Aluminium ALUMINIUM the RIGHT MATERIAL for OUR ENVIRONMENT
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Aluminium Products Coil
Helping manufacturers across the globe achieve sustainable leaner manufacturing processes Aluminium Coil, Foil, Products Sheet & Wire Commercially Pure Aluminium Alloys Series 1000 Series 2000 Series 3000 Fast Series 4000 Series 5000 Turnaround Series 6000 Processing Series 7000 Series 8000 Clad Aluminium WIDE STOCK RANGE Low Width Thickness Ratio 3:1 unique to the industry (normal minimum is 8:1) Over 75 years Experience Knight Group Visit our websites: Main: www.knight-group.co.uk Offcuts: www.ksmdirect.co.uk www.pmdirect.be Head Office Linkside, Summit Road Cranborne Industrial Estate Potters Bar, Hertfordshire EN6 3JL United Kingdom Main Office : +44(0)1707 650251 Fax: +44(0)1707 651238 [email protected] Knight Strip Metals Ltd Sales, Processing & Warehouse Saltley Business Park Cumbria Way, Saltley Birmingham B8 1BH United Kingdom Telephone: +44 (0)121 322 8400 Fax: +44 (0)121 322 8401 Sales 08456 447 977 [email protected] Precision Metals EU Industriezone Mechelen-Noord (D) Omega Business Park Wayenborgstraat 25 2800 Mechelen Belgium Telephone: +32 (0) 15 44 89 89 Fax: +32 (0) 15 44 89 90 [email protected] The information contained herein is given in good faith and is based on our present knowledge and experience. However, no liability will be accepted by the Knight Group and its subsidiaries in respect of any action taken by any third party in reliance thereon. Any advice given by the Company to any third party is given for that party’s assistance only and without any liability on the part of the Company. The contents of this brochure are subject to change and the most recent edition of all Knight Group documentation can be found on our website or by written request. -

Catalogue Short 1..178
Serving The Needs of Science and Industry Worldwide Au service de la Science et de l'Industrie dans le monde entier Weltweiter Lieferant fuÈ r Wissenschaft und Industrie Metals and Alloys Ceramics Polymers Composites Me taux et Alliages Ce ramiques PolymeÁ res Composites Metalle und Legierungen Keramiken Polymere Verbundwerkstoffe Ermine Business Park, Huntingdon PE29 6WR England Telephone +44 1480 424 800 : Fax +44 1480 424 900 Goodfellow Cambridge Limited Ermine Business Park HUNTINGDON PE29 6WR England Tel: +44 1480 424 800 or +44 1480 424 800 Fax: +44 1480 424 900 or +44 1480 424 900 Goodfellow Corporation 305 High Tech Drive Oakdale, PA 15071 USA Tel: 1-800-821-2870 (USA and Canada) or +1 724 695 7060 Fax: 1-800-283-2020 (USA and Canada) or +1 724 695 7063 Goodfellow SARL 229, rue Solfe rino F-59000 Lille France Tel : 0800 917 241 (nume ro vert) or +44 1480 424 813 Fax : 0800 917 313 (nume ro vert) or +44 1480 424 900 Goodfellow GmbH Postfach 13 43 D-61213 Bad Nauheim Germany Tel: 0800 1000 579 (freecall) or +44 1480 424 810 Fax: 0800 1000 580 (freecall) or +44 1480 424 900 Web : www.goodfellow.com Email: [email protected] Check out www.goodfellow.com or email [email protected] for latest prices #Goodfellow Cambridge Limited February 2009 Email: [email protected] Telephone +44 1480 424 800 : Fax +44 1480 424 900 CONTENTS Introduction 1 Product Descriptions 2 General Information 6 Order information 7 Company Details 8 Metals 9 Alloys 68 Compounds 100 Intermetallics 105 Ceramics 106 Polymers 114 Composites 136 Metal Data -

Metallurgical Abstracts (General and Non-Ferrous)
METALLURGICAL ABSTRACTS (GENERAL AND NON-FERROUS) Volume 2 1935 Part 13 I —PROPERTIES OF METALS (Continued from pp. 553-568.) Refined Aluminium. Robert GaDeau (Metallurgist (Suppt. to Engineer), 1936, 11, 94-96).—Summary of a paper presenteD to the Congrès Inter nationale Des Mines, De la Métallurgie, et De la Géologie Appliquée, Paris. See Met. Abs., this vol., pp. 365 anD 497.—R. G. _ On the Softening and Recrystallization of Pure Aluminium. ------ (A lu minium, 1935, 17, 575-576).—A review of recent work of Calvet anD his collaborators ; see Met. Abs., this vol., pp. 453, 454. A. R. P. *Some Optical Observations on the Protective Films on Aluminium in Nitric, Chromic, and Sulphuric Acids. L. TronstaD anD T. HbverstaD (Trans. Faraday Soc., 1934, 30, 362-366).—The optical properties of natural films on aluminium were measureD in various solutions anD their change with time of immersion observeD. Little change occurs in such films in chromic aciD solutions with or without chloriDe ; the films are not protective in concentrateD sulphuric aciD, anD in concentrateD nitric aciD the protective films are alternately DissolveD anD re-formeD. The mean thickness of natural films on aluminium is 100 p. or more than 10 times as thick as those on iron.—A. R. P. *Light from [Burning] Aluminium and Aluminium-Magnésium [Alloy], J. A. M. van Liempt anD J. A. De VrienD (Bee. trav. chim., 1935, 54, 239-244). „ . —S. G. ’"Investigations Relating to Electrophotophoresis Exhibited by Antimony Gisela Isser anD AlfreD Lustig (Z . Physik, 1935, 94, 760-769).—UnchargeD submicroscopic particles subjecteD to an electric fielD in an intense beam of light are founD to move either in the Direction of, or against, the fielD. -

Aluminium Alloys Chemical Composition Pdf
Aluminium alloys chemical composition pdf Continue Alloy in which aluminum is the predominant lye frame of aluminum welded aluminium alloy, manufactured in 1990. Aluminum alloys (or aluminium alloys; see spelling differences) are alloys in which aluminium (Al) is the predominant metal. Typical alloy elements are copper, magnesium, manganese, silicon, tin and zinc. There are two main classifications, namely casting alloys and forged alloys, both further subdivided into heat-treatable and heat-free categories. Approximately 85% of aluminium is used for forged products, e.g. laminated plates, foils and extrusions. Aluminum cast alloys produce cost-effective products due to their low melting point, although they generally have lower tensile strength than forged alloys. The most important cast aluminium alloy system is Al–Si, where high silicon levels (4.0–13%) contributes to giving good casting features. Aluminum alloys are widely used in engineering structures and components where a low weight or corrosion resistance is required. [1] Alloys composed mostly of aluminium have been very important in aerospace production since the introduction of metal leather aircraft. Aluminum-magnesium alloys are both lighter than other aluminium alloys and much less flammable than other alloys containing a very high percentage of magnesium. [2] Aluminum alloy surfaces will develop a white layer, protective of aluminum oxide, if not protected by proper anodization and/or dyeing procedures. In a wet environment, galvanic corrosion can occur when an aluminum alloy is placed in electrical contact with other metals with a more positive corrosion potential than aluminum, and an electrolyte is present that allows the exchange of ions. -

International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys
International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys 1525 Wilson Boulevard, Arlington, VA 22209 www.aluminum.org With Support for On-line Access From: Aluminum Extruders Council Australian Aluminium Council Ltd. European Aluminium Association Japan Aluminium Association Alro S.A, R omania Revised: January 2015 Supersedes: February 2009 © Copyright 2015, The Aluminum Association, Inc. Unauthorized reproduction and sale by photocopy or any other method is illegal . Use of the Information The Aluminum Association has used its best efforts in compiling the information contained in this publication. Although the Association believes that its compilation procedures are reliable, it does not warrant, either expressly or impliedly, the accuracy or completeness of this information. The Aluminum Association assumes no responsibility or liability for the use of the information herein. All Aluminum Association published standards, data, specifications and other material are reviewed at least every five years and revised, reaffirmed or withdrawn. Users are advised to contact The Aluminum Association to ascertain whether the information in this publication has been superseded in the interim between publication and proposed use. CONTENTS Page FOREWORD ........................................................................................................... i SIGNATORIES TO THE DECLARATION OF ACCORD ..................................... ii-iii REGISTERED DESIGNATIONS AND CHEMICAL COMPOSITION -

Arc Welding of Nonferrous Metals Arc Welding of Nonferrous Metals
Arc Welding of Nonferrous Metals Arc Welding of Nonferrous Metals Published by The Arc Welding of Nonferrous Metals KOBE STEEL, LTD. is a textbook for providing information to assist welding personnel study © 2015 by KOBE STEEL, LTD. the arc welding technologies commonly 5-912, Kita-Shinagawa, Shinagawa-Ku, applied in the equipment made from Tokyo, 141-8688 Japan aluminum, aluminum alloys, copper, copper alloys, nickel, and nickel alloys. All rights reserved. No part of this book may be reproduced, Reasonable care is taken in any form or by any means, without in the compilation and publication of permission in writing from this textbook to insure authenticity of the publisher the contents. No representation or warranty is made as to the accuracy or reliability of this information. Forewords Nonferrous metals are non-iron-based metals such as aluminum and aluminum alloys, copper and copper alloys, nickel and nickel alloys, titanium and titanium alloys, and magnesium and magnesium alloys. Today, nonferrous metals are used in various welding constructions for diverse industrial applications. However, their weldability is quite different from that of steel, due to specific physical and metallurgical characteristics. Therefore, the welding procedure for nonferrous metals should be thoroughly examined taking into account the inherent characteristics of the particular nonferrous metal to be welded, in order to get sound weldments. This textbook focuses on the arc welding of aluminum, aluminum alloys, copper, copper alloys, nickel, and nickel alloys that are used more extensively over other nonferrous metals for industrial applications. This textbook consists of three chapters: Chapter 1: Arc Welding of Aluminum and Aluminum Alloys Chapter 2: Arc Welding of Copper and Copper Alloys Chapter 3: Arc Welding of Nickel and Nickel Alloys iii Chapter 1 Arc Welding of Aluminum and Aluminum Alloys Contents Introduction 2 1. -

Friedrich-Alexander Universität Erlangen-Nürnberg, Studienarbeit (2004)
Ultrafine‐grained Metal Sheets produced using the Accumulative Roll Bonding Process for Light‐Weight Structures Der Technischen Fakultät der Universität Erlangen‐Nürnberg zur Erlangung des Grades DOKTOR‐INGENIEUR vorgelegt von Irena Topić Erlangen 2008 Herstellung von ultrafeinkörnigen Blechen mittels des kumulativen Walzprozesses für den Leichtbau Der Technischen Fakultät der Universität Erlangen‐Nürnberg zur Erlangung des Grades DOKTOR‐INGENIEUR vorgelegt von Irena Topić Erlangen 2008 Als Dissertation genehmigt von der Technischen Fakultät der Universität Erlangen‐Nürnberg Tag der Einreichung: 24.11.2008 Tag der Promotion: 15.04.2009 Dekan: Prof. Dr.‐Ing. Johannes Huber Berichterstatter: Prof. Dr. rer. nat. Mathias Göken Prof. Dr.‐Ing. Marion Merklein ABSTRACT Over the last decade, nanocrystalline and ultrafine-grained (UFG) materials with a grain size of less than 1 µm have aroused considerable interest due to their superior mechanical properties in terms of strength and/or ductility compared to conventionally grained materials. As such, they have a strong potential for prospective engineering applications for structural, high durability components in automobile, aerospace and medical industry. In this work, different materials such as commercial purity aluminium AA1050, aluminium alloy AA6016, oxygen free copper, titanium and niobium were processed by the Severe Plastic Deformation (SPD) technique called Accumulative Roll Bonding (ARB) in order to produce an ultrafine- grained microstructure and improve the mechanical properties. One of the biggest advantages of the ARB process in comparison to other SPD methods such as Equal Channel Angular Pressing (ECAP) or High Pressure Torsion (HPT) is that it is a continuous process, which can be incorporated in industry to produce large scale UFG metal sheets. -

WO 2018/052537 Al 22 March 2018 (22.03.2018) W !P O PCT
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2018/052537 Al 22 March 2018 (22.03.2018) W !P O PCT (51) International Patent Classification: (74) Agent: TSIBULEVSKIY, Roman; Dentons US LLP, P.O. B32B 7/12 (2006.01) B32B 1/08 (2006.01) BOX 061080, Wacker Drive Station, Willis Tower, Chica B32B 15/08 (2006.01) B32B 37/12 (2006.01) go, IL 60606 (US). B32B 15/09 (2006.01) F16L 9/18 (2006.01) (81) Designated States (unless otherwise indicated, for every B32B 15/18 (2006.01) F24F 13/02 (2006.01) kind of national protection available): AE, AG, AL, AM, B32B 15/20 (2006.01) AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, BZ, (21) International Application Number: CA, CH, CL, CN, CO, CR, CU, CZ, DE, DJ, DK, DM, DO, PCT/US2017/04395 1 DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, IL, IN, IR, IS, JO, JP, KE, KG, KH, KN, KP, (22) International Filing Date: KR, KW, KZ, LA, LC, LK, LR, LS, LU, LY, MA, MD, ME, 26 July 2017 (26.07.2017) MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, (25) Filing Language: English OM, PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, SC, SD, SE, SG, SK, SL, SM, ST, SV, SY,TH, TJ, TM, TN, (26) Publication Language: English TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, ZW. -
Investigation & Optimization of Tig Welding Parameters And
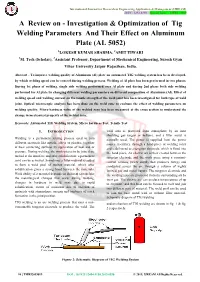
International Journal for Research in Engineering Application & Management (IJREAM) ISSN : 2454-9150 Special Issue - TMRI - 2019 A Review on - Investigation & Optimization of Tig Welding Parameters And Their Effect on Aluminum Plate (AL 5052) 1LOKESH KUMAR SHARMA, 2AMIT TIWARI 1M. Tech (Scholar), 2Assistant Professor, Department of Mechanical Engineering, Suresh Gyan Vihar University Jaipur Rajasthan, India. Abstract - To improve welding quality of Aluminum (Al) plate an automated TIG welding system has been developed, by which welding speed can be control during welding process. Welding of Al plate has been performed in two phases. During 1st phase of welding, single side welding performed over Al plate and during 2nd phase both side welding performed for Al plate by changing different welding parameters on different composition of Aluminum (Al). Effect of welding speed and welding current on the tensile strength of the weld joint has been investigated for both type of weld joint. Optical microscopic analysis has been done on the weld zone to evaluate the effect of welding parameters on welding quality. Micro-hardness value of the welded zone has been measured at the cross section to understand the change in mechanical property of the welded zone. Keywords: Automated TIG Welding System, Micro hardness Test, Tensile Test I. INTRODUCTION weld area is protected from atmosphere by an inert shielding gas (argon or helium), and a filler metal is Welding is a permanent joining process used to join normally used. The power is supplied from the power different materials like metals, alloys or plastics, together source (rectifier), through a hand-piece or welding torch at their contacting surfaces by application of heat and or and is delivered to a tungsten electrode, which is fitted into pressure. -

Aluminium Alloy Data Sheet 5083
Aluminium Alloy Data Sheet 5083 Alloy 5083 is a non-heat-treatable 4½% magnesium, 0.15% chromium, 0.7% To soften Alloy 5083 it can be annealed by manganese alloy commonly available in flat heating to 345°C, hold until uniform rolled plate from a range of producing mills. temperature then cool; the rate of cooling is Like all the 5000-series high magnesium alloys not important. 5083 achieves a high strength by cold working, enabling a series of “H” tempers; 5083 is the Welding highest strength of any of these alloys. Excellent weldability by all standard electric and resistance methods; gas welding is not Alloy 5083 is best known as a plate for ship recommended. GMAW and GTAW are preferred building. and widely used to produce structural welds. When welding 5083 to itself or another alloy in The alloy is also produced as extruded the 5xxx series, the recommended filler metal seamless tube and other extrusions and as is 5183. Other fillers are possible. Welding of forgings; these are available on indent from strain hardened tempers will reduce strengths Atlas. in the heat affected zones. Corrosion Resistance Machining Excellent in a wide range of atmospheric Machinability of 5083 is poor due to its high environments, in food processing and strength. architectural applications. The principal application for 5083 is marine environments. ASTM B928M and Classification The magnesium content is more than 3½% Society Rules Mg, so this alloy can be susceptible to stress ASTM B209M covers a large range of corrosion cracking, which limits its application aluminium alloys intended for general temperature to below 65°C and also limits the applications – architectural, structural and amount of cold work to ¼ Hard. -

Aluminum and Its Alloys
02Kissell Page 1 Wednesday, May 23, 2001 9:52 AM Materia: Ciencia de los Materiales Fuente: Handbook of Materials for Product Design – Charles Harper, 3° Ed. 2 Aluminum and Its Alloys J. Randolph Kissell TGB Partnership Hillsborough, North Carolina 2.1 Introduction This chapter describes aluminum and its alloys and their mechanical, physical, and corrosion resistance properties. Information is also pro- vided on aluminum product forms and their fabrication, joining, and finishing. A glossary of terms used in this chapter is given in Section 2.10, and useful references on aluminum are listed at the end of the chapter. 2.1.1 History When a six-pound aluminum cap was placed at the top of the Wash- ington Monument upon its completion in 1884, aluminum was so rare that it was considered a precious metal and a novelty. In less than 100 years, however, aluminum became the most widely used metal after iron. This meteoric rise to prominence is a result of the qualities of the metal and its alloys as well as its economic advantages. In nature, aluminum is found tightly combined with other elements, mainly oxygen and silicon, in reddish, clay-like deposits of bauxite near the Earth’s surface. Of the 92 elements that occur naturally in the Earth’s crust, aluminum is the third most abundant at 8%, sur- passed only by oxygen (47%) and silicon (28%). Because it is so diffi- cult to extract pure aluminum from its natural state, however, it wasn’t until 1807 that it was identified by Sir Humphry Davy of En- gland, who named it aluminum after alumine, the name the Romans gave the metal they believed was present in clay. -

WO 2018/183396 Al 04 October 2018 (04.10.2018) W !P O PCT
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2018/183396 Al 04 October 2018 (04.10.2018) W !P O PCT (51) International Patent Classification: (US). CHRISTIANSEN, Daniel, Thomas; 1263 Califor B29C 64/321 (2017.01) B29C 64/209 (2017.01) nia Street, Mountain View, CA 94041 (US). ROMANO, B29C 64/393 (2017.01) B33Y 50/02 (2015.01) Richard, Joseph; 525 Felix Way, San Jose, CA 95 125 B29C 64/357 (20 17.0 1) B33Y 40/00 (20 15.0 1) (US). VITANOV, Anatolii; 4755 El Rey Avenue, Fre B29C 64/264 (2017.01) mont, CA 94536 (US). LAPPEN, Alan, Rick; 394 Avenida Abetos, San Jose, CA 95 123 (US). (21) International Application Number: PCT/US20 18/024667 (74) Agent: LYFORD, Nicholas et al; Velo3D, Inc., 511 Divi sion Street, Campbell, CA 95008 (US). (22) International Filing Date: 27 March 2018 (27.03.2018) (81) Designated States (unless otherwise indicated, for every kind of national protection available): AE, AG, AL, AM, (25) Filing Language: English AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, BZ, (26) Publication Language: English CA, CH, CL, CN, CO, CR, CU, CZ, DE, DJ, DK, DM, DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, (30) Priority Data: HR, HU, ID, IL, IN, IR, IS, JO, JP, KE, KG, KH, KN, KP, 62/477,848 28 March 2017 (28.03.2017) US KR, KW, KZ, LA, LC, LK, LR, LS, LU, LY, MA, MD, ME, (71) Applicant: VEL03D, INC.