1.4 METAL CUTTING BAND SAWS: Metals Can Be Bought From
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
8.10 Drill Grinding Device
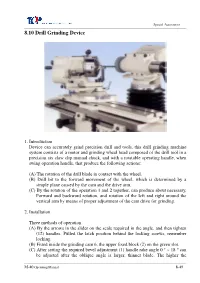
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

IO-INCH DIRECT DRIVE BAND SA W CAUTION: Read GENERAL and ,, Assembly ADDITIONAL SAFETY INSTRUCTIONS • Operating Carefully , Repair Parts
SAVE THIS MANUAL FOR FUTURE REFERENCE _ARS owners manual MODEL NO. 113.244512 Serial Number Model and serial number may be found at the right-hand side of the frame. You should record both model and serial number in a safe place for future use. IO-INCH DIRECT DRIVE BAND SA W CAUTION: Read GENERAL and ,, assembly ADDITIONAL SAFETY INSTRUCTIONS • operating carefully , repair parts Sold by SEARS, ROEBUCK AND CO., Chicago, IL. 60684 U.S.A. Part No. 69188 FULL ONE YEAR WARRANTY ON CRAFTSMAN BAND SAW If within one year from the date of purchase, this Craftsman Band Saw fails due to a defect in material or workmanship, Sears will repair it, free of charge. ,WARRANTY SERVICE IS AVAILABLE BY SIMPLY CONTACTING THE NEAREST SEARS SERVICE CENTER/DEPARTMENT THROUGHOUT THE UNITED STATES. THIS WARRANTY APPLIES ONLY WHILE THIS PRODUCT IS USED IN THE UNITED STATES. This warranty gives you specific legal rights, and you may also have other rights which vary from state to state, SEARS, ROEBUCK AND CO.. 698/731A, Sears Tower, Chicago. IL 60684 general safety instructions for power tools 1. KNOW YOUR POWER TOOL Z87.1) at all times. Everyday eyeglasses only Read and understand the owner's manual and have impact resistant lenses, they are NOT labels affixed to the toot. Learn its application safety glasses. Also, use face or dust mask if and limitations as well as'the specific potential cutting operation is dusty, and ear protectors hazards peculiar to this toot, (plugs or muffs) during extended periods of 2. GROUND ALL TOOLS operation. -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

Stainless Steels for Machining
STAINLESS STEELS FOR MACHINING A DESIGNERS’ HANDBOOK SERIES NO 9011 Produced by Distributed by AMERICAN IRON NICKEL AND STEEL INSTITUTE INSTITUTE STAINLESS STEELS FOR MACHINING A DESIGNERS’ HANDBOOK SERIES NO 9011 Originally, this handbook was published in 1985 by the Committee of Stainless Steel Producers, American Iron and Steel Institute. The Nickel Institute republished the handbook in 2020. Despite the age of this publication the information herein is considered to be generally valid. Material presented in the handbook has been prepared for the general information of the reader and should not be used or relied on for specific applications without first securing competent advice. The Nickel Institute, the American Iron and Steel Institute, their members, staff and consultants do not represent or warrant its suitability for any general or specific use and assume no liability or responsibility of any kind in connection with the information herein. Nickel Institute [email protected] www.nickelinstitute.org TABLE OF CONTENTS Page Preface .................................................................................................... 2 Introduction to Stainless Steels ............................................................ 4 Identification ...................................................................................... 4 Corrosion Resistance ......................................................................... 9 High-Temperature Corrosion Resistance ......................................... 19 Mechanical -

Cutting & Grinding Discs
Cutting discs PFERD with the new color code system on the disc and package. Grinding discs PFERD Standard arbor hole 22.2 mm Cutting disc S SG (performance range) For cutting of sheet metal, sections and solid materials in steel. Also for cast Iron. Disc thickness 1,0 – 1,6 – 1,9 mm for fast and comfortable cutting with minimized burr formation. Disc thickness 2,4 mm for universal cutting applications. Disc thickness 2,9 – 3,0 – 3,2 mm for maximum tool life with high lateral stability. Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). Number Diameter Thickness Shape PFERDERGONOMICS® cutting discs <2.0mm 460110 115 1.0 EHT 460111 115 1.6 EHT 460112 115 2.4 EHT 460114 125 1.0 EHT 460115 125 1.6 EHT 460116 125 2.4 EHT 460118 150 3.0 EHT 460118B 180 1.6 EHT 460119 180 2.9 EHT 460120 180 3.2 EHT 460120B 230 1.9 EHT 460121 230 2.9 EHT 460122 230 3.2 EHT Number Diameter Thickness Shape 460112E 115 2.4 EH 460113 115 3.2 EH 460116E 125 2.4 EH 460117 125 3.2 EH 460118E 150 3.0 EH 460119E 180 2.9 EH 460120E 180 3.2 EH 460121E 230 2.9 EH 460122E 230 3.2 EH Cutting disc SG STEELOX (performance range) For cutting of sheet metal, sections and solid material in steel and stainless steel (INOX). Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). * = metal center ring PFERDERGONOMICS® cutting discs <2.0mm Number Diameter Thickness Shape 460140 115 1.0 EHT 460141 115 1.6 EHT 460141B 115 2.0 EHT 460142 115 2.4 EHT 460145B 125 1.0 EHT * 460146 125 1.6 EHT * 460146B 125 2.0 EHT 460147 125 2.4 EHT 460147D 150 1.6 EHT 460149A 180 1.6 EHT 460150 180 2.5 EHT * 460150B 230 1.9 EHT 460151 230 2.5 EHT 460152 230 3.2 EHT * Number Diameter Thickness Shape 460143 115 2.4 EH 460144 115 3.2 EH 460148 125 2.4 EH 460149 125 3.2 EH 460150E 180 2.5 EH 460151E 230 2.5 EH Pag. -

Drill Press Safety Quiz
Drill Press Safety Quiz Name: ___________________ _ Date: ___________________________ 1. Drill press training is only required if I have no previous experience using a drill press. True False 2. What personal protective equipment should be used when operating a drill presses? A. Respirator B. Gloves C. Safety glasses D. Face shield 3. Before operating a drill press always remember to: A. Secure your hair B. Secure loose clothing C. Remove all jewelry D. All of the above 4. Which of the following three drill bits shanks should only be used in a drill press chuck? A. Triangular, the chuck key, or hex B. Square, round, or hex C. Round, hex, or triangular D. Roller, twist, or triangular 5. You should always position and secure your work piece to prevent it from spinning, and so you do not drill into the table. True False 6. __________ the drill press before changing the belts for speeds. A. Slow down B. Power off C. Speed up D. Keep running 7. When operating a drill press you should: A. Never start the drill with the drill bit pressed against your work B. Operate the drill at appropriate speeds C. Reduce the drilling pressure when the bit begins to break through your work D. All of the above C 10. F, 9. A, 8. D, 7. B, 6. T, 5. C, 4. D, 3. C, 2. F, 1. Answers: 8. ______________ involves plunging the drill bit part way through the work piece, and then retracting it to the surface. This is repeated until the hole is finished. -

Oil-Based Metalworking Fluids
SSttrraaiigghhtt OOiillss ffoorr CCuuttttiinngg && GGrriinnddiinngg Optimum Performance Where Lubrication & Extreme Pressure Properties are Required E−LEARNING GUIDE CUTTING & GRINDING OILS REDUCE FRICTION ● LONGER TOOL LIFE IMPROVED SURFACE FINISH Oil based metalworking fluids, otherwise known as straight oils, are meant to be used in tough operations where lubrication and extreme pressure properties are necessary. They are not meant to replace or compete with their water-based counterparts; rather, they provide an option for those applications where lubrication is more essential than cooling. Straight oils provide significant improvements in cutting and grinding operations by reducing friction resulting in improved surface finishes and longer tool life, especially with grinding wheels and other abrasive tools. Premium cutting and grinding straight oils are specially designed to provide optimum performance across a variety of different operational levels and viscosities. They have distinct advantages such as: Long or continuous Exceptional rust Less fluid and Excellent lubricity service life of control sump maintenance fluids Oil based metalworking fluids can range from low to high viscosity and in performance from light to heavy duty machining, each feature dialed into the specific applications in which it will be used. Some examples of these oils are: Low viscosity light duty oils are designed to provide excellent wetting properties and are ideal in higher speed operations and Swiss machines. ISO 32 medium duty oils offer excellent performance in light to moderate duty cutting applications and are often used as dual or tri-purpose oils. These types of oils are ideal for screw machines or any operation where there is a high probability of leakage. -

535 Manual Chuck/535 Auto Chuck Threading Machines
Threading Machine Manual 535 Manual Chuck/535 Auto Chuck Threading Machines • Français – 23 • Castellano – pág. 49 Find Quality Products Online at: www.GlobalTestSupply.com [email protected] 535 Manual Chuck/535 Auto Chuck Threading Machines Table of Contents Recording Form For Machine Serial Number ............................................................................................................1 Safety Symbols..............................................................................................................................................................2 General Power Tool Safety Warnings Work Area Safety ........................................................................................................................................................2 Electrical Safety ..........................................................................................................................................................2 Personal Safety ..........................................................................................................................................................3 Power Tool Use And Care ..........................................................................................................................................3 Service........................................................................................................................................................................3 Specific Safety Information Threading Machines Safety Warnings ........................................................................................................................4 -

Pioneer Double Duck Reed Instructions
v08.13 Turning a Pioneer Double Reed Duck Call Turning the Stopper 1. Mount the 1/2" WoodMaster mandrel into a drill chuck or Supplies Needed collet chuck. • 1 1/2" x 1 1/2" x 6" Blank • Sandpaper/Finish 2. Slide the blank onto the mandrel and tighten the expansion • Duck Call Reed Assembly • Drill or Drill Press screw so the blank will not slip while turning. Do not • 3/4" WoodMaster Mandrel • Eye and Ear Protection overtighten. • 1/2" WoodMaster Mandrel • 1/2" Drill Bit • Glue (Thick CA or Epoxy) • 3/4" Drill Bit 3. Turn a 3/4" dia. tenon that will fit into the barrel. Use a set of calipers to size the tenon. Test the fit of the stopper tenon by Wood Preparation stopping the lathe, and sliding the barrel over the end of the mandrel and onto the stopper tenon. This step may need to be 1. Select a blank 1-1/2" x 1-1/2" x 6". repeated several times. Do not to remove the stopper from 2. Cut the blank to the sizes shown below. the mandrel, as this may alter the alignment. Game Call Instructions3. Mark and drill the blanks as shown below. 3/4" diameter hole Craft 4.Supplies Cut two grooves USA in 1-800-551-887the tenon using the point6 of a skew to for the barrel. 1/2" diameter hole for the stopper. accept the o-rings. The o-rings should be slightly proud of the tenon and no larger or this will cause fitment issues. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Waterjet Cutting
Waterjet Cutting Waterjet cutting is one of today’s fastest-growing technologies and is quickly becoming a leading fabrication process. Waterjet cutting uses a high-pressure stream of water with an abrasive such as garnet to make the cut. No heat is generated during Waterjet cutting, eliminating the risk of material distortion. Edge finish of Waterjet machined parts is smooth and satiny, with no jagged edges, slag or burrs, eliminating the need for other finishing processes such as grinding. Water jet cutting technology utilizes high pressure water with an abrasive substance to create a cutting tool that travels at three times the speed of sound. With this tool, virtually any material can be cut with or without an abrasive in some Hi-Tech Welding is a one-stop service center for welding and cases. The Mitsubishi control, combined with a CAD-CAM fabrication in Lee’s Summit, MO. generated CNC code, allows for simple or complex shapes to be cut. Speed and accuracy (compensation is within In 1985 Hi-Tech Welding originally began as a tool and die welding ±0.005” per 36” length) are easy to achieve with the Waterjet facility. Over the years it has grown into a full welding and fabrication Intelligent Taper ControlTM System. shop. Waterjet Cuts Virtually Any Material Services offered • Laser Welding Waterjet cutting is suitable for nearly any material, and can • Tool and Die Welding cut any material up to 6” thick. • Waterjet Cutting • Welding Repair We have software that allows us to make high quality ducts, • Repair and Refurbishment fittings, flanges and brackets.