Tpwj201504all.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Aluminium Products Coil
Helping manufacturers across the globe achieve sustainable leaner manufacturing processes Aluminium Coil, Foil, Products Sheet & Wire Commercially Pure Aluminium Alloys Series 1000 Series 2000 Series 3000 Fast Series 4000 Series 5000 Turnaround Series 6000 Processing Series 7000 Series 8000 Clad Aluminium WIDE STOCK RANGE Low Width Thickness Ratio 3:1 unique to the industry (normal minimum is 8:1) Over 75 years Experience Knight Group Visit our websites: Main: www.knight-group.co.uk Offcuts: www.ksmdirect.co.uk www.pmdirect.be Head Office Linkside, Summit Road Cranborne Industrial Estate Potters Bar, Hertfordshire EN6 3JL United Kingdom Main Office : +44(0)1707 650251 Fax: +44(0)1707 651238 [email protected] Knight Strip Metals Ltd Sales, Processing & Warehouse Saltley Business Park Cumbria Way, Saltley Birmingham B8 1BH United Kingdom Telephone: +44 (0)121 322 8400 Fax: +44 (0)121 322 8401 Sales 08456 447 977 [email protected] Precision Metals EU Industriezone Mechelen-Noord (D) Omega Business Park Wayenborgstraat 25 2800 Mechelen Belgium Telephone: +32 (0) 15 44 89 89 Fax: +32 (0) 15 44 89 90 [email protected] The information contained herein is given in good faith and is based on our present knowledge and experience. However, no liability will be accepted by the Knight Group and its subsidiaries in respect of any action taken by any third party in reliance thereon. Any advice given by the Company to any third party is given for that party’s assistance only and without any liability on the part of the Company. The contents of this brochure are subject to change and the most recent edition of all Knight Group documentation can be found on our website or by written request. -

Catalogue Short 1..178
Serving The Needs of Science and Industry Worldwide Au service de la Science et de l'Industrie dans le monde entier Weltweiter Lieferant fuÈ r Wissenschaft und Industrie Metals and Alloys Ceramics Polymers Composites Me taux et Alliages Ce ramiques PolymeÁ res Composites Metalle und Legierungen Keramiken Polymere Verbundwerkstoffe Ermine Business Park, Huntingdon PE29 6WR England Telephone +44 1480 424 800 : Fax +44 1480 424 900 Goodfellow Cambridge Limited Ermine Business Park HUNTINGDON PE29 6WR England Tel: +44 1480 424 800 or +44 1480 424 800 Fax: +44 1480 424 900 or +44 1480 424 900 Goodfellow Corporation 305 High Tech Drive Oakdale, PA 15071 USA Tel: 1-800-821-2870 (USA and Canada) or +1 724 695 7060 Fax: 1-800-283-2020 (USA and Canada) or +1 724 695 7063 Goodfellow SARL 229, rue Solfe rino F-59000 Lille France Tel : 0800 917 241 (nume ro vert) or +44 1480 424 813 Fax : 0800 917 313 (nume ro vert) or +44 1480 424 900 Goodfellow GmbH Postfach 13 43 D-61213 Bad Nauheim Germany Tel: 0800 1000 579 (freecall) or +44 1480 424 810 Fax: 0800 1000 580 (freecall) or +44 1480 424 900 Web : www.goodfellow.com Email: [email protected] Check out www.goodfellow.com or email [email protected] for latest prices #Goodfellow Cambridge Limited February 2009 Email: [email protected] Telephone +44 1480 424 800 : Fax +44 1480 424 900 CONTENTS Introduction 1 Product Descriptions 2 General Information 6 Order information 7 Company Details 8 Metals 9 Alloys 68 Compounds 100 Intermetallics 105 Ceramics 106 Polymers 114 Composites 136 Metal Data -

Metallurgical Abstracts (General and Non-Ferrous)
METALLURGICAL ABSTRACTS (GENERAL AND NON-FERROUS) Volume 2 1935 Part 13 I —PROPERTIES OF METALS (Continued from pp. 553-568.) Refined Aluminium. Robert GaDeau (Metallurgist (Suppt. to Engineer), 1936, 11, 94-96).—Summary of a paper presenteD to the Congrès Inter nationale Des Mines, De la Métallurgie, et De la Géologie Appliquée, Paris. See Met. Abs., this vol., pp. 365 anD 497.—R. G. _ On the Softening and Recrystallization of Pure Aluminium. ------ (A lu minium, 1935, 17, 575-576).—A review of recent work of Calvet anD his collaborators ; see Met. Abs., this vol., pp. 453, 454. A. R. P. *Some Optical Observations on the Protective Films on Aluminium in Nitric, Chromic, and Sulphuric Acids. L. TronstaD anD T. HbverstaD (Trans. Faraday Soc., 1934, 30, 362-366).—The optical properties of natural films on aluminium were measureD in various solutions anD their change with time of immersion observeD. Little change occurs in such films in chromic aciD solutions with or without chloriDe ; the films are not protective in concentrateD sulphuric aciD, anD in concentrateD nitric aciD the protective films are alternately DissolveD anD re-formeD. The mean thickness of natural films on aluminium is 100 p. or more than 10 times as thick as those on iron.—A. R. P. *Light from [Burning] Aluminium and Aluminium-Magnésium [Alloy], J. A. M. van Liempt anD J. A. De VrienD (Bee. trav. chim., 1935, 54, 239-244). „ . —S. G. ’"Investigations Relating to Electrophotophoresis Exhibited by Antimony Gisela Isser anD AlfreD Lustig (Z . Physik, 1935, 94, 760-769).—UnchargeD submicroscopic particles subjecteD to an electric fielD in an intense beam of light are founD to move either in the Direction of, or against, the fielD. -

Aluminium ALUMINIUM the RIGHT MATERIAL for OUR ENVIRONMENT
Aluminium ALUMINIUM THE RIGHT MATERIAL FOR OUR ENVIRONMENT ycle ec R M e l t The Life Cycle of Aluminium U s e te ica Fabr A complete life cycle material for the Consumer, Industry and the Environment. To ensure a high quality of life, the materials that we as consumers and manufacturers use, should meet not only technical performance standards, but have a long service life, be useable in a greater number of applications and be environmentally friendly. Once their service is complete, they should be 100% recyclable, thereby completing the life cycle to be used once again. Aluminium is such a material. ISO 9001 Lic QEC 3491 SAI Global Page 2 Welcome to Austral Wright Metals is the result of the merging, on 1st December 1997, of two long established well respected Australian owned metal distribution companies. Austral Bronze Crane Copper Limited (the metal distribution division of the Crane Group) and Wright and Company Pty Limited. This brought together Australia’s leaders in the distribution of: Copper, brass and bronze – sheet, coil, bar, rod, extrusions and tube. Stainless steel – sheet, coil, plate, bar, rod tube and fittings. Aluminum – sheet, coil, plate and tread plate. High Performance Alloys – including nickel based alloys, welding consumables and high technology metals. Austral Bronze Crane Copper was incorporated in 1914 to manufacture non ferrous sheet, coil and extruded product. The business was restructured in 1990 to clearly focus on the distribution of non ferrous and specialty metals. Incorporated in 1913, Wright and Company concentrated its efforts on the distribution of stainless steel and non ferrous alloys through its Australia wide warehouse network. -
Investigation & Optimization of Tig Welding Parameters And
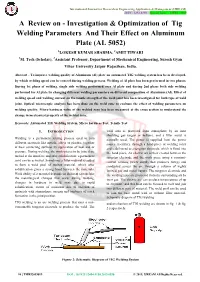
International Journal for Research in Engineering Application & Management (IJREAM) ISSN : 2454-9150 Special Issue - TMRI - 2019 A Review on - Investigation & Optimization of Tig Welding Parameters And Their Effect on Aluminum Plate (AL 5052) 1LOKESH KUMAR SHARMA, 2AMIT TIWARI 1M. Tech (Scholar), 2Assistant Professor, Department of Mechanical Engineering, Suresh Gyan Vihar University Jaipur Rajasthan, India. Abstract - To improve welding quality of Aluminum (Al) plate an automated TIG welding system has been developed, by which welding speed can be control during welding process. Welding of Al plate has been performed in two phases. During 1st phase of welding, single side welding performed over Al plate and during 2nd phase both side welding performed for Al plate by changing different welding parameters on different composition of Aluminum (Al). Effect of welding speed and welding current on the tensile strength of the weld joint has been investigated for both type of weld joint. Optical microscopic analysis has been done on the weld zone to evaluate the effect of welding parameters on welding quality. Micro-hardness value of the welded zone has been measured at the cross section to understand the change in mechanical property of the welded zone. Keywords: Automated TIG Welding System, Micro hardness Test, Tensile Test I. INTRODUCTION weld area is protected from atmosphere by an inert shielding gas (argon or helium), and a filler metal is Welding is a permanent joining process used to join normally used. The power is supplied from the power different materials like metals, alloys or plastics, together source (rectifier), through a hand-piece or welding torch at their contacting surfaces by application of heat and or and is delivered to a tungsten electrode, which is fitted into pressure. -

WO 2018/183396 Al 04 October 2018 (04.10.2018) W !P O PCT
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2018/183396 Al 04 October 2018 (04.10.2018) W !P O PCT (51) International Patent Classification: (US). CHRISTIANSEN, Daniel, Thomas; 1263 Califor B29C 64/321 (2017.01) B29C 64/209 (2017.01) nia Street, Mountain View, CA 94041 (US). ROMANO, B29C 64/393 (2017.01) B33Y 50/02 (2015.01) Richard, Joseph; 525 Felix Way, San Jose, CA 95 125 B29C 64/357 (20 17.0 1) B33Y 40/00 (20 15.0 1) (US). VITANOV, Anatolii; 4755 El Rey Avenue, Fre B29C 64/264 (2017.01) mont, CA 94536 (US). LAPPEN, Alan, Rick; 394 Avenida Abetos, San Jose, CA 95 123 (US). (21) International Application Number: PCT/US20 18/024667 (74) Agent: LYFORD, Nicholas et al; Velo3D, Inc., 511 Divi sion Street, Campbell, CA 95008 (US). (22) International Filing Date: 27 March 2018 (27.03.2018) (81) Designated States (unless otherwise indicated, for every kind of national protection available): AE, AG, AL, AM, (25) Filing Language: English AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, BZ, (26) Publication Language: English CA, CH, CL, CN, CO, CR, CU, CZ, DE, DJ, DK, DM, DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, (30) Priority Data: HR, HU, ID, IL, IN, IR, IS, JO, JP, KE, KG, KH, KN, KP, 62/477,848 28 March 2017 (28.03.2017) US KR, KW, KZ, LA, LC, LK, LR, LS, LU, LY, MA, MD, ME, (71) Applicant: VEL03D, INC. -

BERYLLIUM and BERYLLIUM Eompounds
BERYLLIUM AND BERYLLIUM eOMPOUNDS Beryllium and beryllium compounds were considered by previous Working Groups, In 1971,1979 and 1987 (lARe, 1972, 1980, 1987a). New data have since become available, and these are included in the present monograph and have been taken into consideration In the evaluation. The agents considered herein Include (a) metallic beryllium, (b) beryllium- aluminium and -copper alloys and (c) some beryllum compounds. 1. Exposure Data 1.1 Chemical and physical data and analysis 1.1.1 Synonyms, trade names and molecular formulae Synonyms, trade names and molecular formulae for beryllium, beryllum-aluminium and -copper alloys and certain beryllium compounds are presented in Thble 1. The list is not exhaustive, nor does it comprise necessarily the most commercially important beryllum- containing substances; rather, it indicates the range of beryllum compounds available. 1. 1.2 Chemical and physical properties of the pure substances Selected chemical and physical properties of beryllium, beryllum-aluminium and -copper alloys and the beryllium compounds covered in this monograph are presented in Thble 2. The French chemist Vauquelin discovered beryllium in 1798 as the oxide, while analysing emerald to prove an analogous composition (Newland, 1984). The metallc element was first isolated in independent experiments by Wöhler (1828) and Bussy (1828), who called it 'glucinium' owing to the sweet taste of its salts; that name is stil used in the French chemical literature. Wöhler's name 'beryllum' was offcially recognized by IUPAe in 1957 (WHO, 1990). The atomic weight and corn mon valence of beryllum were originally the subject of much controversy but were correctly predicted by Mendeleev to be 9 and + 2, respectively (Everest, 1973). -

CORROSION-OF-ALUMINIUM.Pdf
CORROSION OF ALUMINIUM Elsevier Internet Homepage- http://www.elsevier.com Consult the Elsevier homepage for full catalogue information on all books, journals and electronic products and services including further information about the publications listed below. Elsevier titles of related interest Books KASSNER Fundamentals of Creep in Metals and Alloys 2004. ISBN: 0080436374 HUMPHREYS AND HATHERLEY Recrystallization and Related Annealing Phenomena, 2nd Edition 2004. ISBN: 008-044164-5 GALE Smithells Metals Reference Book, 8th Edition 2003. ISBN 0-7506-7509-8 Elsevier author discount Elsevier authors (of books and journal papers) are entitled to a 30% discount off the above books and most others. See ordering instructions below. Journals Sample copies of all Elsevier journals can be viewed online for FREE at www.sciencedirect.com, by visiting the journal homepage. Journals of Alloys & Compounds Corrosion Science International Journal of Fatigue Electrochimica Acta To contact the Publisher: Elsevier welcomes enquiries concerning publishing proposals: books, journal special issues, conference proceedings, etc. All formats and media can be considered. Should you have a publishing proposal you wish to discuss, please contact, without obligation, the publisher responsible for Elsevier’s material science programme: David Sleeman Publishing Editor Elsevier Ltd The Boulevard, Langford Lane Phone: +44 1865 843265 Kidlington, Oxford Fax: +44 1865 843920 OX5 1GB, UK E.mail: [email protected] General enquiries, including placing orders, should be directed to Elsevier’s Regional Sales Offices-please access the Elsevier homepage for full contact details www.elsevier.com CORROSION OF ALUMINIUM Christian Vargel Consulting Engineer, Member of the Commission of Experts within the International Chamber of Commerce, Paris, France http://www.corrosion-aluminium.com Foreword by Michel Jacques President, Alcan Engineered Products Translated by Dr. -

2003 TMS Annual Meeting & Exhibition
The Improved Web Resource for Every TMS Publication… TheThe NewNew On-LineOn-Line TMSTMS DocumentDocument CenterCenter Customized to meet your unique needs and now upgraded to provide faster service and easier navigation, the On-Line TMS Document Center provides detailed information and on-line purchasing opportunities for TMS proceedings volumes, textbooks, journals, software programs, video series, and reports. If you need information, you’ve got to try the new TMS Document Center. Check out these great new features: Find, Select, and Check Out the Products You Want FAST The new TMS Document Center provides easier navigation and faster service for an overall improved shopping experience. Sample Articles Before You Buy Not sure if a particular article is the one you need? Click on the PDF icon to view the first page of the article and know that you will be satisfied with your purchase. TMS Members: View JOM On-Line Free of Charge TMS members can view the journal for free through the new TMS Document Center. Simply log in and articles from past and current issues are instantly at your fingertips to browse, read, and print out, free of charge! Purchase Download Suites Purchase downloads in sets of 10, 25, 50, or 100, and use them to download any files in the TMS Document Center (for less than it would cost to download that many papers individually!). Download suites can be used all at once, over a series of visits to the site, or to create your own custom publication. Create Your Own Custom Publication Gather individual papers and articles from TMS proceedings volumes, JOM, Journal of Electronic Materials, and Metallurgical and Materials Transactions A and B to create a one-of-a-kind publication that meets your needs. -

Catalogue Body 1..271
Goodfellow Cambridge Limited Ermine Business Park HUNTINGDON PE29 6WR England Tel: 0800 731 4653 (UK) or +44 1480 424 800 Fax: 0800 328 7689 (UK) or +44 1480 424 900 Goodfellow Corporation 305 High Tech Drive Oakdale, PA 15071 USA Tel: 1-800-821-2870 (USA) or +1 724 695 7060 Fax: 1-800-283-2020 (USA) or +1 724 695 7063 Goodfellow SARL 229, rue Solfe rino F-59000 Lille France Tel : 0800 917 241 (nume ro vert) or +44 1480 424 813 Fax : 0800 917 313 (nume ro vert) or +44 1480 424 900 Goodfellow GmbH Postfach 13 43 D-61213 Bad Nauheim Germany Tel: 0800 1000 579 (freecall) or +44 1480 424 810 Fax: 0800 1000 580 (freecall) or +44 1480 424 900 Web : www.goodfellow.com Email: [email protected] Check out www.goodfellow.com or email [email protected] for latest prices February 2009 #Goodfellow Cambridge Limited Standard Price List for All Alloys CONTENTS Introduction 4 Product Descriptions 5 Technical Information 9 General Information 10 Order information 11 Company Details 13 Conditions of Sale 14 Alloy 18 INDEX 266 Check out www.goodfellow.com or email [email protected] for latest prices February 2009 #Goodfellow Cambridge Limited Introduction Goodfellow is well known as a specialist supplier of Ceramics small to medium size quantities of metals, alloys, The ceramic materials offered by Goodfellow have ceramics, polymers and other materials to meet the been carefully chosen and include both the research, development and specialist production established as well as more recently developed requirements of science and industry worldwide. -

A PDF Summary of All Products Without Prices
Serving The Needs of Science and Industry Worldwide Au service de la Science et de l'Industrie dans le monde entier Weltweiter Lieferant fuÈ r Wissenschaft und Industrie Metals and Alloys Ceramics Polymers Composites Me taux et Alliages Ce ramiques PolymeÁ res Composites Metalle und Legierungen Keramiken Polymere Verbundwerkstoffe 125 Hookstown Grade Road, Coraopolis, PA 15108-9302. USA Tel: 1-800-821-2870 : Fax 1-800-283-2020 Goodfellow Corporation 125 Hookstown Grade Road Coraopolis, PA 15108-9302 PA 15108-9302 USA Tel: 1-800-821-2870 (USA and Canada) or +1 724 695 7060 Fax: 1-800-283-2020 (USA and Canada) or +1 724 695 7063 Goodfellow Cambridge Limited Ermine Business Park HUNTINGDON PE29 6WR England Tel: 011 44 1480 424 800 or 011 44 1480 424 800 Fax: 011 44 1480 424 900 or 011 44 1480 424 900 Goodfellow SARL 229, rue Solfe rino F-59000 Lille France Tel : 0800 917 241 (nume ro vert) or +44 1480 424 813 Fax : 0800 917 313 (nume ro vert) or +44 1480 424 900 Goodfellow GmbH Am Alstertwiete 3 D-20099 Hamburg Germany Tel: 0800 1000 579 (freecall) or +44 1480 424 810 Fax: 0800 1000 580 (freecall) or +44 1480 424 900 Goodfellow (Shanghai) Trading Co., Ltd Room 803, Centro Build, No. 568 Hengfeng Road SHANGHAI 200070 The People's Republic of China Tel: 00 86 21 6112 1560 Email: [email protected] Tel +1 724 695 7060 : Fax +1 724 695 7063 CONTENTS Introduction 1 Product Descriptions 2 General Information 7 Order information 8 Company Details 9 Metals 10 Alloys 96 Compounds 145 Intermetallics 152 Ceramics 153 Polymers 171 Composites 202 Glasses 204 Metal Data Table - Physical Properties 210 Metal Data Table - Mechanical Properties 220 Polymer Data Table 224 Ceramic Data Table 236 INDEX 242 125 Hookstown Grade Road, Coraopolis, PA 15108-9302.