Friction Bit Joining of Similar Alloy Sheets of High-Strength Aluminum Alloy 7085" (2018)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
8.10 Drill Grinding Device
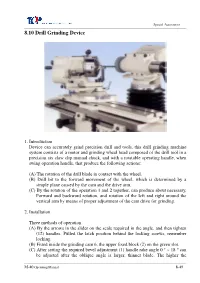
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

Safety Hazards Material Processing Laboratory Room 232
Safety Hazards Material Processing Laboratory Room 232 HAZARD: Rotating Equipment / Machine Tools Be aware of pinch points and possible entanglement Personal Protective Equipment: Safety Goggles; Standing Shields, Sturdy Shoes No: Loose clothing; Neck Ties/Scarves; Jewelry (remove); Long Hair (tie back) HAZARD: Projectiles / Ejected Parts Articles in motion may dislodge and become airborne. Personal Protective Equipment: Safety Goggles; Standing Shields HAZARD: Heating - Burn Be aware of hot surfaces Personal Protective Equipment: Safety Goggles; High Temperature Gloves; Welding Apron, Welding Jacket, Boot Gauntlets, Face Shield HAZARD: Chemical - Burn / Fume Use Adequate Ventilation and/or Rated Fume Hood. Make note of Safety Shower and Eyewash Station Locations. Personal Protective Equipment: Safety Goggles; Chemically Rated Gloves; Chemically Rated Apron HAZARD: Electrical - Burn / Shock Care with electrical connections, particularly with grounding and not Using frayed electrical cords, can reduce hazard. Use GFCI receptacles near water. HAZARD: High Pressure Air-Fluid / Gas Cylinders / Vacuum Inspect before using any pressure / vacuum equipment. Gas cylinders must be secured at all times. Personal Protective Equipment: Safety Goggles; Standing Shields HAZARD: Water / Slip Hazard Clean any spills immediately. R. Dubrovsky Mechanical Engineering Department, NJIT ME 215, Engineering Materials & Processes Experiment # 6 EXPERIMENT # 6: METAL CUTTING PROCESSES AND TOOL GEOMETRY Goal: To familiarize the students with main metal cutting processes, cutting machines and cutting tool geometry. Objectives: To learn principles of machining, chip formation approach, cutting parameters, tool geometry and its influence on cutting process, surface finishing and accuracy. Equipment Lathe, milling machine, optical comparator, protractor, carbide lathe tools, & Tools: high speed steel cutters: spiral-point drill and milling cutter. -

Investigation of Dynamic Behavior of Aluminum Alloy Armor Materials
INVESTIGATION OF DYNAMIC BEHAVIOR OF ALUMINUM ALLOY ARMOR MATERIALS A THESIS SUBMITTED TO THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCES OF MIDDLE EAST TECHNICAL UNIVERSITY BY MEHMET MACAR IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY IN MECHANICAL ENGINEERING SEPTEMBER 2014 Approval of the thesis: INVESTIGATION OF DYNAMIC BEHAVIOR OF ALUMINUM ALLOY ARMOR MATERIALS submitted by MEHMET MACAR in partial fulfillment of the requirements for the degree of Doctor of Philosophy in Mechanical Engineering Department, Middle East Technical University by, Prof.Dr. Canan Özgen _____________ Dean, Graduate School of Natural and Applied Sciences Prof.Dr. Suha Oral _____________ Head of Department, Mechanical Engineering Prof.Dr. R.Orhan Yıldırım _____________ Supervisor, Mechanical Engineering Dept., METU Assoc.Prof.Dr.Murat Vural _____________ Co-supervisor, Mechanical, Materials & Aerospace Eng. Dept., IIT Examining Committee Members: Prof. Dr. Metin Akkök _____________ Mechanical Engineering Dept., METU Prof. Dr. R.Orhan Yıldırım _____________ Mechanical Engineering Dept., METU Prof. Dr. Bilgehan Ögel _____________ Metallurgical and Materials Engineering Dept., METU Prof. Dr. Ömer Anlağan _____________ Mechanical Engineering Dept., Bilkent University Assoc.Prof.Dr. Lütfullah Turanlı _____________ Civil Engineering Dept., METU Date: 04 September 2014 I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work. Name, Last Name: MEHMET MACAR Signature : iv ABSTRACT INVESTIGATION OF DYNAMIC BEHAVIOR OF ALUMINUM ALLOY ARMOR MATERIALS Macar, Mehmet Ph.D., Department of Mechanical Engineering Supervisor :Prof. -
Optical Instruments Profile Projectors
PARTNERS IN PRECISION OPTICAL INSTRUMENTS PROFILE PROJECTORS R14 X10 LENS CONTENTS Page No. Projectors Baty R14 - Profile Projector 3 Baty R400 - Profile Projector 4 Baty R600 - Profile Projector 5 Baty SM300 - Profile Projector 6 Baty SM350 - Profile Projector 7 Baty SM20 - Profile Projector 8 Page 4 Software Baty Readout Options 9 Accessories Baty Options & Accessories - Profile Projector 10 Reprorubber - Metrology Grade Casting Material 11-12 Notes 13-15 Page 7 Page 12 Page 11 Pages 9-10 2 For more information visit www.bowersgroup.co.uk PROJECTORS Baty R14 - Profile Projector The Baty R14 bench mount profile projector with its 340mm screen combines high accuracy non-contact measurement and inspection with a large 175mm x 100mm measuring range. Choice of digital readouts and optional automatic profile edge detection ensures that you can have the projector that fits your requirements. The horizontal light path configuration is ideally suited to turned machined parts that can be secured to the workstage using a range of optional accessories from the Baty fixture family. The compact and robust lightweight chassis makes the R14 ideal for workshop environments. Features • 340mm (14") screen with 90º crosslines and chart clips • Profile illumination with halogen lamp and green filter • Lens magnification choice: 10x, 20x, 25x, 50x and 100x • Surface illumination (fibre optic) • Helix adjustment of light source ± 7º for accurate thread form projection • Workstage with machined slot for holding accessories • Workstage measuring range of 175mm -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Hole Saw and Mandrel Assembly
Europaisches Patentamt 19 J) European Patent Office Office europeen des brevets (Tj) Publication number : 0 455 420 A2 12 EUROPEAN PATENT APPLICATION (2?) Application number : 91303751.1 (a) Int. CI.5 : B23B 51/04 (2) Date of filing : 25.04.91 (So) Priority : 04.05.90 US 532527 (72) Inventor : Cain, William 100 Brookside Road Orange, Massachusetts 01364 (US) (43) Date of publication of application : Inventor : Emond, Ernest 06.11.91 Bulletin 91/45 28 River Road Millers Falls, Massachusetts 01349 (US) Karl @ Designated Contracting States : Inventor : Glawischnig, DE FR GB IT SE 98 Shelburne Center Road Shelburne Falls, Massachusetts 01370 (US) Inventor : Grant, Robert @ Applicant : RULE INDUSTRIES, INC. 31 Columbian Avenue 70 Blanchard Road Athol, Massachusetts 01331 (US) Burlington, MA 01803 (US) @) Representative : Woodward, John Calvin et al VENNER SHIPLEY & CO. 368 City Road London EC1V 2 OA (GB) (54) Hole saw and mandrel assembly. (57) A one piece hole saw assembly with mandrel permanently affixed to the hole saw cup. The mandrel contains a hollow shaft, a locking flange and reinforcing flange which are integ- rally formed as by machining. The locking flange of the mandrel mates with a locking hole or slot in the top surface of the hole saw cup. The reinforcing flange on the mandrel is welded during manufacture to the top surface of the hole saw cup. A pilot drill bit is inserted into the shaft core and welded to the shaft. The resulting product is a one piece hole saw assembly inten- ded for use by simple insertion of the mandrel or shaft end of the pilot drill into the chuck of a conventional electric drill. -

The MG Chemicals Professional Prototyping Process
The MG Chemicals Professional Prototyping Process Introduction ..................................................................................................................................................................3 Before you begin ..........................................................................................................................................................4 Read the instructions in their entirety.......................................................................................................................4 Get everything you need...........................................................................................................................................4 Plan for safety...........................................................................................................................................................5 Plan for disposal .......................................................................................................................................................5 Design your circuit for the MG process ...................................................................................................................6 Step 1: Cutting and Routing .........................................................................................................................................6 Ingredients required..................................................................................................................................................6 Overview: -

Investigation of Nondestructive Testing Methods for Friction Stir Welding
metals Review Investigation of Nondestructive Testing Methods for Friction Stir Welding Hossein Taheri 1,* , Margaret Kilpatrick 2, Matthew Norvalls 3, Warren J. Harper 3, Lucas W. Koester 4, Timothy Bigelow 3,4 and Leonard J. Bond 3,5 1 Department of Manufacturing Engineering, Georgia Southern University, Statesboro, GA 30460, USA 2 Department of Mechanical Engineering, Georgia Southern University, Statesboro, GA 30460, USA; [email protected] 3 Department of Mechanical Engineering, Iowa State University, Ames, IA 50011, USA; [email protected] (M.N.); [email protected] (W.J.H.); [email protected] (T.B.); [email protected] (L.J.B.) 4 Center for Nondestructive Evaluation (CNDE), Iowa State University, Ames, IA 50011, USA; [email protected] 5 Department of Aerospace Engineering, Iowa State University, Ames, IA 50011, USA * Correspondence: [email protected]; Tel.: +1-912-478-7463 Received: 15 April 2019; Accepted: 23 May 2019; Published: 29 May 2019 Abstract: Friction stir welding is a method of materials processing that enables the joining of similar and dissimilar materials. The process, as originally designed by The Welding Institute (TWI), provides a unique approach to manufacturing—where materials can be joined in many designs and still retain mechanical properties that are similar to, or greater than, other forms of welding. This process is not free of defects that can alter, limit, and occasionally render the resulting weld unusable. Most common amongst these defects are kissing bonds, wormholes and cracks that are often hidden from visual inspection. To identify these defects, various nondestructive testing methods are being used. This paper presents background to the process of friction stir welding and identifies major process parameters that affect the weld properties, the origin, and types of defects that can occur, and potential nondestructive methods for ex-situ detection and in-situ identification of these potential defects, which can then allow for corrective action to be taken. -
Gia Skill Study Ge
GE GIA SKILL STUDY Complete Edition GEORGIA DEPARTMEN rc F LABOR BEN T. HUIET EMPLOYMENT SECUR TY AGENCY COMMISSIONER ANALYSIS OF GEORGIA'S TECHNICAL, SKILLED, AND CLERICAL LABOR REQUIREMENTS AND TRAINING NEEDS 1962 to 1967 by Dr. John L. Fulmer Project Director and Professor and Dr. Robert E. Green Assistant Project Director and Assistant Professor Both of the Faculty School of Industrial Management Georgia Institute of Technology March 15, 1963 Georgia Department of Labor Ben T. Huiet Employment Security Agency Commissioner Contract A-636 SPONSORING COMMITTEE Mr. L. L. Austin, Director Retail Merchants Association Retail Automobile Dealers Association Mr. Walter T. Cates Executive Vice President Georgia State Chamber of Commerce Mr. Clifford Clarke Executive Vice President Associated Industries of Georgia Mr. J. W. Fanning, Director Institute for Community & Area Development University of Georgia Mr. T. M. Forbes Executive Vice President Georgia Textile Manufacturers Association Mr. Elmer George Executive Director Georgia Municipal Association Mr. Hill Healan Executive Director Association of County Commissioners of Georgia Mr. J. O. Long Georgia State Supervisor U.S. Bureau of Apprenticeship & Training Mr. Jack J. Minter, Director Georgia Department of Commerce Mr. 0. L. Shelton Executive Vice President & General Manager Atlanta Chamber of Commerce Mr. E. A. Yates, Jr., Vice President Georgia Power Company ACKNOWLEDGEMENTS Many people contributed importantly to this study. In fact, it could not have been possible at all without the interest and support of Commissioner Ben T. Huiet, Georgia Department of Labor, and Mr. Marion Williamson, Director, Employment Security Agency, Georgia Department of Labor. The as- sistance and advice of Mr. 0. -

Metalwork-Topics.Pdf
Published in 2012 by Professional Development Service for Teachers (PDST) Junior Certificate School Programme Blackrock Education Centre Kill Avenue Dún Laoghaire Co. Dublin Phone: 01 236 5000 Fax: 01 236 5071 Email: [email protected] Web: www.jcsp.ie Copyright © PDST, 2012 The Professional Development Service for Teachers (PDST) is funded by the Teacher Education Section of the Department of Education and Skills under the National Development Plan 2007-2013. The Junior Certificate School Programme Literacy and Numeracy Strategy and the Demonstration Library Project are funded by the Early Literacy Initiative and the Delivering Equality of Opportunity in Schools (DEIS) Action Plan within the Teacher Education Section of the Department of Education and Skills. Written by Diarmuid Mooney Edited by Isabel Baker and Mary Clare Higgins, JCSP Associates CONTENTS Page Chapter 1 Health & Safety 2 Chapter 2 Where Iron comes From 5 Chapter 3 Iron to Steel 9 Chapter 4 Metal Families 15 Chapter 5 Plastics 19 Chapter 6 Measuring & Marking Out 23 Chapter 7 Bench Work 27 Chapter 8 The Drill 31 Chapter 9 The Lathe 36 Chapter 10 Thread Cutting 40 Chapter 11 Joining Material 45 Chapter 12 Hot & Cold Forming 50 Chapter 13 Engines 52 Chapter 14 Electricity at Home 60 Chapter 15 Electronics 62 Metalwork at a Glance 1 HEALTH & SAFETY In the metalwork room there are a number of dangers you have to watch out for. Here are some rules you should follow to stay safe. 1) No loose clothing worn whenever you are working on a Loose clothing can get caught in the machine.