Download Article
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Design of Continuously Variable Bicycle Transmission
Innovative Bicycle Drivetrain Design of continuously variable bicycle transmission Author: Jean Kolb Supervisor: Dr Eng. Slawomir Kedziora Chain drive with derailleur change mechanism . 98.5% efficiency . Relatively low weight . The most common drivetrain . Not innovative NuVinci CVT hub . Continuously variable ratio . Torque transmitted by traction . Ball planets change the contact angle Source: https://www.fallbrooktech.com/nuvinci-technology CVT hub by Hiroyuki Urabe . Used as reference for own design . Upstream planetary gear train and roller train . Estimated efficiency of 90% . Patented, but not developed CVT hub by Hiroyuki Urabe Pros Cons . Different and innovative . Relatively heavy weight . Continuously variable . Lower transmission efficiency . Enhanced e-bike engine . More complex than the efficiency comparable design from . Protected in hub enclosure “NuVinci” . Clean look Presentation and explanation of the developed design CVT hub Developed CVT hub Autodesk Fusion 360 unites every development step Cloud computing Developed CVT hub Developed CVT hub Upstream planetary gear train Input Output Sprocket Input Input torque on ring gear Fixed carrier Developed CVT hub Planetary roller train Output Input Input torque on sun roller Non-rotatable but on axle displaceable carrier Preloaded spring Preloaded spring to guarantee enough traction Wave spring Preloaded spring Spline Radial bearing on slidable sleeve Needle bearings Axial bearing gets pushed Left handed thread Gap between roller and sun Left handed thread Changing -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -
Intelligent Process Optimization „Innovation Is Our Future.“ Sascha Tschiggfrei, CEO the Future Has Begun
Intelligent Process Optimization „Innovation is our future.“ Sascha Tschiggfrei, CEO The Future has begun As a global market leader, we manufacture technologically advanced high precision tool holders for turning centers and swiss type lathes that are known for high performance and long life-time. Using our new “smart” technology, our customers will be able to intelligently optimize and monitor their processes in the future. Intelligent Process State-of-the-art technology for maximum productivity. With this claim, WTO develops Optimization and produces superior precision tool holders in terms of technology and quality. Used intelligently, processes are optimized and production becomes more productive. WTO Driven Precision Tool Holders equipped with innovative „smart“ technology enable intelligent online process monitoring. “Consistent development - always one step ahead.” Karlheinz Jansen, CTO High Tech – Made in Germany From the technical design to the finished product we make no compromises when it comes to manufacturing our high precision tool holders. Permanent investment in state-of-the-art production technologies, high quality standards and a large manufacturing depth. Our products are in use worldwide, wherever precision parts are manufactured on turning centers with high productivity. „Our employees don‘t work for WTO. They work for the success of our customers.“ Daniel Sierra, Sales Director WTO Your Success is our Business Motivated employees are the basis for 100 % consistent customer focus. WTO offers its employees a state-of-the-art working environ- ment to work independently and ensures highly motivated employees in a family-owned technology company. To a large extent, WTO relies on its own highly qualified employees in order to achieve high quality standards. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Industrial Productivity Training Manual
INDUSTRIAL PRODUCTIVITY TRAINING MANUAL Version 2.0 Written by: Dr. Michael R. Muller - Director, Don Kasten ©2006 Rutgers, the State University of New Jersey Table of Contents INTRODUCTION..............................................................................2 PRODUCTIVITY TOOLBOX ..............................................................5 Toolbox Introduction.....................................................................6 Productivity Metrics......................................................................9 Cost of Labor..............................................................................10 Space Optimization .......................................................................11 Productivity Questions...................................................................14 CONCEPTS FOR PRODUCTIVITY ENHANCEMENT, PART I INCREASING PIECES/PERSON/HOUR .............................................19 QUICK CHANGES......................................................................20 AR No. 1 Decrease Die Change-Out & Start-Up Times...................26 AR No. 2 Use Fixtures to Reduce Lathe Set-up Times....................32 AR No. 3 Install a Rotating Nozzle Carousel to Reduce Set-Up Times.34 AR No. 4 Employ Modular Jigs to Reduce Process Set-up Times.......36 BOTTLENECK MITIGATION.........................................................39 AR No. 5 Add Machine Operators to Reduce Production Bottleneck....41 AR No. 6 Install Refrigeration System to Cool Product...................45 AR No. 7 Replace Old Lathe -

Rotary Transfer Machines Hydromat® Hc Product Line
ROTARY TRANSFER MACHINES HYDROMAT® HC PRODUCT LINE Precise | Productive | Reliable The FFG Rotary Transfer Platform Flexible Multi-Machining with Hydromat® Precise, modular and efficient: The FFG group is the The ability to set up working stations horizontally as well as world’s leading manufacturer of rotary transfer machines vertically allows big machining jobs with the highest output and offers the best solutions for workpieces at the high just-in-time. The enormous flexibility of the rotary transfer volume end. machines gives our clients a major advantage in dealing with the growing challenges of today’s global markets: United under the roof of the FFG group: with the rotary 3 The most cost-effective solutions transfer machines of the tradition brands IMAS, Pfiffner and 3 Maximum precision and process reliability in mass production Witzig & Frank, you are always one cycle ahead. 3 High investment security thanks to extensive modularity 3 High reusability thanks to reconfigurable machine systems The rotary transfer machine program covers all applications for 3 High flexibility and variability (simpler retooling, reduced the serial production of complex metal parts. Rotary transfer setup times) machines are designed for the handling of bar and coil materials, 3 High machine availability or automatic part feeding. They guarantee high-precision 3 Low maintenance costs (TCO) machining of each workpiece, being carried out simultaneously 3 Turnkey solutions on each station. Every rotary transfer machine is specified, 3 Process optimisation -

Basic Gear Systems
Basic Gear Systems A number of gears connected together is called a “Gear Train”. The gear train is another mechanism for transmitting rotary motion and torque. Unlike a belt and pulley, or chain and sprocket, no linking device (belt or chain) is required. Gears have teeth which interlock (or mesh) directly with one another. Advantages The main advantages of gear train transmission systems are that because the teeth on any gear intermesh with the next gear in the train, the gears can't slip. (An exact ratio is maintained.) Large forces can be transmitted. The number of turns a gear makes can be easily controlled. High ratios between the input and the output are easily possible. Disadvantages The main disadvantage of a gear system is it usually needs a lubrication system to reduce wear to the teeth. Oil or grease is used to reduce friction and heat caused by the teeth rubbing together. Gear systems to increase and decrease rotational velocity Gears are used to increase or decrease the speed or power of rotary motion. The measure of how much the speed or power is changed by a gear train is called the gear ratio (velocity ratio). This is equal to the number of teeth on the driver gear divided by the number of teeth on the driven gear. To decrease the speed of the output the driver gear is smaller than the driven gear. (This will reduce the speed but increase the “torque”.) This diagram shows a small gear (A) driving a larger gear (B). Because there are more teeth on the driven gear there is a reduction in output speed. -

Gear Rolling for Production of High Gears Alireza Khodaee
Gear Rolling for Production of High Gears Alireza Khodaee Gear Rolling for Production of High Gears Alireza Khodaee Licentiate Thesis, 2015 KTH Royal Institute of Technology Industrial Engineering and Management Department of Production Engineering SE-100 44 Stockholm, Sweden TRITA-IIP-15-06 ISSN: 1650-1888 ISBN: 978-91-7595-678-7 Abstract Gears are used to transmit mechanical work from one point to another. They are widely used in different mechanisms and they are the most important components of a transmission system. Thus, it is important that they are manufactured with high precision to deliver the work with highest possible efficiency. The dominant gear production method is metal cutting, like hobbing. The gear manufacturing industry aims to replace their traditional production lines with greener processes and thereby urge engineers to think about using metal forming methods instead of the traditional metal cutting solutions when possible. Gear rolling is an interesting metal forming method that can be an alternative method to fabricate gear wheels. Research on gear rolling firstly came into interest around 2000. Very few papers are published that covers the development of the method and its limitations and advantages. Almost all of these publications considered rolling of gear wheels with small modules. The focus of this study will be on application of gear rolling for gear wheels with large module (over 3 mm) where the amount of deformation is much larger than found in previous studies. In this thesis the Finite Element Method has been used to simulate and predict the results of rolling of high gears. In addition to that experiments were performed to validate the numerical results and develop the modelling technique for further investigations. -

Education K-12
Mississippi Department of Education Title 7: Education K-12 Part 61: Manufacturing, Career Pathway Precision Machining Mississippi CTE Unit Plan Resource Page 1 of 120 Precision Machining Mississippi Department of Education Program CIP: 48.0503 Direct inquiries to Doug Ferguson Bill McGrew Instructional Design Specialist Program Coordinator Research and Curriculum Unit Office of Career and Technical Education Mississippi State University Mississippi Department of Education P.O. Drawer DX P.O. Box 771 Mississippi State, MS 39762 Jackson, MS 39205 662.325.2510 601.359.3461 E-mail: [email protected] E-mail: [email protected] Published by Office of Career and Technical Education Mississippi Department of Education Jackson, MS 39205 Research and Curriculum Unit Mississippi State University Mississippi State, MS 39762 Betsey Smith, Curriculum Manager Jolanda Harris, Educational Technologist Kim DeVries, Editor The Research and Curriculum Unit (RCU), located in Starkville, MS, as part of Mississippi State University, was established to foster educational enhancements and innovations. In keeping with the land grant mission of Mississippi State University, the RCU is dedicated to improving the quality of life for Mississippians. The RCU enhances intellectual and professional development of Mississippi students and educators while applying knowledge and educational research to the lives of the people of the state. The RCU works within the contexts of curriculum development and revision, research, assessment, professional development, and industrial training. The Mississippi Department of Education, Office of Career and Technical Education does not discriminate on the basis of race, color, religion, national origin, sex, age, or disability in the provision of educational programs and services or employment opportunities and benefits. -

High Efficiency Moped a MQP Proposal Submitted to the Faculty Of
High Efficiency Moped A MQP Proposal Submitted to the Faculty of the WORCESTER POLYTECHNIC INSTITUTE in partial fulfillment of the requirements for the Degree of Bachelor of Science in Mechanical Engineering by ___________________________________ Tim Ellsworth Date: 10/11/2012 Approved: Prof. Kenneth Stafford, Major Advisor Prof. Cosme Furlong-Vazquez Table of Contents List of Tables ................................................................................................................................................. 4 List of Figures ................................................................................................................................................ 5 Abstract ......................................................................................................................................................... 7 Executive Summary ....................................................................................................................................... 9 Introduction ................................................................................................................................................ 12 Objective ................................................................................................................................................. 12 History ..................................................................................................................................................... 13 Component Selection ................................................................................................................................. -
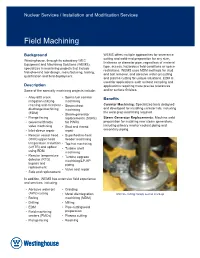
Field Machining
Nuclear Services / Installation and Modification Services Field Machining Background WEMS offers multiple approaches for severance cutting and weld-end preparation for any size, Westinghouse, through its subsidiary WEC thickness or diameter pipe, regardless of material Equipment and Machining Solutions (WEMS), type, access, hazardous field conditions or space specializes in machining projects that include restrictions. WEMS uses MDM methods for stud first-of-a-kind tool design, manufacturing, testing, and bolt removal, and abrasive water-jet cutting qualification and field deployment. and plasma cutting for unique situations. EDM is used for applications such as boat sampling and Description applications requiring more precise tolerances Some of the specialty machining projects include: and/or surface finishes. • Alloy 600 crack • Spent-fuel canister Benefits mitigation utilizing machining reaming and electrical • Steam chest Canister Machining: Specialized tools designed discharge machining machining and developed for installing canister lids, including the weld-prep machining required. (EDM) • Steam generator • Flange facing replacements (SGRs) Steam Generator Replacements: Machine weld • Governor/throttle for PWRs preparation for installing new steam generators, valve machining • Stud and thread including primary reactor coolant piping and • Inlet sleeve repair repair secondary piping. • Reactor vessel head • Superheat/re-heat (RVH) upper head header machining temperature reduction • Top hat machining (UHTR) and upflow • Turbine shell