Mechanism and Formation of Woven Selvage Lines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Elegant Shoulderette ¤ 1999 by Leef Bloomenstiel
1 Elegant Shoulderette ¤ 1999 by Leef Bloomenstiel This shrug pattern can be a wel- come addition to any wardrobe. It can be worn as a dressy acces- sory, or look equally well with jeans. It is not a tight fitting shrug, but more loosely fitted with an ele- gant drape. The pattern will fit a wide range of sizes, but you must take your arm span measurement first. Stand with your arms com- fortably at your side, and measure from the top of your wrist (where you like the cuffs of your sweaters to fit) up your arm to the top of the shoulder, over the shoulder and to the middle of your back, to the nape of the neck. Write this measurement down as you will re- fer to it often. The pattern is knit sideways from the left wrist STITCH LEGEND to the right wrist. There is a garter stitch border ———————————— at both the top and bottom. The top garter K - knit stitch border is gently increased to provide a P - purl fold back collar, and the center panel is in- st - stitch creased from the arms to cover the length of sts- stitches the back from the neck, to the lower middle M1 - make one (an increase) RS - right side of the back. The directions are given for the WS - wrong side first half of the sweater, as the second half is k2tog - knit 2 sts together knitted exactly the same as the first half, with p2tog - purl 2 sts together decreases where increases were made. PM - place marker The use of a row counter is highly recommended. -

4-H 168 Sewing for Fun : Leader's Guide
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Nebraska 4-H Clubs: Historical Materials and 4-H Youth Development Publications 1986 4-H 168 Sewing for Fun : Leader's Guide Follow this and additional works at: http://digitalcommons.unl.edu/a4hhistory "4-H 168 Sewing for Fun : Leader's Guide" (1986). Nebraska 4-H Clubs: Historical Materials and Publications. 338. http://digitalcommons.unl.edu/a4hhistory/338 This Article is brought to you for free and open access by the 4-H Youth Development at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Nebraska 4-H Clubs: Historical Materials and Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. RD2134 40677 Nebraska Cooperative Extension Service 4-H 168 Leader's Guide ~ Issued in furtherance of Cooperative Extension work, Acts of May 8 and June 30, 1 914, in cooperation with the {~\ ...,... U.S. Department of Agriculture. Leo E. Lucas, Director of Cooperative Extension Service, University of Nebraska, : . · ~ Institute of Agriculture and Natural Resources. • • • ........~ The Cooperative Extension Service provides information and educattonal programs to all people wtthout regard to race, color. nattonal or~gtn , sex or hand•cap. Sewing for Fun Introduction Four-H'ers enroll in sewing projects because they Congratulations on assuming the role of a 4-H sewing want to learn to sew. They want articles they can use project leader. Teaching young people to sew is a satis and enjoy. If leaders always expect perfection, members fying activity in which you can take part. Like most 4-H may be discouraged and lose interest. -
Fibers and Fabrics Level 1 Oregon 4-H Clothing Construction Fact Sheets: Basic Skills—Level 1
Archival copy. For current version, see: https://catalog.extension.oregonstate.edu/4-h32017 Fibers and Fabrics Level 1 Oregon 4-H Clothing Construction Fact Sheets: Basic Skills—Level 1 4-H 320-17 • October 2014 Natural and man-made fibers Fibers are the basic component of fabrics. Each type of fiber has unique characteristics, and fabrics have the same characteristics as the fibers they are made from. Learning about fibers is important because it helps you understand how the fabric will perform and what care the fabric needs. Fibers can be natural or man-made. Natural fibers Natural fibers come from natural sources, such as plants and animals. There are four natural fibers: cotton, linen, silk, and wool (figure 1). These fibers are naturally absorbent and porous. This is why fabrics made from natural fibers will be comfortable to wear in a variety of temperatures. However, natural fibers will Figure 1. Cotton is an example of a also shrink if they are not handled carefully. natural fiber. Man-made fibers The term “man-made fiber” refers to all fibers not found in nature. Man-made fibers are made from a synthetic source (chemicals, such as petroleum) or a cellulose source that has been enhanced in a lab (figure 2). Man-made fibers include nylon, polyester, olefin, rayon, acetate, triacetate, spandex, and acrylic. These fibers are highly resilient, so they resist creases. However, because they are not very absorbent or porous, they may be uncomfortable in hot or humid weather. Woven, knitted, and other fabric construction Fibers or yarns made from fibers can be used in many ways to make fabrics. -

The Selvage/Selvage Challenge
Threads/Association of Sewing and Design Professionals 2021 Challenge The Selvage/Selvage Challenge Challenge Terms and Schedule Smart designers and sewers are mindful of their materials. They see potential in a wide range of fabric sources and find ways to use them creatively. This year, Threads challenges you, the members of the Association of Sewing and Design Professionals, to expand your definition of fabric and incorporate pre-worn garments into your designs. We also ask you to include coordinating yardage and make use of it all the way to the edge. We would like you to create a garment or ensemble worthy of a professional setting, whether that means going to an office or appearing in a high-definition video conference from your home workspace. Please define the “office” you are designing for. Consider how your ensemble will look in that space. You may need a head-to-toe look for giving in-person presentations, or an outfit that looks dynamic on camera from the waistline up, with a comfortable, easy-to-wear bottom half. Your entry should contain at least 25 percent fabric or design elements from one or more used ready-to-wear garments. You may select garments from your own closet or another source. We encourage you to look at menswear, knits, and even special-occasion dresses, in addition to more conventional office-wear pieces, when you are choosing pieces to upcycle. Feel free to incorporate embellishments, closures, and other features from the garments you pick. The remaining fabric can be of your choice, but you must include a total of at least 36 inches of visible fabric selvage in the design. -

A Quick and Easy Project – This Lovely Little Scarf Is Knit in Fisherman's
by Robyn Diliberto for Make One Design Features: A quick and easy project – this lovely little scarf is knit in fisherman’s rib and finished with a knitted flower and button. Size: One size fits most. Yarn required: 150 yards fingering weight yarn* *Yarn used is labelled 26sts/4” (sport weight), but it seemed as fine as any sock yarn. Blocked Gauge: 26 sts/32 rows = 4” (10cm) in Fisherman’s Rib stitch pattern Needles: Size 5 U.S. (3.75 mm) needles (set of 5 double pointed or two circulars) or size needed to obtain gauge. Other Supplies: Size F (3.75 mm) crochet hook Waste yarn Tapestry Needle Skill Level: Advanced Beginner/Intermediate Yarn Used for sample: Swiss Mountain Silk by Hand Maiden 65% cashmere/35% silk 180 m/50 g Color: Rose Revised August 27, 2008 Page 2 of 2 Scarf Queen’s Ball Button With Size 5 U.S. needles (straight or circular – knitter’s With Size 5 U.S. double pointed or straight needles, choice) cast on 27 stitches. cast on 8 stitches. Row 1: Knit in front and back of each stitch; *Fisherman’s Rib Stitch pattern 16 stitches. (instructions include a two stitch selvage at each edge): Row 2: *purl 1, knit 1; Row 1: Slip 1 purlwise, purl 1, knit 23, purl 1, knit 1. repeat from * to end of row. Row 2: Slip 1 purlwise, knit 1, Row 3: *knit 1, purl 1; *purl 1, knit next stitch in the row below repeat from * to end of row. [insert right hand needle into the center of the Row 4, 6, 8, 10: Repeat Row 2. -

Clothing, Artd Textiles Leader's Guide Levels I-IV
LD 5655 A762 1995m c. 2 • 4-H Pers-onal Appearance, Clothing, artd Textiles Leader's Guide Levels I-IV NAME NAME OF CLUB------------------- .Virginia Cooperalive.ExtenSfon . .. P1iblication 346.036 Reprinted 1995 VIRGINIA SfA'Jl! UNIVERSITY ~...... ....:..· .. "'-~:... · -,Virginia eo.p.r.livc Extension programsandemployn-ueopen toaU, nogardlessuf racc,color,noligi<lll,scx, age, vcteransta1US,D1liooal origin.disability,orpolilic:al affiliation. tequal opportunity/affmnalivc ac:lioo employer. Issued in furtbcraacc of Coopcralivc l!xtcasioa woit, Virginia Polyta:bnic lnslilUIC and Stale University, ~~..,.·:;;": Virginia Sta University, and !he U.S. Dcpanmcnt ofAgricul111re c:onpcraling. William A. Alica, Diiec:tor, Virginia Coopcralivc Extcnsioo, Virginia Tech, Blacksburg; ~:;,:.t ... ; Lormza W. :YOOS. Administrator, 1890 &tension Prognm, Virginia Stale, PCICnburg. _.:"'"f.':.:. I ~ ... ~ t··;..::..·~:~ :-'-··· '.!!\:.l • .... : i.,.. ___c···:·.f _ CONTENTS 4-H Pact Projects . .. ..... ... ......... .. .. .... .. ... .... ....... .. 1 Laundry and Drycleaning ................................ 50 Evaluation ........................................................ 4 Master Plan ...................................................... 8 Fabrics/Textiles ...................................................... 57 Identification .................................................... 57 Planning and Completing ...................................... 12 Buying Fabrics ................................................. 65 Clothes and People ................................................ -

4-H Textile Science Textile Arts Projects. INSTITUTION Pennsylvania State Univ., Univeriity Park
DOCUMENT RESUME ED.379 510 CE 068 348 AUTHOR Scholl, Jan TITLE 4-H Textile Science Textile Arts Projects. INSTITUTION Pennsylvania State Univ., Univeriity Park. Cooperative Extension Service. PUB DATE 94 NOTE 24p.; For related documents, see CE 068 343-347. PUB TYPE Guides Classroom Use Instructional Materials (For Learner) (051) EDRS PRICE MF01/PC01 Plus Postage. DESCRIPTORS Clothing; Clothing Design; *Clothing Instruction; *Design Crafts; Elementary Secondary Education; Extracurricular Activities; Home Economics; *Home Management; *Learning Activities; *Student Organizations; Student Projects; *Textiles Instruction IDENTIFIERS *4 H Programs; Crocheting; Knitting; Weaving ABSTRACT This packet contains three 4-H textile arts projects for students in the textile sciences area. The projects cover weaving, knitting, and crocheting. Each project provides an overview of what the student will learn, what materials are needed, and suggested projects for the area. Projects can be adapted for beginning, intermediate, or advanced levels of skills. A step-by-step plan for doing the project, with instruction sheets and line drawings is included. Also included are a project record, ideas for sharing the project with others, and suggestions for additional projects. (KC) *********************************************************************** Reproductions supplied by EDRS are the best that can be made * from the original document. *********************************************************************** 4-H Textile Science Textile Arts Projects U S. DEPARTMENT OF EDUCATION Ofj Ice of Educational Research and Improvemont E r.1 CATIONAL RESOURCES INFORMATION "PERMISSION TO REPRODUCE THIS CENTER (ERIC) This document has been reproduced as MATERIAL HAS BEEN GRANTED BY received from the person or organization originating it. Minor changes have been made to improve reproduction quality. Points of view or opinions stated in this document do not necessarily represent official OERI position or policy. -
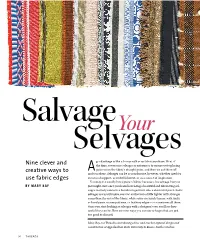
Nine Clever and Creative Ways to Use Fabric Edges
Salvage SelvagesYour good selvage is like a bonus with your fabric purchase. Most of Nine clever and the time, sewers use selvages as references to ensure we’re placing A patterns on the fabric’s straight grain, and then we cut them off creative ways to and toss them. Selvages can be so much more, however, whether used for use fabric edges structural support, as embellishment, or as a source of inspiration. You may not usually buy a piece of fabric because of its selvage, but you BY MARY RAY just might start once you learn how using a beautiful and interesting sel- vage creatively can turn a humdrum garment into a statement piece. Some selvages are unobtrusive, narrow, and woven a little tighter with stronger yarns than the rest of the fabric, while some are much fancier, with multi- colored yarns, woven patterns, or feathery edges—or sometimes all three. Once you start looking at selvages with a designer’s eye, you’ll see how useful they can be. Here are nine ways you can use selvages that are just too good to discard. Mary Ray is a Threads contributing editor and teaches apparel design and construction at Appalachian State University in Boone, North Carolina. 36 THREADS Selvages, like those shown on the facing page, may be reserved or flashy. Discover how to use them instead of trims to highlight garment details. At right, a wool tweed dress gets a boost from self- fabric selvages applied as stitched-down seam piping. Pattern: Vogue 1183; fabric: MoodFabrics.com. www.threadsmagazine.com AUGUst/SEPteMBER 2014 37 Prepare to use selvages The ways you can use a selvage depend on whether it is uncut (flat) or fringed. -

Knit to Shape Garments Under HTSUS Heading 6110
What Every Member of the Trade Community Should Know About: Classification of Knit to Shape Garments under HTSUS Heading 6110 AN INFORMED COMPLIANCE PUBLICATION MAY 2008 Classification of Knit to Shape Garments under HTSUS Heading 6110 May 2008 NOTICE: This publication is intended to provide guidance and information to the trade community. It reflects the position on or interpretation of the applicable laws or regulations by U.S. Customs and Border Protection (CBP) as of the date of publication, which is shown on the front cover. It does not in any way replace or supersede those laws or regulations. Only the latest official version of the laws or regulations is authoritative. Publication History First Issued June 2006 Reviewed with no changes May 2008 PRINTING NOTE: This publication was designed for electronic distribution via the CBP website (http://www.cbp.gov) and is being distributed in a variety of formats. It was originally set up in Microsoft Word 2003®. Pagination and margins in downloaded versions may vary depending upon which word processor or printer you use. If you wish to maintain the original settings, you may wish to download the .pdf version, which can then be printed using the freely available Adobe Acrobat Reader®. 2 Classification of Knit to Shape Garments under HTSUS Heading 6110 May 2008 PREFACE On December 8, 1993, Title VI of the North American Free Trade Agreement Implementation Act (Pub. L. 103-182, 107 Stat. 2057), also known as the Customs Modernization or “Mod” Act, became effective. These provisions amended many sections of the Tariff Act of 1930 and related laws. -

Clothing Construction Guidelines and Forms
Clothing Construction Guidelines and Forms General 1. Members should be enrolled in the project at the beginning of the project year, October 1. (Separate Guidelines for Buymanship and Fashion Revue are provided on the website or at the 4- H office.) 2. It is suggested that all Clothing Construction participants use the guidelines relative to their level – Beginner, Intermediate or Advanced. 3. Each member who signs up for a clothing/sewing or buymanship project should be given a copy of these guidelines (available for printing from the website) to share with their parents. This would be helpful when choosing an appropriate pattern and material. The ideas listed are just suggested techniques and learning experiences that could be learned at the various stages. It doesn’t mean that the member has to learn all of the techniques during that time period. It depends on the individual and how much they can handle. Each member should have a new learning experience with each new project. It is vitally important not to let the member get overwhelmed with their project. 4. The project selected each year should be made with regard to the 4-H member’s interest, length of attention span and ability, and be mutually agreed upon by the member and the project leader. 5. Members should attend at least 3 project meetings and evaluate projects with leaders throughout the year. 6. Project leaders should decide whether the member has fulfilled the project requirements before the evaluation and discuss with the Project Superintendent if necessary. 7. Members wishing to complete projects in buymanship and/or sewing should enroll in each project and fulfill requirements for each project. -

Pattern Layout, Pinning and Cutting
Lesson Pattern Layout, Pinning 8 and Cutting Objectives This lesson will help you to • identify the various ways fabric may be folded in preparation for layout, pinning, and cutting. • correctly lay out a pattern. • give reasons for various layout, pinning, and cutting procedures. • interpret layout, pinning, and cutting information found on the pattern instruction sheet. Words to Know lengthwise fold double fold even plaid partial fold repeat uneven plaid crosswise fold Gathering Information Following the correct pattern layout will help ensure that your garment is cut out on- grain. Pinning and cutting your garment carefully will avoid wasting fabric. This lesson will provide the information you need to lay out, pin, and cut out your pattern pieces. You will first need to make sure the cut ends of your fabric are on-grain. If they are off- grain, follow the directions in Lesson 4, “Fabric Preparation,” to straighten the grain before preparing the fabric for pattern layout. Folding Fabric can be folded in a variety of ways the Fabric before pattern pieces are positioned for cutting. The type of fold used depends on • the number of pattern pieces that must be placed on a folded edge • the fold that results in the most economic use of the fabric • the width of the fabric • the pattern size Pattern companies have already taken these factors into consideration for you. Therefore, you should fold your fabric as shown in the diagram found on your pattern instruction sheet. (Continued) 101 L5-8.indd 101 8/8/2012 8:59:57 AM 102 Successful Sewing Lengthwise fold. -

Embroidery and Dark Fabrics
Lesson 11 – Embroidery and Dark Backgrounds We have now completed the basics. QuikPrep Appliqué is so much more than just stitching the four elements. With QuikPrep Appliqué there is a fast, easy, accurate way to add embroidery and other embellishments to our appliqué blocks. We can eliminate ugly seam allowances that show through thin appliqué fabric by lining those patches. We can use the same lining technique to pad our patches making beautiful sculptured flowers or playful kids’ quilts. We can do both split leaves, skinny stems and berries. We can even work on dark background fabrics without the mess of chalk markers. Let the fun begin Our QuikPrep Appliqué Sampler has embroidered veins on both the leaves and the petals. Let’s add those to our blocks now. Embroidery Wrong side It really is as easy as 1, 2, 3. 1. Thread your appliqué needle with thread that is the same color as your embroidery floss. 2. Working on the backside of your background Figure 4_1 fabric, do a short running stitch over each line of embroidery. 3. Flip to the front side. Embroidery over the running Wrong side stitch line. Be sure to keep your running stitches short. Longer stitches have a tendency to show. Most of the time you won’t have to take the running stitch out of your work. Figure 4_2 Copyright ©2018 Connie Sue Haidle. All rights reserved 71 Your embroidery will cover it. For the veins on our QuikPrep Appliqué Sampler either the backstitch or the stem stitch will work well. Right side Use either 1 or 2 strands of embroidery floss or #12 pearl cotton.