on seal) Materials: Casing: Cast iron, spheroidal cast iron, aluminium, cast steel 6 Disc: Cast iron, cast steel, bronze, Ni-Al bronze, stainless steel Replaceable soft seal: NBR, EPDM, CSM, FPM, VSI, AU Shaft: Stainless steel Actuator: Hand-lever, handwheel with gear, electric, hydraulic, pneumatic actuator with emergency hand operation 1 Gruppe_6 16.09.2004 11:21 Uhr Seite 2 Valves, Instruments, SupervisionVN - Pumpen Wedge gate valve Gate valve with flat body acc. to DIN size DN pressure range PN 3216 40 - 1200 2.5/4 3352 40 - 1000 1/10 Can be delivered with outside screw. Tanker design DN 100 - 600 with handhole door. Material: cast iron, spheroidal cast iron, CuSn5Pb5Zn5, CuSn10, stainless steel, cast steel Gate valve with oval body acc. to DIN size DN pressure range PN 3225 40 - 1200 10/16 3225 40 - 1200 12/25 3352 40 - 600 10/16 3352 40 - 500 25 Can be delivered with outside stem screw. Material: cast iron, spheroidal cast iron, stain- less steel, cast steel 6 Gate valve with circular body acc. -

STEAM BOILER and UNFIRED PRESSURE VESSEL) REGULATIONS, 1970 Incorporating Latest Amendments - P.U.(A) 323/99
FACTORIES AND MACHINERY ACT 1967 [64 OF 1967] P.U.(A) 5/70 FACTORIES AND MACHINERY (STEAM BOILER AND UNFIRED PRESSURE VESSEL) REGULATIONS, 1970 Incorporating latest amendments - P.U.(A) 323/99 Publication : 8th January 1970 Date of coming into operation : 1st February 1970 ARRANGEMENT OF REGULATIONS Preamble Regulation 1. Citation and commencement. 2. Interpretation. PART I GENERAL CONDITIONS 3. Application. 4. Exemption. 5. Manufacture of boilers and pressure vessels. 6. Imported steam boiler and pressure vessel. 7. Standard conditions. 8. Variation from the standard conditions. 9. Chief Inspector may refuse to assign a working pressure. PART II STEAM BOILERS Regulation 10. Essential fittings. 11. Fittings-general provisions. 12. Safety valves. 13. Water gauges. 14. Pressure gauge. 15. Blow-down valves and cocks. 16. Main stop valve. 17. Fusibleplug. 18. Feed check valve. 19. Low-water fuel cut-out. 20. Low-water alarm. 21. Inspector's test attachment. 22. Nameplate. 23. Manhole door. 24. Superheaters. 25. Economiser fittings. 26. Foundations. 27. Brickwork settings. 28. Dampers. 29. Chimneys. 30. Lagging. 31. Access. 32. Boiler to be under cover. 33. Boiler houses. 34. Oil burning equipment. 35. Hand controlled burner system. 36. Semi-automatic burner system. 37. Fully automatic burner system. 38. Oil flash point. 39. Exhibition of manufacturer's or maker's instructions. 40. Oil fuel tanks. 41. Heating surface. 42. Steam tests. 43. Boiler feed water. 44. Boiler register. PART III UNFIRED PRESSURE VESSELS Regulation 45. Corrosive service conditions. 46. Doors. 47. Essential Fittings. 48. Safety valves. 49. Location of safety valves. 50. Discharge from safety valves. 51. Inter-connected vessels. -

Honorary President Professor Dugald Cameron OBE
Honorary President Professor Dugald Cameron OBE PACIFIC PROGRESS (photo courtesy www.colourrail.com) We haven’t seen much snow in Surrey in recent years but you can almost feel the chill in this fine view of Merchant Navy No 35005 ‘Canadian Pacific’ approaching Pirbright Junction in the winter of 1963. As mentioned previously in these pages, ‘Can Pac’ was one of 10 Merchant Navy Pacifics to be fitted with North British boilers from new and the loco still carries it in preservation today. At the present time No 35005 is undergoing a thorough overhaul with the NBL boiler at Ropley on the Mid Hants Railway and the frames etc at Eastleigh Works in Hampshire. Mid Hants volunteer John Barrowdale was at Ropley on 15th January and reports that CP’s new inner firebox was having some weld grinding attention before some new weld is added. The boilersmith told him that apart from the welding on the inner wrapper plus a bit on the outer wrapper it is virtually complete with the thermic synthons all fitted in. They hope to be able to drop the inner wrapper into the outer wrapper by the end of March and then the long task of fitting all the 2400 odd stays into the structure beckons plus the fitting of the foundation ring underneath. After work on the boiler is complete it will be sent to Eastleigh to be reunited with the frames and final assembly can begin. There is a long way to go but it shows what can be achieved by a dedicated team of preservationists ! We wish John and his colleagues the very best of luck and look forward to seeing Canadian Pacific in steam again in the years to come. -
Rigging: Guide 1995
RIGGING GUIDE 1995 WorkCover. Watching out for you. New South Wales Government A guide to rigging Edited by David West Expert advice from Des Highfield, Ivan Bignold, Phil Court, Chris Turner, Barry Haines, Roy Cullen and Jack Campbell 1. Rigging 2. Certification 3. Occupational health and safety Second edition 1997 Disclaimer This publication may contain occupational health and safety and workers compensation information. It may include some of your obligations under the various legislations that WorkCover NSW administers. To ensure you comply with your legal obligations you must refer to the appropriate legislation. Information on the latest laws can be checked by visiting the NSW legislation website (www.legislation.nsw.gov.au) or by contacting the free hotline service on 02 9321 3333. This publication does not represent a comprehensive statement of the law as it applies to particular problems or to individuals or as a substitute for legal advice. You should seek independent legal advice if you need assistance on the application of the law to your situation. © WorkCover NSW Foreword This competency guide has been developed jointly by the WorkCover Authority of NSW and the Victorian WorkCover Authority. It is a major revision of the old and widely respected NSW publication, A guide for riggers. It has been structured to reflect the nationally uniform certificate classes for rigging and conform to the standards for rigging set out in the National OHS Certification Standard for Users and Operators of Industrial Equipment. The text is also consistent with the nationally uniform assessment instruments used by certificate assessors and a range of Australian Standards which cover equipment and work involved with rigging.