Active Thermal Control System Radiators for the Dream Chaser Cargo System
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Computational Fluid Dynamic Analysis of Scaled Hypersonic Re-Entry Vehicles
Computational Fluid Dynamic Analysis of Scaled Hypersonic Re-Entry Vehicles A project presented to The Faculty of the Department of Aerospace Engineering San Jose State University In partial fulfillment of the requirements for the degree Master of Science in Aerospace Engineering by Simon H.B. Sorensen March 2019 approved by Dr. Periklis Papadopoulous Faculty Advisor 1 i ABSTRACT With the advancement of technology in space, reusable re-entry space planes have become a focus point with their ability to save materials and utilize existing flight data. Their ability to not only supply materials to space stations or deploy satellites, but also in atmosphere flight makes them versatile in their deployment and recovery. The existing design of vehicles such as the Space Shuttle Orbiter and X-37 Orbital Test Vehicle can be used to observe the effects of scaling existing vehicle geometry and how it would operate in identical conditions to the full-size vehicle. These scaled vehicles, if viable, would provide additional options depending on mission parameters without losing the advantages of reusable re-entry space planes. 2 Table of Contents Abstract . i Nomenclature . .1 1. Introduction. .1 2. Literature Review. 2 2.1 Space Shuttle Orbiter. 2 2.2 X-37 Orbital Test Vehicle. 3 3. Assumptions & Equations. 3 3.1 Assumptions. 3 3.2 Equations to Solve. 4 4. Methodology. 5 5. Base Sized Vehicles. 5 5.1 Space Shuttle Orbiter. 5 5.2 X-37. 9 6. Scaled Vehicles. 11 7. Simulations. 12 7.1 Initial Conditions. 12 7.2 Initial Test Utilizing X-37. .13 7.3 X-37 OTV. -

Overview of Dream Chaser Space Vehicle
Overview of Dream Chaser Space Vehicle 2018 Exploration Masters Contest © 2018 Sierra Nevada Corporation 1 Sierra Nevada Corporation’s Space Systems A Legacy of Flight Heritage and Innovation Proven Experience • 30 year of spaceflight heritage • 450 space missions supported • 4,000 products delivered on-orbit • Launching products ~every 3 weeks • 70+ successful NASA missions • Supplier to nearly all flagship and interplanetary NASA missions • Providing cargo services to the International Space Station under NASA resupply contract © 2018 Sierra Nevada Corporation 2 Dream Chaser Space Vehicle • Only runway-landing Space Vehicle actively in development • Capable of landing at spaceports and airports that can accommodate large commercial planes Credit: NASA • Crewed or uncrewed transportation to and from Low Crewed Dream Chaser Earth Orbit (LEO) • Non-toxic propulsion for launch abort, orbital translations, attitude control, deorbit • < 1.5g re-entry profile and >1,500 km cross-range capability • Designed to launch on a variety of launch vehicles Uncrewed Dream Chaser © 2018 Sierra Nevada Corporation 3 © 2018 Sierra Nevada Corporation 4 4 History: Dream Chaser Program • 1982-84: ½ scale Russian BOR-4 orbital flights • Recovery photographed by Australian Royal Air Force P-3 Orion aircraft • 1983-95: NASA Langley development of HL-20 (based on BOR-4 images) • 2005-10: SpaceDev (later acquired by SNC) modified the HL-20 into the Dream Chaser spacecraft • 2010-14: SNC awarded NASA’s CCDev 1, CCDev2, CCiCap and CPC contracts to continue development -

A Pictorial History of Rockets
he mighty space rockets of today are the result A Pictorial Tof more than 2,000 years of invention, experi- mentation, and discovery. First by observation and inspiration and then by methodical research, the History of foundations for modern rocketry were laid. Rockets Building upon the experience of two millennia, new rockets will expand human presence in space back to the Moon and Mars. These new rockets will be versatile. They will support Earth orbital missions, such as the International Space Station, and off- world missions millions of kilometers from home. Already, travel to the stars is possible. Robotic spacecraft are on their way into interstellar space as you read this. Someday, they will be followed by human explorers. Often lost in the shadows of time, early rocket pioneers “pushed the envelope” by creating rocket- propelled devices for land, sea, air, and space. When the scientific principles governing motion were discovered, rockets graduated from toys and novelties to serious devices for commerce, war, travel, and research. This work led to many of the most amazing discoveries of our time. The vignettes that follow provide a small sampling of stories from the history of rockets. They form a rocket time line that includes critical developments and interesting sidelines. In some cases, one story leads to another, and in others, the stories are inter- esting diversions from the path. They portray the inspirations that ultimately led to us taking our first steps into outer space. NASA’s new Space Launch System (SLS), commercial launch systems, and the rockets that follow owe much of their success to the accomplishments presented here. -

The New American Space Age: a Progress Report on Human Spaceflight the New American Space Age: a Progress Report on Human Spaceflight the International Space
The New American Space Age: A PROGRESS REPORT ON HUMAN SpaCEFLIGHT The New American Space Age: A Progress Report on Human Spaceflight The International Space Station: the largest international scientific and engineering achievement in human history. The New American Space Age: A Progress Report on Human Spaceflight Lately, it seems the public cannot get enough of space! The recent hit movie “Gravity” not only won 7 Academy Awards – it was a runaway box office success, no doubt inspiring young future scientists, engineers and mathematicians just as “2001: A Space Odyssey” did more than 40 years ago. “Cosmos,” a PBS series on the origins of the universe from the 1980s, has been updated to include the latest discoveries – and funded by a major television network in primetime. And let’s not forget the terrific online videos of science experiments from former International Space Station Commander Chris Hadfield that were viewed by millions of people online. Clearly, the American public is eager to carry the torch of space exploration again. Thankfully, NASA and the space industry are building a host of new vehicles that will do just that. American industry is hard at work developing new commercial transportation services to suborbital altitudes and even low Earth orbit. NASA and the space industry are also building vehicles to take astronauts beyond low Earth orbit for the first time since the Apollo program. Meanwhile, in the U.S. National Lab on the space station, unprecedented research in zero-g is paving the way for Earth breakthroughs in genetics, gerontology, new vaccines and much more. -
![ミルスペース 140730------[What’S New in Virtual Library?]](https://docslib.b-cdn.net/cover/4006/140730-what-s-new-in-virtual-library-914006.webp)
ミルスペース 140730------[What’S New in Virtual Library?]
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -ミルスペース 140730- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - [What’s New in Virtual Library?] AW&ST Aviation Week & Space Technology Inside GNSS 140714AWST_Contents.pdf, Cover.jpg 1405&06InsideGNSS_Contents.pdf, Cover.jpg [What’s New in Real Library?] InsideGNSS May/June2014 収蔵。 [謝辞] JAXA 宇宙科学研より ISAS News 2014.7 No.400 寄贈、感謝。 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Jul. 30, 2014 (Wed.) mainichi.jp 米国は中国が衛星攻撃ミサイルをテストしたと述べる U.S. says China tested anti-satellite missile WASHINGTON (AP) -- The U.S. says China has tested a missile sustainability of the outer-space environment that all nations designed to destroy satellites and is urging Beijing to refrain from depend upon. China's state-run Xinhua (shihn-wah) news agency, destabilizing actions. State Department spokeswoman Marie Harf citing a Defense Ministry statement, reported a successful said the "non-destructive" test occurred Wednesday. She said a missile interception test conducted from land within Chinese previous destructive test of the system in 2007 created territory late Wednesday. Xinhua did not refer to it as an thousands of pieces of dangerous debris in space. Harf said anti-satellite system. It said such tests could strengthen Friday that the continued development and testing of destructive Chinese air defense against ballistic missiles. July 26, 2014(Mainichi anti-satellite systems threaten the long-term security and Japan) http://mainichi.jp/english/english/newsselect/news/20140726p2g00m0in022000c.html -

Nasa's Commercial Crew Development
NASA’S COMMERCIAL CREW DEVELOPMENT PROGRAM: ACCOMPLISHMENTS AND CHALLENGES HEARING BEFORE THE COMMITTEE ON SCIENCE, SPACE, AND TECHNOLOGY HOUSE OF REPRESENTATIVES ONE HUNDRED TWELFTH CONGRESS FIRST SESSION WEDNESDAY, OCTOBER 26, 2011 Serial No. 112–46 Printed for the use of the Committee on Science, Space, and Technology ( Available via the World Wide Web: http://science.house.gov U.S. GOVERNMENT PRINTING OFFICE 70–800PDF WASHINGTON : 2011 For sale by the Superintendent of Documents, U.S. Government Printing Office Internet: bookstore.gpo.gov Phone: toll free (866) 512–1800; DC area (202) 512–1800 Fax: (202) 512–2104 Mail: Stop IDCC, Washington, DC 20402–0001 COMMITTEE ON SCIENCE, SPACE, AND TECHNOLOGY HON. RALPH M. HALL, Texas, Chair F. JAMES SENSENBRENNER, JR., EDDIE BERNICE JOHNSON, Texas Wisconsin JERRY F. COSTELLO, Illinois LAMAR S. SMITH, Texas LYNN C. WOOLSEY, California DANA ROHRABACHER, California ZOE LOFGREN, California ROSCOE G. BARTLETT, Maryland BRAD MILLER, North Carolina FRANK D. LUCAS, Oklahoma DANIEL LIPINSKI, Illinois JUDY BIGGERT, Illinois GABRIELLE GIFFORDS, Arizona W. TODD AKIN, Missouri DONNA F. EDWARDS, Maryland RANDY NEUGEBAUER, Texas MARCIA L. FUDGE, Ohio MICHAEL T. MCCAUL, Texas BEN R. LUJA´ N, New Mexico PAUL C. BROUN, Georgia PAUL D. TONKO, New York SANDY ADAMS, Florida JERRY MCNERNEY, California BENJAMIN QUAYLE, Arizona JOHN P. SARBANES, Maryland CHARLES J. ‘‘CHUCK’’ FLEISCHMANN, TERRI A. SEWELL, Alabama Tennessee FREDERICA S. WILSON, Florida E. SCOTT RIGELL, Virginia HANSEN CLARKE, Michigan STEVEN M. PALAZZO, Mississippi VACANCY MO BROOKS, Alabama ANDY HARRIS, Maryland RANDY HULTGREN, Illinois CHIP CRAVAACK, Minnesota LARRY BUCSHON, Indiana DAN BENISHEK, Michigan VACANCY (II) C O N T E N T S Wednesday, October 26, 2011 Page Witness List ............................................................................................................ -

“From HL-20 to Dream Chaser” the Long Story of a Little Spaceplane
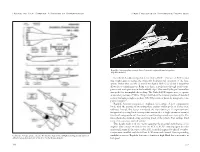
“From HL-20 to Dream Chaser” The Long story of a little spaceplane Giuseppe De Chiara 19.11. 2012 All the drawings are copyright of the author Foreword (1/2) It’s not an easy task to track down the history of the development of the actual Dream Chaser spaceplane, since it started with Russian efforts almost 50 years ago. In origin, Russians started (as Americans) a lot of studies regarding lifting bodies as spacecraft’s architecture. In particular they launched the ambitious project Spiral OS 50/50 as response to the Boeing X-20 Dyna Soar, essentially it was a TSTO with a large Mach 4 mothership (to be developed by Sukhoi OKB) and a small single seat spaceplane launched atop (to be developed by MiG OKB). For the Spiral OS spacecraft Russians studied a peculiar lifting body configuration dubbed “Lapot” (a Russian term that means “wooden shoe” since the shape resembled it). As often happened in the history of US-USSR aerospace confrontation the withdraw of X-20 program (in 1963) didn’t ceased the Russian effort on its counterpart, even as low priority program. During the 70’s MiG OKB realized one full scale test demonstrator called MiG105-11 and tested it several times launched by a Tupolev Tu-95. During the first part of 80’s the Lapot concretized into a real spacecraft with the advent of the Bor-4 subscale unmanned program as forerunner for the ongoing Buran OS. The Bor-4 performed 4 spaceflights between 1982 and 1984, in particular the first flights were spotted by Australian P-3 Orion aircrafts made available to Western analyzer a lot of photos regarding this brand new spacecraft. -
Facing the Heat Barrier: a History of Hypersonics First Thoughts of Hypersonic Propulsion
Facing the Heat Barrier: A History of Hypersonics First Thoughts of Hypersonic Propulsion Republic’s Aerospaceplane concept showed extensive engine-airframe integration. (Republic Aviation) For takeoff, Lockheed expected to use Turbo-LACE. This was a LACE variant that sought again to reduce the inherently hydrogen-rich operation of the basic system. Rather than cool the air until it was liquid, Turbo-Lace chilled it deeply but allowed it to remain gaseous. Being very dense, it could pass through a turbocom- pressor and reach pressures in the hundreds of psi. This saved hydrogen because less was needed to accomplish this cooling. The Turbo-LACE engines were to operate at chamber pressures of 200 to 250 psi, well below the internal pressure of standard rockets but high enough to produce 300,000 pounds of thrust by using turbocom- pressed oxygen.67 Republic Aviation continued to emphasize the scramjet. A new configuration broke with the practice of mounting these engines within pods, as if they were turbojets. Instead, this design introduced the important topic of engine-airframe integration by setting forth a concept that amounted to a single enormous scramjet fitted with wings and a tail. A conical forward fuselage served as an inlet spike. The inlets themselves formed a ring encircling much of the vehicle. Fuel tankage filled most of its capacious internal volume. This design study took two views regarding the potential performance of its engines. One concept avoided the use of LACE or ACES, assuming again that this craft could scram all the way to orbit. Still, it needed engines for takeoff so turbo- ramjets were installed, with both Pratt & Whitney and General Electric providing Lockheed’s Aerospaceplane concept. -

PRE-X EXPERIMENTAL RE-ENTRY LIFTING BODY: DESIGN of FLIGHT TEST EXPERIMENTS for CRITICAL AEROTHERMAL PHENOMENA Paolo Baiocco
PRE-X EXPERIMENTAL RE-ENTRY LIFTING BODY: DESIGN OF FLIGHT TEST EXPERIMENTS FOR CRITICAL AEROTHERMAL PHENOMENA Paolo Baiocco * * CNES Direction des Lanceurs Rond Point de l’Espace – 91023 Evry Cedex, France Phone : +33 (0)1.60.87.72.14 Fax : +33 (0)1.60.87.72.66 E-mail : [email protected] ABSTRACT Atmospheric glided re-entry is one of the main key technologies for future space vehicle applications. In this frame Pre-X is the CNES proposal to perform in-flight experimentation mainly on reusable thermal protections, aero-thermo-dynamics and guidance to secure the second generation of re-entry X vehicles. This paper describes the system principles and main aerothermodynamic experiences currently foreseen on board the vehicle. A preliminary in-flight experimentation and measurement plan has been assessed defining the main objectives in terms of reusable Thermal Protection System (TPS) and Aero Thermo Dynamics (ATD) data on the most critical phenomena. This flight aims also to take the opportunity to fly some innovative measurements. A complete system loop has been performed including the operations, ground system assessment, and visibility analysis. The vehicle re-entry point is at 120 km and the mission objectives are fulfilled between Mach 25 and 5. Then the vehicle has to pass to subsonic speeds, the parachute opens and it is finally recovered in the sea. The VEGA and DNEPR launch vehicles are compatible of the Pre-X experimental vehicle. ACRONYMS ACS Attitude Control System AEDB Aero Dynamic Data Base AoA Angle of Attack ARD Atmospheric Re-entry Demonstrator ATD Aero Termo Dynamics ATDB Aero Termodynamic Data Base CDG Centre of Gravity CFA Continuum Flow Aerodynamics CFD Computational Fluid Dynamics CMC Ceramic Matrix Composite C/SiC Carbon / Silicon Carbide FCS Flight Control System FEI Flexible External Insulation GNC Guidance Navigation and Control LTT Laminar to Turbulent Transition LV Launch Vehicle RCS Reaction Control System SEL Electrical System Baiocco, P. -

Lift and Drag Characteristics of the HL-10 Lifting Body During Subsonic
NASA TECHNICAL NOTE NASA TN D-6263 - _- e,.i KIRTLAkD AFB,N.M, LIFT AND DRAG CHARACTERISTICS . OF THE HL-IO LIFTING BODY DURING SUBSONIC GLIDING FLIGHT b . .. by Jon S. Pyle h Flight Research Center Edwards, Cali$ 93523 NATIONAL AERONAUTICS AND SPACE ADMINISTRATION WASHINGTON, 0. C. MARCH 1971 TECH LIBRARY KAFB, NM I111111 11111 11111 11111 /Ill/lllll1111111111111 0333074 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. NASA TN D-6263 I 4. Title and Subtitle 5. Report Date LIFT AND DRAG CHARACTERISTICS OF THE HL-10 LIFTING BODY March 1973 DURING SUBSONIC GLIDING FLIGHT 6. Performing Organization Code 7. Author(s) 8. Performing Organization Report No. Jon S. Pyle H-608 10. Work Unit No. 727-00-00-01-24 ?- 9. Performing Organization Name and Address NASA Flight Research Center 11. Contract or Grant No. P. 0. Box 273 Edwards, California 93523 d 13. Type of Report and Period Covered 112. Sponsoring Agency Name and Address Technical Note National Aeronautics and Space Administration 14. Sponsoring Agency Code Washington, D. C. 20546 15. Supplementary Notes 16. Abstract Subsonic lift and drag data obtained during the HL-10 lifting body glide flight program are presented for four configurations for angles of attack from 5" to 26" and Mach numbers from 0.35 to 0. 62. These flight data, where applicable, are compared with results from small-scale wind-tunnel tests of an HL-10 model, full-scale wind-tunnel results obtained with the flight vehicle, and flight results for the M2-F2 lifting body. The lift and drag characteristics obtained from the HL-10 flight results showed that a severe flow problem existed on the upper surface of the vehicle during the first flight test. -
Exploring Space
EXPLORING SPACE: Opening New Frontiers Past, Present, and Future Space Launch Activities at Cape Canaveral Air Force Station and NASA’s John F. Kennedy Space Center EXPLORING SPACE: OPENING NEW FRONTIERS Dr. Al Koller COPYRIGHT © 2016, A. KOLLER, JR. All rights reserved. No part of this book may be reproduced without the written consent of the copyright holder Library of Congress Control Number: 2016917577 ISBN: 978-0-9668570-1-6 e3 Company Titusville, Florida http://www.e3company.com 0 TABLE OF CONTENTS Page Foreword …………………………………………………………………………2 Dedications …………………………………………………………………...…3 A Place of Canes and Reeds……………………………………………….…4 Cape Canaveral and The Eastern Range………………………………...…7 Early Missile Launches ...……………………………………………….....9-17 Explorer 1 – First Satellite …………………….……………………………...18 First Seven Astronauts ………………………………………………….……20 Mercury Program …………………………………………………….……23-27 Gemini Program ……………………………………………..….…………….28 Air Force Titan Program …………………………………………………..29-30 Apollo Program …………………………………………………………....31-35 Skylab Program ……………………………………………………………….35 Space Shuttle Program …………………………………………………..36-40 Evolved Expendable Launch Program ……………………………………..41 Constellation Program ………………………………………………………..42 International Space Station ………………………………...………………..42 Cape Canaveral Spaceport Today………………………..…………………43 ULA – Atlas V, Delta IV ………………………………………………………44 Boeing X-37B …………………………………………………………………45 SpaceX Falcon 1, Falcon 9, Dragon Capsule .………….........................46 Boeing CST-100 Starliner …………………………………………………...47 Sierra -
Manned Space Flight Applications Glenair Discrete Interconnect Designs and Technologies Have Been a Part of Manned Space Flight for These Past 50+ Years
GLENAIR • JANUARY 2021 • VOLUME 25 • NUMBER 1 for Manned Space Behind-the-scenes at Glenair GSS, Salem GER PLUS an in-depth look at INTERCONNECT TECHNOLOGY Flight space radiation 50+ Years of GLENAIR Crewed-Flight Interconnect A Select History of Glenair Connectors and Backshells Design History in Manned Space Flight Applications Glenair discrete interconnect designs and technologies have been a part of manned space flight for these past 50+ years. And, as mentioned, we have demonstrated capability in-house to integrate our many unique and signature interconnect technologies into turnkey systems and assemblies. In each of the following examples, Glenair performed exactly in this manner, acting not merely as a supplier, but as an application engineering and design partner to these landmark programs. Glass-Sealed Hermetics for the X-38 Crew Return Vehicle Glenair supplied specialized glass-sealed hermetic connectors to The X-38 program, an experimental autonomous spacecraft designed and built for the purposes of shuttling space crew back to Earth in an orbital emergency. The X-38 Glenair has been an essential go-to supplier and design partner for Crew Return Vehicle hermetically-sealed connectors on space flight programs since the 1980s. < Hermetic sealing available in circular and rectangular packages Glenair: The Most Trusted QwikClamp® Backshells for the International Space Station The Glenair QwikClamp® backshell was purpose-designed for use on the ISS. Name in Manned Space Select parts were gold plated for resistance to atomic oxygen corrosion and radiation damage, others were supplied in our “M” code electroless nickel plating. All designs were equipped with a unique strain relief clamp that eliminated sharp surfaces and angles to prevent Connectors and Cables potential damage to astronaut life support space suits and lenair’s history of interconnect innovation for manned space Commander Ed White’s “Golden gloves.