California High Speed Train Project
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Dossier De Pressev 14
Assises du ferroviaire Ouvrir un débat national sur l’avenir du modèle français Jeudi 15 septembre 2011 Sommaire 1. Pourquoi des Assises du ferroviaire ? 2. Un débat national sur l’avenir du modèle ferroviaire français Le ferroviaire français au cœur de l’Europe La gouvernance du système ferroviaire L’économie du ferroviaire La filière ferroviaire française 3. Les Assises du ferroviaire : organisation et calendrier Organisation Le calendrier 4. Les grands chantiers déjà sur les rails : La rénovation et la modernisation du réseau La rénovation du matériel roulant Le service annuel Les projets de nouvelles lignes à grande vitesse L’ouverture à la concurrence Annexes Présentation des Présidents des quatre commissions Composition de l’Assemblée plénière Composition des Commissions 1. Pourquoi des Assises du ferroviaire ? Symbole de performance industrielle, de succès commerciaux et d’innovation technologique, le système ferroviaire français est une vitrine pour notre pays. Pourtant, ce secteur est aujourd’hui confronté à des enjeux de taille : ouverture à la concurrence du transport de voyageurs sous l’impulsion des politiques européennes, stagnation voire dégradation des parts de marchés de certains services de transport, besoin de modernisation du réseau pour absorber l’augmentation du trafic et améliorer la qualité de services pour le voyageur… Face à ces défis, le secteur ferroviaire doit trouver un nouveau souffle pour continuer à créer de nouveaux emplois en France et accélérer la conquête de nouveaux marchés. Dans ce contexte, le Président de la République a annoncé le 8 septembre dernier, lors de l’inauguration de la LGV Rhin-Rhône, que Nathalie Kosciusko-Morizet, ministre de l'Ecologie, du Développement durable, des Transports et du Logement, et Thierry Mariani, ministre des Transports, allaient mettre en débat le modèle ferroviaire français de demain. -
The Hsr As an Innovative and Ecological Mode of Transport
MEST Journal DOI 10.12709/mest.05.05.02.07 THE HSR AS AN INNOVATIVE AND ECOLOGICAL MODE OF TRANSPORT Antoaneta Kirova “Todor Kableshkov” University of Transport, Sofia, Bulgaria ©MESTE JEL Category: L92, O18, R41 Abstract High-speed rails (HSR) connects major cities in developed countries, as listed in the table below. Internationally HSR is developed only in Europe, aiming at the use of trans-European transport network (TEN-T) to link all high-speed lines on the continent into a proper integrated European high-speed network. In terms of the economic development, it is considered that HSR redirects development from one area to another and as far as safety is concerned, most potential rail passengers accept aviation as a safer mode of transport. Another positive outcome is the provision of a better choice of travel mode for public transport users, who already have a lot of options represented by a low-cost bus, a fast plane or a personalized car trip. The general review proves, that besides discussing pros and cons, among which the huge investments, the lack of certainty in the future use of HSR there are positive signs of development. The new trends envisage HSR for freight as well passenger traffic. Still, there is a danger that newer technologies in transportation will boost forward in the time necessary to build a high-speed route. The question who will use the high-speed lines, when air travel provides the high speed, the self- driven cars allow for independent travels and public carriers provide Internet access and comfort to work on board remains. -

ERT-Newslines-Sep-2011
NEWSLINES What's new this month With winter fast approaching, this is the time of year when we start to and 323 after that date will be found on page 237. However, include advance versions of selected International tables valid from the passengers travelling between September 19 and 24 are advised to December timetable change. These will be found in our Winter check locally before travelling. International Supplement on pages 571 to 591, valid from December The new timetable from December 11 will see significant changes, 11. Asummary of the principal changes will be found on page 337. notably in the Dijon area with the opening of the Rhin-Rhoà ne high- With the opening of the Rhin-Rhoà ne high-speed line on that date, we speed line linking Dijon with Mulhouse. There will be two new stations have also included on page 591 the full Paris - Dijon - BesancË on - on the high-speed line, BesancË on Franche-Comte TGV, and Belfort Basel - ZuÈ rich timetable (Table 370) from December 11, when Montbe liard TGV. The former will have a shuttle rail service to the passengers for Mulhouse, Basel and ZuÈ rich will switch to using Paris existing BesancË on station (BesancË on Viotte) taking around 15 minutes. Gare de Lyon instead of Paris Est station. Table 370 will be extended to show the TGV service from Paris Gare Last month we expanded the European Rail Timetable by 32 pages de Lyon via Dijon through to Basel and ZuÈ rich, and an advance version and started to include a new 12-page Beyond Europe section, of this table valid from December 11 will be found on page 591. -
2. the HIGH SPEED RAIWAY LINE TURIN-LYON 2.1. Main Data and a Bit of Clarification Concerning the Tunnels
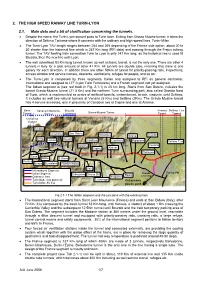
2. THE HIGH SPEED RAIWAY LINE TURIN-LYON 2.1. Main data and a bit of clarification concerning the tunnels. • Despite the name, the Turin-Lyon doesn’t pass to Turin town. Exiting from Gravio Musine tunnel, it takes the direction of Settimo Torinese where it connects with the ordinary and high-speed lines, Turin–Milan. • The Turin-Lyon TAV length ranges between 254 and 265 depending of the France side option, about 20 to 30 shorter than the historical line which is 287 Km long (RFI data) and passing through the Frejus railway tunnel. The TAV fleeting train connection Turin to Lyon is only 247 Km long, as the historical line is used till Bruzolo, then the new line until Lyon. • The well advertised 53 Km long tunnel, known as well as basic tunnel, is not the only one. There are other 4 tunnels in Italy for a total amount of other 41 Km. All tunnels are double tube, meaning that there is one gallery for each direction. In addition there are other 50Km of tunnel for priority-passing rails, inspections, access window and service tunnels, descents, ventilations, refuges for people, and so on. • The Turin-Lyon is composed by three segments, Italian and assigned to RFI as general contractor, International and assigned to LTF (Lyon Turin Ferroviaire) and a French segment, not yet assigned. The Italian segment is (see red track in Fig. 2.1-1) is 43 km long. Starts from San Didero, includes the tunnel Gravio-Musine tunnel (21.3 Km) and the northern Turin surrounding part, also called Gronda Nord of Turin, which is implemented as series of artificial tunnels, embankment, trench, viaducts, until Settimo. -

TGV Paris-Milan
22nd Hellenic Logistics Conference Athens, 28-29 November 2018 Luisa Velardi 1. Single European Railway Area 2. Trains beyond borders 3. Companies beyond borders 2. Trains beyond borders 1. Single European Railway Area 3. Companies beyond borders Opening up national freight and passenger markets to cross-border competition has been a major step towards creating an integrated European railway area and a genuine EU internal market for rail • Boosting competition. Different organisational entities must be set up for transport operations on the one hand and infrastructure management on the other. • Opening markets Europe-wide. As well as encouraging greater competition within national markets, EU legislation gives rail operators the ability to run services in and between other EU countries, opening up cross-border competition. Source: https://ec.europa.eu/transport/modes/rail/market_en 2. Trains beyond borders 1. Single European Railway Area 3. Companies beyond borders Technical pillar • save firms from having to file costly multiple applications in the case of operations beyond one single Member State. ERA will issue vehicle authorizations for placing on the market and safety certificates for railway undertakings, valid throughout the EU. • create a "One stop shop" which will act as a single entry point for all such applications, using easy, transparent and consistent procedures. • ensure that European Rail Traffic Management System (ERTMS) equipment is interoperable. • reduce the large number of remaining national rules, which create a risk of insufficient transparency and disguised discrimination of new operators. Source: https://ec.europa.eu/transport/modes/rail/packages/2013_en 2. Trains beyond borders 1. Single European Railway Area 3. -

Analyse De La Deuxième Phase De La Branche Est De La Ligne À Grande Vitesse (LGV) Rhin-Rhône
MINISTÈRE DE LA TRANSITION ÉCOLOGIQUE ET SOLIDAIRE Analyse de la deuxième phase de la branche Est de la ligne à grande vitesse (LGV) Rhin-Rhône Rapport n° 012304-01 établi par Michel ROSTAGNAT P UNovembre B 2018 L I É PUBLIÉ Les auteurs attestent qu'aucun des éléments de leurs activités passées ou présentes n'a affecté leur impartialité dans la rédaction de ce rapport Statut de communication Préparatoire à une décision administrative Non communicable Communicable (données confidentielles occultées) Communicable PUBLIÉ PUBLIÉ Sommaire Résumé.....................................................................................................................4 Liste des recommandations...................................................................................5 Introduction..............................................................................................................6 1. Où en est-on ?.......................................................................................................8 1.1. Bilan de la première phase.........................................................................................8 1.1.1. Modalités d’établissement du bilan LOTI.........................................................9 1.1.2. Evolution du trafic voyageurs...........................................................................9 1.1.3. Bilan financier................................................................................................12 1.2. Le service.................................................................................................................14 -

Download PDF (62.7
Index ability and interoperability 277 Austria 113, 150, 156, 177, 182, 192–4, access, non-discriminatory 43, 46, 201 303–21, 333 authorization process 286–9, 291–2, accounting separation 56, 68, 356–7 293, 294, 299, 300 acquisitions 182–9 autonomy, managerial 90–108 ‘additivity principle’ 326, 332, 338 auto transportation 240, 343, 346 Adelaide–Darwin 262 availability-based concessions 250, Adif 199 253, 255, 260, 268, 269 ageing population 30 avoidable cost principle 350 airport rail links (ARLs) 250, 252, 253, 268, 269 bankruptcies 98 air transport 127–8, 130, 343, 346, Banverket 58 359 Baritaud, M. 325 Alexandersson, G. 2, 59, 103–4, BBG (Federal Railways Act/ 106 Bundesbahngesetz) 192 Allais, Maurice 324, 330, 336 BCG study 102 Alleo 181 BDZ Cargo 154 alliances 179–82, 318 Beacon Rail 224 Alpha Trains 222 Beckers et al. 175 Amtrak 241, 343 Belgium 16, 113, 151, 153, 308 Angel 211, 223, 224 benchmark competition 242, 245 Arenaways 176, 196 Beria et al. 70 Arlanda Express 262, 263, 267 BLS AG 243 Arriva 100–101, 182, 202, 312, 313 BNA (Bundesnetzagentur) 307 Arriva RP 192 bottlenecks, monopolistic 42, 43, 48 Artesia 180 BRC 154 Arup 223 Brisbane Airtrain 262 asset management 227, 229 Britain see UK asset-only PPPs 252 British Rail 59, 61 assets brownfield concessions 270 return 317–18 BTRE 297 value 314–16, 320 Bulgaria 100, 154 ATOC (Association of Train Operating bundled regimes 82–3 Companies) 221, 223, 227 bus access 312–13 Augusta 193 business diversification 350, 360 Australia 222, 234, 261, 262, 297, 342, Butcher, L. -

Transport Et Réseaux : Continuités Et Ruptures
LES GRANDS CADRES ACTUELS DE LA POLITIQUE DES TRANSPORTS ET DE LEUR FINANCEMENT avec des ajustements chaque fois tout à fait justifiés. Par exemple, en 2003 le groupe projets, des groupes de projets ou même un axe toute entier. Ce à haut niveau avait classé le projet de liaison Seine-Escaut comprenant le Canal coordonnateur aura pour tâche de conseiller les promoteurs de projets Seine-Nord dans une liste de projets pour le plus long terme, faute d’engagements dans le montage financier et l’évaluation, et à ce titre il devrait veiller à fermes des autorités françaises. Mais depuis la réunion du Comité interministériel consulter aussi les opérateurs ou les régions et les collectivités locales d’aménagement du territoire de décembre 2003, ces engagements au niveau de directement concernés. Ca sera donc un travail pour Jacques BARROT l’Etat sont maintenant clairs et ce projet a donc pu être ajoutée à la liste des dès 2005 de proposer à la Commission de désigner ces coordonnateurs priorités européennes. pour les projets qui en ont le plus besoin. • Une procédure de déclaration d’intérêt européen qui aura, entre autres, 3. LE CONTENU DE LA DÉCISION FINALE pour effet de faciliter l’intégration des procédures d’évaluations qui sont Le premier élément est une nouvelle liste de 0 projets prioritaires pour le réseau à l’heure actuelle cloisonnées entre Etats membres. Concrètement, les transeuropéen : les 14 projets d’Essen qui sont confirmés ou étendus plus 16 autres Etats membres devront coordonner leurs procédures d’évaluation et de projets nouveaux dans les nouveaux Etats membres mais aussi dans les anciens consultation du public. -

As of 31St December 2019, SNCF Réseau & SNCF Mobilités
SNCF GROUP INVESTOR PRESENTATION TABLE OF CONTENT 1 SNCF GROUP: AN OVERVIEW OF OUR BUSINESSES 2 SNCF GROUP: CREDIT PROFILE 3 SNCF RÉSEAU: CREDIT PROFILE 4 CSR: COMMITMENTS & GREEN BOND PROGRAMME 5 APPENDICES: BUSINESS PROFILES OTHER CONTACTS 2 SNCF GROUP INVESTOR PRESENTATION AN OVERVIEW OF OUR BUSINESSES SNCF GROUP PRESENTATION A LEADING PASSENGER AND FREIGHT LOGISTICS GROUP IN FRANCE & WORLDWIDE € 33.3 bn € 21.6 bn € 5.1 bn AA- Aa3 A+ Turnover in 2018 € 4.0 bn Net debt pro forma CAPEX financed on its own S&P Moody’s Fitch Group EBITDA in 2018 1/3 outside of France of total debt relief* by SNCF Group Stable Stable Stable * Pro forma of the € 35 bn debt relief, post 2022 Total turnover: breakdown by branches (internal and external) Main activities: rankings & KPIs IN % 24 4 -19 SNCF Réseau KEOLIS automatic subway 100 SNCF Réseau largest network in Europe 18 #2 #1 and tramway operator worldwide 50 SNCF Voyageurs #3 largest ‘high speed’ network in the world SNCF Logistics KEOLIS SNCF Voyageurs #4 operator in Europe GEODIS operator worldwide 15 k trains / day, #8 23 Rail Freight of which 7,000 in the Paris Greater area OUI.SNCF Other* 15 m travelers / day in the world #1 online travel agency in France * Mainly intercompany sales elimination SNCF Réseau SNCF Voyageurs KEOLIS GEODIS Rail Freight Infrastructure and train Train operating company World leader in day Freight and logistics, Rail freight transport station manager in France in France and internationally to day mobility both internal and international, solutions for industries including -

Paris“ Getauft
Presseinformation Zehn Jahre deutsch-französischer Hochgeschwindigkeits- verkehr: ICE auf den Namen „Paris“ getauft Rund 16 Millionen Fahrgäste seit 2007 • Hohe Kundenzufriedenheit von 92 Prozent • WLAN in allen Zügen und auf allen Streckenabschnitten ab Sommer • Jubiläumsangebot: 10.000 Tickets für 29 Euro (Berlin/Paris, 1. Juni 2017) Anlässlich des zehnjährigen Bestehens des deutsch- französischen Hochgeschwindigkeitsverkehrs wurde heute in Paris ein ICE auf den Namen „Paris“ getauft. Birgit Bohle, Vorstandsvorsitzende DB Fernverkehr AG, Patrick Jeantet, Mitglied des Konzernvorstandes SNCF, Vorsitzender des Vorstands von SNCF Réseau, und Rachel Picard, Vorstandsvorsitzende SNCF Voyages, nahmen die Namensgebung im Beisein zahlreicher Ehrengäste vor. „Gemeinsam mit den rund 16 Millionen Fahrgästen in ICE und TGV haben wir seit 2007 eine außergewöhnliche Erfolgsgeschichte geschrieben“, sagte Birgit Bohle in Paris. „Und sie wird weiter fortgesetzt: Seit Einführung der Hochgeschwindigkeitsverkehre sind die Fahrgastzahlen um über 60 Prozent gestiegen. Ich bin sicher, dass wir mit den kürzeren Reisezeiten, den zusätz- lichen Verbindungen und ab Sommer mit WLAN in allen TGV und ICE auf allen Streckenabschnitten noch mehr Kunden für dieses Angebot begeistern können.“ Kern des Erfolgs bildet Alleo, die gemeinsame, für Marketingleistungen zuständige Tochtergesellschaft von DB und SNCF. Den ICE- und TGV-Zügen von Alleo gelang es, auf der Relation Stuttgart–Paris mit 65 Prozent Marktanteil gegenüber dem Flugzeug die Markführerschaft zu erringen. -

Prévisions De Trafic En Territoire Alsace Mardi 12 Juin 2018
PRÉVISIONS DE TRAFIC EN TERRITOIRE ALSACE MARDI 12 JUIN 2018 TRAFIC TGV TRAFIC RÉGIONAL État du trafic État du trafic Perturbé TER [en moyenne +6% de cars] Perturbé TGV [en moyenne] Prévisions détaillées Prévisions détaillées + Sur l’axe Est : + Strasbourg – Bâle (TER 200) : 5 trains sur 10 + Alsace – Paris : 14 allers – 14 retours (Alleo* compris) + Mulhouse Thann Kruth en tram-train : 9 tram-train sur 10 (fermeture ligne après 21h) + Strasbourg – Roissy Aéroport CDG : 1 aller – 1 retour + Mulhouse Thann Kruth en train : 5 circulations sur 10 (dont 5 cars) + Strasbourg – Nantes : 1 aller – 1 retour + Strasbourg – Offenbourg : service normal + Strasbourg – Bordeaux : 1 aller – 1 retour + Mulhouse – Müllheim : service normal (dont 6 cars) + Strasbourg – Nancy : 2 trains sur 5 + Sur l’axe Sud -Est : + Strasbourg – Sélestat via Molsheim : 4 circulations sur 10 (dont 4 cars) + Mulhouse - Paris Lyon : 4 allers – 4 retours ( Lyria compris) + Strasbourg-Sélestat (Omnibus) : 2 circulations sur 10 (dont 1 car) + Strasbourg – Marseille : 1 aller – retour + Strasbourg – Molsheim : 3 train sur 10 + Francfort – Marseille : 1 aller – retour + Mulhouse – Belfort : 3 trains sur 10 + Strasbourg – Montpellier : 1 aller – retour + Strasbourg – Sarrebruck : 4 trains sur 10 + Colmar – Metzeral : 3 circulations sur 10 (dont 3 cars) TRAFIC INTERNATIONAL + Mulhouse – Bâle (Omnibus) : 3 circulations sur 10 (dont 1 car) + Alléo * (France - Allemagne) + Strasbourg – St-Dié : 3 circulations sur 10 (dont 9 cars) + Mulhouse – Colmar (Omnibus): 3 trains sur 10 + Strasbourg -

A Study by Thomas Manthei – Tmrail
a Study by Thomas Manthei – TMRail All rights reserved by the author. first publication 2004 © 2004, 2021 TMRail - Thomas Manthei CH 6333 Hünenberg (ZG) Switzerland https://tmrail.jimdosite.com CONTENTS 1. Foreword to the updated edition 2021 ......................................................................... 4 2. Foreword (2004 Version) ................................................................................................. 4 3. Author and Publishers (Updated version 2021) ....................................................... 6 The Publisher ................................................................................................................................................. 6 The Author ...................................................................................................................................................... 6 1. Management Summary (2004 version) ....................................................................... 7 Abstract: ........................................................................................................................................................... 7 Results: ............................................................................................................................................................ 7 2. Topics and Methods .........................................................................................................10 Definition (2004 version) ...........................................................................................................................