Gear Hobbing Technology Update
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Rotary Transfer Machines Hydromat® Hc Product Line
ROTARY TRANSFER MACHINES HYDROMAT® HC PRODUCT LINE Precise | Productive | Reliable The FFG Rotary Transfer Platform Flexible Multi-Machining with Hydromat® Precise, modular and efficient: The FFG group is the The ability to set up working stations horizontally as well as world’s leading manufacturer of rotary transfer machines vertically allows big machining jobs with the highest output and offers the best solutions for workpieces at the high just-in-time. The enormous flexibility of the rotary transfer volume end. machines gives our clients a major advantage in dealing with the growing challenges of today’s global markets: United under the roof of the FFG group: with the rotary 3 The most cost-effective solutions transfer machines of the tradition brands IMAS, Pfiffner and 3 Maximum precision and process reliability in mass production Witzig & Frank, you are always one cycle ahead. 3 High investment security thanks to extensive modularity 3 High reusability thanks to reconfigurable machine systems The rotary transfer machine program covers all applications for 3 High flexibility and variability (simpler retooling, reduced the serial production of complex metal parts. Rotary transfer setup times) machines are designed for the handling of bar and coil materials, 3 High machine availability or automatic part feeding. They guarantee high-precision 3 Low maintenance costs (TCO) machining of each workpiece, being carried out simultaneously 3 Turnkey solutions on each station. Every rotary transfer machine is specified, 3 Process optimisation -

Education K-12
Mississippi Department of Education Title 7: Education K-12 Part 61: Manufacturing, Career Pathway Precision Machining Mississippi CTE Unit Plan Resource Page 1 of 120 Precision Machining Mississippi Department of Education Program CIP: 48.0503 Direct inquiries to Doug Ferguson Bill McGrew Instructional Design Specialist Program Coordinator Research and Curriculum Unit Office of Career and Technical Education Mississippi State University Mississippi Department of Education P.O. Drawer DX P.O. Box 771 Mississippi State, MS 39762 Jackson, MS 39205 662.325.2510 601.359.3461 E-mail: [email protected] E-mail: [email protected] Published by Office of Career and Technical Education Mississippi Department of Education Jackson, MS 39205 Research and Curriculum Unit Mississippi State University Mississippi State, MS 39762 Betsey Smith, Curriculum Manager Jolanda Harris, Educational Technologist Kim DeVries, Editor The Research and Curriculum Unit (RCU), located in Starkville, MS, as part of Mississippi State University, was established to foster educational enhancements and innovations. In keeping with the land grant mission of Mississippi State University, the RCU is dedicated to improving the quality of life for Mississippians. The RCU enhances intellectual and professional development of Mississippi students and educators while applying knowledge and educational research to the lives of the people of the state. The RCU works within the contexts of curriculum development and revision, research, assessment, professional development, and industrial training. The Mississippi Department of Education, Office of Career and Technical Education does not discriminate on the basis of race, color, religion, national origin, sex, age, or disability in the provision of educational programs and services or employment opportunities and benefits. -
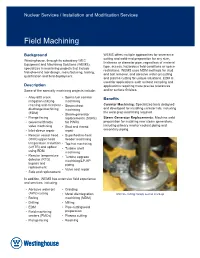
Field Machining
Nuclear Services / Installation and Modification Services Field Machining Background WEMS offers multiple approaches for severance cutting and weld-end preparation for any size, Westinghouse, through its subsidiary WEC thickness or diameter pipe, regardless of material Equipment and Machining Solutions (WEMS), type, access, hazardous field conditions or space specializes in machining projects that include restrictions. WEMS uses MDM methods for stud first-of-a-kind tool design, manufacturing, testing, and bolt removal, and abrasive water-jet cutting qualification and field deployment. and plasma cutting for unique situations. EDM is used for applications such as boat sampling and Description applications requiring more precise tolerances Some of the specialty machining projects include: and/or surface finishes. • Alloy 600 crack • Spent-fuel canister Benefits mitigation utilizing machining reaming and electrical • Steam chest Canister Machining: Specialized tools designed discharge machining machining and developed for installing canister lids, including the weld-prep machining required. (EDM) • Steam generator • Flange facing replacements (SGRs) Steam Generator Replacements: Machine weld • Governor/throttle for PWRs preparation for installing new steam generators, valve machining • Stud and thread including primary reactor coolant piping and • Inlet sleeve repair repair secondary piping. • Reactor vessel head • Superheat/re-heat (RVH) upper head header machining temperature reduction • Top hat machining (UHTR) and upflow • Turbine shell -

SDB 412/2 Small Diameter Beveler Datasheet
SDB 412 I.D. MOUNT END PREP RUGGED CONSTRUCTION • Compact, heavy duty cast aluminum housing is tough yet lightweight • Precision tapered roller bearings and self lubricating bushings maximize machine life • Special heat treated ring and pinion gears for demanding pipe prepping applications • High strength, large diameter mandrel FACE shaft and wide surface chuck legs maximize rigidity BEVEL • Right angle air motor placement minimizes clearance requirements COUNTERBORE • DESCRIPTION Corrosion and wear resistant finish applied to external components Wachs SDB 412/2 is a hand held beveling machine that delivers maximum power and performance FAST SETUP for fast, accurate O.D. weld preps on pipe and • Quick change extension legs use tube from 4” thru 12” (101 - 305mm) up to captivated fasteners to mount 1.125” (29mm) wall. The SDB 412 is designed to firmly to mandrel face, bevel and counterbore simultaneously on carbon, stainless and high alloy steels. A • One adjustment, expandable I.D. mount three leg chuck automatically centers proven workhorse, it sets up quickly with a self SDB 412 sets up quickly with self centering centering mandrel and chuck assembly that and squares the machine mandrel and quick change extension legs mounts to the pipe I.D. The SDB 412’s design • Four tool rotating head with large tool means one person can set up, operate and locking set screws create perfect weld preps in minutes. • Install or adjust tool bits in seconds • Only 2 hand tools required for setup, VERSATILE DESIGN both included Like the smaller SDB 103 and 206, the SDB 412 is highly versatile. It’s ideal for machining EASY OPERATION thin wall pipe, heavy wall tube, prepping tees, • Convenient on/off motor valve with elbows and valves and (with the optional FF adjustable hand grip speed control kit) flange facing. -
Development of an Electrochemical Micromachining (Μecm) Machine
Development of an Electrochemical Micromachining (µECM) machine A Thesis Submitted for the Degree of doctor of Philosophy By Alexandre SPIESER College of Engineering, Design and Physical Sciences Brunel University London, United Kingdom March 2015 i ABSTRACT Electrochemical machining (ECM) and especially electrochemical micromachining (µECM) became an attractive area of research due to the fact that this process does not create any defective layer after machining and that there is a growing demand for better surface integrity on different micro applications such as microfluidics systems and stress- free drilled holes in the automotive and aerospace sectors. Electrochemical machining is considered as a non-conventional machining process based on the phenomenon of electrolysis. This process requires maintaining a small gap - the interelectrode gap (IEG) - between the anode (workpiece) and the cathode (tool-electrode) in order to achieve acceptable machining results (i.e. accuracy, high aspect ratio with appropriate material removal rate and efficiency). This work presents the design of a next generation µECM machine for the automotive, aerospace, medical and metrology sectors. It has 3 axes of motion (X, Y and Z) and a spindle allowing the tool-electrode to rotate during machining. The linear slides for each axis use air bearings with linear DC brushless motors and 2nm- resolution encoders for ultra-precise motion. The control system is based on the Power PMAC motion controller from Delta Tau. The electrolyte tank is located at the rear of the machine and allows the electrolyte to be changed quickly. A pulse power supply unit (PSU) and a special control algorithm have been implemented. -
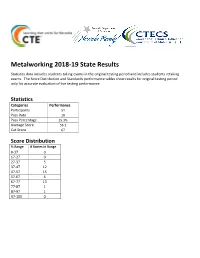
Metalworking Statistics
Metalworking 2018-19 State Results Statistics data includes students taking exams in the original testing period and includes students retaking exams. The Score Distribution and Standards performance tables show results for original testing period only for accurate evaluation of live testing performance. Statistics Categories Performance Participants 51 Pass Rate 18 Pass Percentage 35.3% Average Score 56.1 Cut Score 67 Score Distribution % Range # Scores in Range 0-17 0 17-27 0 27-37 5 37-47 12 47-57 15 57-67 4 67-77 13 77-87 1 87-97 1 97-100 0 Metalworking 1) Content Standard 1.0 - Identify Lab Organization and Safety Procedures 67.75% 1) Performance Standard 1.1 : Demonstrate General Lab Safety Rules and Procedures 75.91% 1) 1.1.1 Describe general shop safety rules and procedures (i.e., safety test) 72.55% 3) 1.1.3 Comply with the required use of safety glasses, ear protection, gloves, and shoes during lab/shop activities (i.e., personal protection equipment PPE) 71.57% 5) 1.1.5 Operate lab equipment according to safety guidelines 80.85% 7) 1.1.7 Utilize proper ventilation procedures for working within the lab/shop area 84.31% 8) 1.1.8 Identify marked safety areas 92.16% 9) 1.1.9 Identify the location and the types of fire extinguishers and other fire safety equipment; demonstrate knowledge of the procedures for using fire extinguishers and other fire safety equipment 54.9% 12) 1.1.12 Identify and wear appropriate clothing for lab/shop activities 43.14% 15) 1.1.15 Locate and interpret material safety data sheets (MSDS) 88.24% 2) Performance -

TSE 1.0 Tube Squaring Electric User Manual
Tube Squaring Machine Model TSE 1.0 i TUBE & PIPE SQUARING MACHINES Mod. TSE Ser.No. E.H. WACHS COMPANIES 100 Shepard St. Wheeling Il. 60090 Patent Pending Part Number: 18-MAN-01 Revision No: 3 Revised February 2014 TSE TUBE SQUARING MACHINE TABLE OF CONTENTS SECTION I. STANDARD EQUIPMENT ........................................................................................1 SECTION II. SAFETY ................................................................................................................... 2 SECTION III. CE DECLARATION OF CONFORMITY ...................................................................6 SECTION IV. MACHINE SPECIFICATIONS ..................................................................................7 SECTION V. SET UP & OPERATING PROCEDURES.................................................................. 8 SECTION VI. MAINTENANCE .......................................................................................................11 SECTION VII. OPERATIONAL CHARTS & GRAPHS.....................................................................12 SECTION VIII. TROUBLE SHOOTING.............................................................................................14 SECTION IX. PARTS LISTS & EXPLODED VIEW DRAWINGS.....................................................15 SECTION X. ORDERING INFORMATION.....................................................................................19 TSE TUBE SQUARING MACHINE SECTION I TSE ST ANDARD EQUIPMENT • TSE 1.0 with drive motor and cord • "T" handle allen -

The Rinehart Ball Point Pen Kit Instructions
77D03 Revised 04/15/11 The Rinehart Ball Point Pen Kit Product #152729, 152730 General Instructions 5. Mandrel Preparation Whether you’re a novice turner or a pro, you’ll find these projects Woodcraft’s new Pen and Pencil Maker’s Mandrel system are all quick and easy to make. Using cut-offs and shorts, the allows you to turn a variety of small projects without requiring type everyone saves but doesn’t know what to do with, you’ll find the purchase of a unique, special mandrel each time. The only yourself making handsome, custom woodturning projects which item you will need to purchase to turn new projects is the spe- are great for gifts or for sale. The following is general in nature, cially designed bushing set for the project of your choice. The please refer to the instruction sheet on the opposite side for mandrel is provided with either a #1 Morse Taper (141468) or a specific dimensions and sizes for your project. #2 Morse Taper (141469). If you prefer to use the mandrel in a three jaw chuck, simply loosen the Morse Taper set screw and 1. Cutting Blanks slide the Morse Taper off of the shaft. Now the mandrel shaft may Cut wooden blanks to the size specified in the enclosed instruc- be mounted directly in your three jaw chuck. With the bushing tions. For your safety, be sure that the blanks are solid and have sets specified on the project instruction sheet, mount your wood no holes, checks or other defects. blanks and bushings as depicted for each project. -

Deep Drilling Machines Machines Cells Type FPZ Machines Type TBM Und KTBM
V1.2014 PROGRAMME SPECIAL MACHINES www.unior-specialmachines.com Plan • CUSTOMERS REFERENCE p3 • QUALITY MANAGEMENT p4 • PRODUCTS p5 • REFERENCE WORKPIECES FOR AUTOMATIVE INDUSTRY p15 • REFERENCE WORKPIECES PER MACHINES TYPES p20 Customers Quality management Products Rotary Indexing Table Flexible-Processing End Facing Deep Drilling Machines Machines Cells Type FPZ Machines Type TBM und KTBM Flexible Machines Flexible Machines 5-Axis-Processing Special/Transfer Type UH Type KWTB Modules Type RHW Machines Rotary Indexing Table Machines • Technical data High-speed machining of workpieces 3 Axe x 8 stations indexing table/more options on customer’s demand Revolver (6 or 8 tools) / Magazine (20 or 30 tools) Multiple spindle machining head usage Siemens/Indramat standard control unit/others on customer’s demand MQL (Minimum Quantity Lubrication) / emulsion / dry processing Flexible Processing Cells FPZ • Technical data X- Axe with stroke up to 600 mm Y- Axe with stroke up to 1200 mm Z- Axe mit stroke up to 500 mm C- Axe/rotation Axe 360° with clamp system Revolver / magazine, multiple spindel drilling head / different Variants Working space 650 x 600 x 400 mm End-Facing Machines • Technical data Coordinate drilling Thread cutting interior/exterior Chamfering Contour milling Lathing Frontal alignment Standard Deep Drilling Machines • Technical data TBM 15 Drillsystem ELB Drilling in full ø 2 – 15 mm Redrilling max 20 mm Depth of drill up to 1000 mm • Technical data TBM 30 Drillsystem ELB / BTA Drilling in full ø 6 – -
Metalworking Standards
METALWORKING STANDARDS This document was prepared by: Office of Career, Technical and Adult Education Nevada Department of Education 755 N. Roop Street, Suite 201 Carson City, NV 89701 Adopted by the State Board of Education / State Board for Career and Technical Education on December 14, 2012 The State of Nevada Department of Education is an equal opportunity/affirmative action agency and does not discriminate on the basis of race, color, religion, sex, sexual orientation, gender identity or expression, age, disability, or national origin. METALWORKING STANDARDS 2012 NEVADA STATE BOARD OF EDUCATION NEVADA STATE BOARD FOR CAREER AND TECHNICAL EDUCATION Stavan Corbett ................................................................ President Adriana Fralick ...................................................... Vice President Annie Yvette Wilson............................................................ Clerk Gloria Bonaventura ......................................................... Member Willia Chaney ................................................................. Member Dave Cook ...................................................................... Member Dr. Cliff Ferry ................................................................. Member Sandy Metcalf ................................................................. Member Christopher Wallace.........................................................Member Craig Wilkinson .............................................................. Member Aquilla Ossian .........................................