Carpet Manufacture
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Product Catalogue
Product Catalogue - 1 - I would like to take this opportunity to welcome you to our Retailer Reference Guide. This guide has been compiled to offer you an insight into Ulster, our core values, and our long-term commitment to our retailers and to the industry. We have made significant investments in new ranges and refreshed some of our existing ranges and this guide showcases the entire Ulster offering accompanied by stunning room set and close up photography. I know that at Ulster we are extremely fortunate to have such good relationships with our retailers and, indeed we can count many of you as our friends. I thank you for your continued support over the years, and assure you that we are clearly focused on strenghtening those valued relationships going forward. Nick Coburn Group Managing Director Natural Choice Axminster - Garland Natural (11/20042) Find this carpet on Page 22 Contents This Retailer Reference Guide provides you with all of the information you will need on current Ulster Carpets products. We have divided the guide into easily identifiable colour-coded sections which will help you to quickly locate the ideal Ulster product. The colour-coded bars below outline the colours and page numbers of each section. Section/Content Page(s) Section/Content Page(s) Behind the Brand 4 - 5 Open Ground 46 - 54 Ulster History & Sheriden 46 - 48 Key Selling Points 4 - 5 Athenia 49 - 51 Tazmin 52 - 54 Contemporary Traditionals 6 - 21 Country House Kazan 6 - 7 Classic Traditionals 55 - 60 Country House Beaumont 8 - 9 Anatolia 10 - 12 Glenavy -

Advances in Carpet Manufacture
SOFTbank E-Book Center Tehran, Phone: 66403879,66493070 For Educational Use. www.ebookcenter.ir Woodhead Publishing in Textiles: Number 87 Advances in carpet manufacture Edited by K. K. Goswami © SOFTbank2009 Woodhead E-Book Publishing Center Limited Tehran, Phone: 66403879,66493070 For Educational Use. www.ebookcenter.ir Published by Woodhead Publishing Limited in association with The Textile Institute Woodhead Publishing Limited, Abington Hall, Granta Park, Geat Abington Cambridge CB21 6AH, UK www.woodheadpublishing.com Woodhead Publishing India Private Limited, G-2, Vardaan House, 7/28 Ansari Road, Daryaganj, New Delhi ± 110002, India Published in North America by CRC Press LLC, 6000 Broken Sound Parkway, NW, Suite 300, Boca Raton, FL 33487, USA First published 2009, Woodhead Publishing Limited and CRC Press LLC ß Woodhead Publishing Limited, 2009 The authors have asserted their moral rights. This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission, and sources are indicated. Reasonable efforts have been made to publish reliable data and information, but the authors and the publishers cannot assume responsibility for the validity of all materials. Neither the authors nor the publishers, nor anyone else associated with this publication, shall be liable for any loss, damage or liability directly or indirectly caused or alleged to be caused by this book. Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming and recording, or by any information storage or retrieval system, without permission in writing from Woodhead Publishing Limited. The consent of Woodhead Publishing Limited does not extend to copying for general distribution, for promotion, for creating new works, or for resale. -

The Story of Axminster Carpets
Magic Carpets – the Axminster story Magic Carpets-the Axminster story Introduction Up until the 18th century Age of Elegance, few people in this country would have set foot on a carpet. The fl oors of the homes of this Isle would have been made of beaten earth covered in rushes or straw threshings, fl agstones or wood. As late as 1751, a carpet was described as “a sort of covering to be spread on a table, trunk, an estrade (dais), or even a passage or fl oor”. In Scotland, in the latter part of the 18th century, a fl at reversible double-woollen fl oor cloth was becoming popular as a means of rendering the houses comfortable and as “a security against stone buildings, stone staircases and a cold climate”. “Kidderminster stuffs”, initially used as table cloths, were adapted in 1735 as a coarse double-weave cloth for fl ooring, but it was not until the middle of the 18th century that the glorious hand-knotted seamless carpets were born in the market town of Axminster and spread on the fl oors of palaces and country homes of Great Britain and beyond. The inventor of Axminster Carpets was a local man – Thomas Whitty – and it is his story and that of the second great weaver of Axminster, Harry Dutfi eld, which this booklet seeks to record. Index 03 Introduction Thomas Whitty and the birth of Axminster carpets 04 04 08 Whitty’s designs in the Age of Elegance 10 The Weavers’ Tales celebrations 08 11 Harry Dutfi eld and the renaissance of Axminster Carpets 13 Where are they now? 10 14 Looking to the future 15 Chronology 11 Introduction & Index | p3 Thomas Whitty and the birth of Axminster carpets The man who made the town of making an eight-inch square of ‘Turkey’ Axminster synonymous with carpets – carpet. -

Product Catalogue
Product Catalogue - 1 - I would like to take this opportunity to welcome you to our Retailer Reference Guide. This guide has been compiled to offer you an insight into Ulster, our core values, and our long-term commitment to our retailers and to the industry. We have made significant investments in new ranges and refreshed some of our existing ranges and this guide showcases the entire Ulster offering accompanied by stunning room set and close up photography. I know that at Ulster we are extremely fortunate to have such good relationships with our retailers and, indeed we can count many of you as our friends. I thank you for your continued support over the years, and assure you that we are clearly focused on strengthening those valued relationships going forward. Nick Coburn Group Managing Director Natural Choice Axminster - Garland Slate (91/20050) Find this carpet on Page 19. Contents This Retailer Reference Guide provides you with all of the information you will need on current Ulster Carpets products. We have divided the guide into easily identifiable colour-coded sections which will help you to quickly locate the ideal Ulster product. The colour-coded bars below outline the colours and page numbers of each section. Section/Content Page(s) Section/Content Page(s) Behind the Brand 4-5 Open Ground 42 - 52 Ulster History & Sheriden 42 - 44 Key Selling Points 4-5 Athenia 45 - 47 Quadra 48 Orissa 49 Contemporary Traditionals 6 - 17 Tazmin 50 - 52 Country House Kazan 6 - 7 Country House Beaumont 8 - 9 Classic Traditionals 53 - 57 Country -
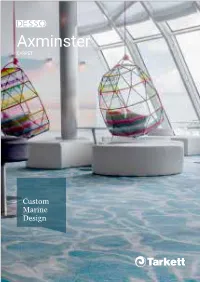
Axminster CARPET
Axminster CARPET Custom Marine Design 1 The ultimate flooring With more than 80 years of experience as a carpet manufacturer, we can offer expertise and flexibility in production and supply, as well as long-standing business relationships in our role as a experience reliable partner. As a company, we offer custom made design carpets, as well as carpet and vinyl flooring collections. Providing a complete package for all marine floor covering needs in any area of a vessel. Custom Axminster design 2 3 A specialist supplier As a company we are a leading supplier of DESSO® branded With DESSO Axminster carpet we deliver the following high quality wool and nylon products as well as Tarkett key benefits: branded vinyl flooring. With our portfolio of products for cruise ships, ferry and • More than 80 years of experience in carpet river cruises, offshore structures, and other types of vessels manufacturing we aim to provide flooring solutions for all segments of the • A completely vertically integrated production process Marine industry as well as wholesale marine partners. • Higher quality wool and therefore carpet • Standard 3 ply yarn system Our manufacturing process is vertically integrated, which • Reduction in life cycle costs due to high quality level means that all stages of production are carried out in our own • Highest level of quality specifications facilities, thus achieving optimal flexibility and quality control. • Full commitment to the Cradle to Cradle® Continuous investment in our production facilities ensures design philosophy the quality of our products. To offer our customer a true custom-made experience, we take care of the entire process including: Design ID:J17145-701 1 2 3 4 5 6 7 8 9 10 11 N872A873 N878B878 C880B877 E550 D550K549 L549 N213 1 Project design 7 2 On Site Installation Support/ plans Training Custom-made 6 experience 3 After sales Production (maintenance recommendations) 5 4 On Site Just in Time Support Delivery 4 5 Innovation Strategy Today, most people spend 90% of their time indoors. -

RESIDENTIAL RESIDENTIAL WOVEN WINNER Axminster Carpets Royal
RESIDENTIAL AWARD FOR INNOVATION RESIDENTIAL WOVEN IN YARN DEVELOPMENT WINNER Axminster Carpets 5 WINNER MID Carpets bv 47 Royal Borough Wilton Collection Saga Structure Space Dyed FINALIST FINALIST 2nd Ulster Carpets 14 2nd Axminster Carpets 52 Natural Choice Simply Natural 3rd Brintons Carpets Ltd 6 3rd Jacaranda Carpets Ltd 53 Kensington Rajgarh RESIDENTIAL FLATWEAVE COMMERCIAL WOVEN CARPET DESIGN WINNER Alternative Flooring 17 INSTALLATION OF THE YEAR Wool Crafty Hound FINALIST WINNER Brintons Carpets Ltd 56 2nd Jennifer Manners Design 22 Custom Design for Quaglinos Fez Restaurant London 3rd Roger Oates Design 23 FINALIST Dart Persimmon Venetian Flatweave 2nd Ptolemy Mann 57 Bauhaus Blue RESIDENTIAL TUFTED 3rd The Rug Company 59 Squiggle in The West London WINNER Edel Telenzo Carpets Ltd 36 Liberty Hollywood Hotel FINALIST TUFTED CARPET DESIGN 2nd Bronte Carpets Ltd 31 INSTALLATION OF THE YEAR Withens/Ivory 3rd Cavalier Carpets 32 WINNER Cavalier Carpets 62 Envy Premier Inn FINALIST Adam Carpets 61 CREATIVE MARKETING INITIATIVE AWARD Avant WINNER Kingsmead Carpets RUG DESIGN OF THE YEAR Shades of Grey FINALIST WINNER Ptolemy Man 77 2nd Adam Carpets Green Spectrum Hugo and Ella Collection - FINALIST Worcester Fine Twist 2nd Deirdre Dyson LLP 67 3rd Kingsmead Carpets Beyond Book of Stripes 3rd The Rug Company 87 Paint Stripe by Paul Smith INNOVATION AWARD FOR WOOL INNOVATION IN CARPET HAND KNOTTED RUG AWARD WINNER Crucial Trading 44 WINNER John Lewis 69 Fabulous Bantam Rug FINALIST 2nd Wilton Weaver 50 DESIGNER COLLABORATION OF THE YEAR -
Axminster Brochure V2020b.Pdf
DEVONIA 4 in three NEW colour palettes. MOORLAND 8 the perfect contemporary look SIMPLY NATURAL luxury soft wool loop 12 T H E WOVEN TO ORDER beautifully hand crafted in Devon T R U E A U T H E N T I C 16 S I N C E 1 7 5 5 HAZY DAYS contemporary delicate patterns The history of carpet-making in Axminster goes 18 back to 1755 when Thomas Whitty made carpets using the now infamous Axminster weave. MYTH AND MOOR striking tartans and checks The roots of Axminster Carpets are deep in craft and design heritage. Everything we create uses a happy combination of 22 traditional techniques and modern-day making. Founded in 1755, we continue to design and weave PERFECT PAIRINGS our luxury carpets in Axminster, Devon. harmonious patterns and plains Each design is steeped in history, with a quality 26 that ensures a future legacy. Each carpet is individually made in Britain using traditional BENEFITS OF WOOL methods and is individually inspected by hand. 30 where beautiful carpets are born TRUE AUTHENTIC UNDERLAY perfect support for your new carpet l l 31 T: 01297 33533 E: [email protected] W: www.axminstercarpets.uk 3 DEVONIA: COLOURS FADED ROSE SUNKISSED DEVONIA THREE NEW PALETTES The very best two ply yarn to create an extra durable carpet. ROSE COTTAGE AUTUMN FALL In new contemporary colourways; Colours, Pastels and Neutrals, this vibrant and diverse range of carpets is sure to have something to appeal to everyone. DISCOVERY DRAGONFLY OCEAN DEEP BLUE GRASS Devonia Dragonfly l l l l 4 T: 01297 33533 E: [email protected] W: www.axminstercarpets.uk -

General Information
TECHNICAL SPECIFICATION – DEVONIA COLLECTION 50 CONSTRUCTION Tufted Twist PILE YARN 80% Wool/20% Nylon PRIMARY BACKING Polypropylene SECONDARY BACKING Woven Jute/Latex PILE WEIGHT ± 5% 1695g/m² PILE HEIGHT ± 0.6 mm 7.4mm Axminster Carpets Ltd TOTAL CARPET WEIGHT ± 10% 2569g/m² Axminster, Devon, EX13 5PQ TOTAL CARPET THICKNESS ± 1mm 9.6mm 09 GAUGE/PITCH 3.2mm EN 14041 TUFT DENSITY ± 5% 14.4cm² Devonia Collection 50 WIDTH ± 1.25% 4.00m, 5.00m Tufted Twist Carpet 80% Wool/20% Nyloon FLAMMABILITY Hot metal nut test (BS4790) Reaction to fire Class Cfl - S1 (see EN 14041, Table 3) indicates a pass. Slipperiness NPD Methanamine Pill Test (BS6307) indicates a pass. Formaldehyde E1 SUITABILITY Extra Heavy Domestic, Heavy Contract COUNTRTY OF ORIGIN United Kingdom GENERAL INFORMATION COLOUR MATCH Due to batch variations in dyelots, an exact match for colour between different widths, qualities and samples cannot be guaranteed. SHADING, PILE PRESSURE OR PILE These are natural characteristics of all cut pile fabrics. This is especially noticeable on REVERSAL plain and tonal shades or open ground designs, and is the result of pressure causing a change in the direction of the pile, giving light and dark patches, accentuated by room lighting. This does not affect the quality or life of the carpet and is not a fault of manufacture. The regular use of an upright cleaner will help to alleviate this effect. FADING Photobleaching is caused when the natural yellow pigment which gives wool its creamy colour reacts with ultra-violet light making the wool appear much whiter. Carpets containing large amounts of undyed wool, such as Berbers, are especially susceptible. -

Technical Specification – Royal Axminster
TECHNICAL SPECIFICATION – ROYAL AXMINSTER CONSTRUCTION Axminster PILE YARN 100% Wool PRIMARY BACKING Jute, Polyester/Cotton, Polypropylene SECONDARY BACKING N/A PILE WEIGHT ± 5% 1744g/M² 51.43 Oz/Yd² TOTAL CARPET WEIGHT ± 10% 3122.0 g/M² 92.08 Oz/Yd² PILE HEIGHT ABOVE BACKING ± 1mm 8.7mm 0.34 inch TOTAL CARPET THICKNESS ± 1mm 11.5mm 0.45 inch GAUGE/PITCH 31.5 / 10cm 8 / inch ROWS 29.4 / 10cm 10 / inch TUFT DENSITY ± 5% 12.41 / Cm² 80.00 / Inch² WIDTH ± 1.25% 0.91Mtr, 3.66Mtr 3ft., 12ft., 15ft. 4.57Mtr. THERMAL RESISTANCE 1.20 (BS 4745) TOG RATING FLAMMABILITY Low radius of effects of ignition HOT METAL NUT TEST (BS 4790) METHENAMINE PILL TEST (BS 6307) Pass REACTION TO FIRE Class Cfl – S1 (see EN14041, Table 3) (see EN 14041, Table 3) SLIPPERINESS NPD FORMALDEHYDE E1 SUITABILITY Heavy Domestic, Heavy Commercial GENERAL INFORMATION COLOUR MATCH Due to batch variations in dyelots, an exact match for colour between different widths, qualities and samples cannot be guaranteed. FADING Photobleaching is caused when the natural yellow pigment which gives wool its creamy colour reacts with ultra-violet light making the wool appear much whiter. Carpets containing large amounts of undyed wool, such as Berbers, are especially susceptible. Although every care is taken to ensure our dyes meet strict requirements, carpets, as with other natural textiles cannot be dyed absolutely fast to light and with the increase in UV rays, carpets will fade when subjected to daylight. Normal wear and light soiling will also give the appearance of fading and both effects are obviously beyond the control of the manufacturer. -

Axminster Sculpt WOVEN CARPET
Axminster Sculpt WOVEN CARPET Elevating luxury to new heights DESSO® Axminster Sculpt With DESSO Axminster Sculpt, Tarkett introduces a new innovation to the hospitality interiors market, offering a structured, organic depth never-before-seen in Axminster carpet. Tarkett’s cutting-edge technology allows the application of varying pile heights, creating a truly unique textured effect for the ultimate luxury experience. Benefit from unlimited creative possibilities through this extra layer of depth, and the ability to fully customise your designs using our extensive colour palette for a truly bespoke outcome. With luxury at its core, Axminster Sculpt is a high quality and durable DESSO Axminster carpet, offering an unparalleled level of comfort. This latest innovation sees its enhancement through trailblazing manufacturing Elevating techniques for a thoroughly contemporary hospitality flooring solution. luxury to new heights AF19148-004 Axminster Sculpt | 2 Axminster Sculpt | 3 Apply depth to your design your depth to Apply AF19148-004 ? Axminster Sculpt | 4 Axminster Sculpt | 5 Endless possibilities in design With Axminster Sculpt, the possibilities are endless. The woven wool carpet is fully customisable and available in an extensive palette of colours, which can easily be combined for a unique outcome. Maximise on the product’s depth with designs that beautifully accentuate the difference in pile height, or combine complementary tones using the large selection available. To ensure the best results, our designers recommend using darker colours for the high piles and lighter colours for the low piles. Present light sources accentuate the texture beautifully, so there’s no need to add shadows to your design, the difference in pile height will add shade naturally. -

Entertainment & Dining
Entertainment & Dining CUSTOM CARPET COLLECTION WWW.GODFREYHIRST.COM Contents 4. Designer Jet®, Woven Axminster & FastTRACK™ 6. Introduction 8. Inspiration 12. Designs 48. Hard Flooring 54. Installations 2 ENTERTAINMENT & DINING WWW.GODFREYHIRST.COM 3 Designer Jet® Woven Axminster FastTRACK™ The first in Australia, Designer Jet® is a world class Produced under the Feltex Woven brand, our woven Feltex woven fastTRACK™ uses a carefully selected custom carpet technology for creating an infinite axminster carpets are made from a rich blend of palette of 12 colours to create Axminster carpets array of colours and bespoke designs you would premium wools. Combining traditional weaving skills within an 8 week turnaround time. Available for never have thought possible in a carpet. with state of the art technology, the Feltex Woven orders of 20 lineal metres or more, the custom range of carpets will add an impressive touch to any Axminster carpets can be produced in either 34, 38, At the forefront of custom carpet creation, Designer project. 42 or 48oz weights to cover all project requirements. Jet® works by taking any striking pattern, drawing or photo and using precision engineering to inject the From contemporary designs that bring a room To get the process started, select a design from the dye into the pile with virtually no downtime, no waste to life to traditional patterns that instill old world extensive fastTRACK™ design library or create your and no excess water consumption. charm, Feltex Woven offers an extensive selection of own using the 12 standard fastTRACK™ colours. A woven carpets for use in commercial and residential PDF will be sent to you for approval, then a hand trial The beauty of Designer Jet® is in its ability to create environments. -

Mug Éeavfaef BOOK
o ntents (O N E : YOUR MAGIC CARPET T VV O : THE FAB ULOUS RUC S OF PERSIA Thei r hi s tor arnous collecti ons t es m oti s y, f , yp , f , weaves and dyes T H R E E : THE OTHER ORIENTALS India Tur e The Caucas us Tur es tan , k y, , k , Sam ar and Chi na k , F O CHR FROM EUROPEAN LOOMS S ai n E n land Fran ce Central E uro e p , g , , p , N orth A ri ca N orthern E uro e f , p F I V E : AMERICAN HERITAGE Indian V er earl Am eri can Hoo ed E m , y y , k , broidered or Needle oi nt Ru s Am eri can p g , ’ S I X : IN TODAY S MARKETS Anti ues Re roducti ons o Hi s t ori c St les q , p f y , S E V E N : OUT OF THE FOG Techni cali ti es Car et and u Sizes Trade , p R g , nam es Weav es Manu acture , , f E I G H T: THE ESSENTIAL INGREDIENTS N I N E : B UY THE B EST YOU CAN AFFORD 1 04 Q uality and Pri ce YOUR INDISPENSAB LE YARDSTIC K 1 1 1 l m l Co or, For , Sca e and Texture E L E V E N : FASHION IS FLEETING T W E L V E : GUIDEPOSTS FOR YOUR OWN PROB LEMS T H I R T E E N : YOUR PROB LEMS ROOM “ BY ROOM 1 3 1 Halls and Stai rs Li vi n room s Li brari es , g , , D i ni n room s Sitt i n room s B edroom s Chi l g , g , , room s and la room s , P y F O U R- T E E N : NOW YOU GO SHOPPING F I F T E E N : GOOD GROOMING Sheddi n Shadi n Re ular Cleani n S eci al g, g, g g, p Cleani n S ots o All V ari eti es Re ai rs Re g, p f , p , B IB LIOGRAPHY INDEX ai t o 9 fiflu tvation g s f 5 5 SP IECE ( C ourtesy Lord Taylor) FACIN G n r n ru Fragme t of a Persian ga de g .