Cost Savings & Solutions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Setup and Operation Manual
Setup and Operation Manual v3.1.17 Introduction Welcome to SheetCam, an affordable but powerful 2 1/2 D CAM program. SheetCam has been designed to fill a niche in the CAM marketplace by providing an easy to use application for machining 'sheet' goods (metal plates, plastic sheets, thin woods etc.) It will generate the required code for inside and outside contours, pockets and drilling cycles and will work with milling machines, routers, engravers and plasma cutters. SheetCam accepts data in the form of DXF files (CAD drawings), HPGL files (line art), SVG files, G-code drawings and Excellon files (circuit boards) and has several, configurable, post processors to meet the needs of the many control packages available. Custom post processors can also be written to cope with non-standard applications. SheetCam will allow the nesting of parts and has features for copying, duplicating, rotating and mirroring parts to reduce wastage to the minimum. SheetCam can also allow for parts that are not aligned perfectly along the machine axes by aligning the drawing to the actual part. SheetCam will show cutter paths, rapid moves, layers etc. and the part can be rotated in three dimensions in the view panel to check for errors prior to machining. Document navigation This PDF file has been created to make navigation to relevant information easier for the user. Please use the 'Bookmarks' on the left to jump to specific chapters and sub-sections. Clicking on a line item in the 'Table of Contents' will take you to that specific page. Clicking on a line item in the 'Index' will take you that specific topic. -
Field Machining
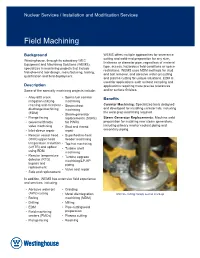
Nuclear Services / Installation and Modification Services Field Machining Background WEMS offers multiple approaches for severance cutting and weld-end preparation for any size, Westinghouse, through its subsidiary WEC thickness or diameter pipe, regardless of material Equipment and Machining Solutions (WEMS), type, access, hazardous field conditions or space specializes in machining projects that include restrictions. WEMS uses MDM methods for stud first-of-a-kind tool design, manufacturing, testing, and bolt removal, and abrasive water-jet cutting qualification and field deployment. and plasma cutting for unique situations. EDM is used for applications such as boat sampling and Description applications requiring more precise tolerances Some of the specialty machining projects include: and/or surface finishes. • Alloy 600 crack • Spent-fuel canister Benefits mitigation utilizing machining reaming and electrical • Steam chest Canister Machining: Specialized tools designed discharge machining machining and developed for installing canister lids, including the weld-prep machining required. (EDM) • Steam generator • Flange facing replacements (SGRs) Steam Generator Replacements: Machine weld • Governor/throttle for PWRs preparation for installing new steam generators, valve machining • Stud and thread including primary reactor coolant piping and • Inlet sleeve repair repair secondary piping. • Reactor vessel head • Superheat/re-heat (RVH) upper head header machining temperature reduction • Top hat machining (UHTR) and upflow • Turbine shell -

Guide to Machining Carpenter Specialty Alloys Guide to Machining Carpenter Special Ty All O Ys
GUIDE TO MACHINING CARPENTER SPECIAL GUIDE TO MACHINING CARPENTER SPECIALTY ALLOYS Carpenter Technology Corporation TY ALL Wyomissing, PA 19610 U.S.A. 1-800-654-6543 Visit us at www.cartech.com O YS For on-line purchasing in the U.S., visit www.carpenterdirect.com GUIDE TO MACHINING CARPENTER SPECIALTY ALLOYS Carpenter Technology Corporation Wyomissing, Pennsylvania 19610 U.S.A. Copyright 2002 CRS Holdings, Inc. All Rights Reserved. Printed in U.S.A. 9-02/7.5M The information and data presented herein are suggested starting point values and are not a guarantee of maximum or minimum values. Applications specifically suggested for material described herein are made solely for the purpose of illustration to enable the reader to make his/her own evaluation and are not intended as warranties, either express or implied, of fitness for these or other purposes. There is no representation that the recipient of this literature will receive updated editions as they become available. Unless otherwise noted, all registered trademarks are property of CRS Holdings, Inc., a subsidiary of Carpenter Technology Corporation. ISO 9000 and QS-9000 Registered Headquarters - Reading, PA Guide to Machining CARPENTER SPECIALTY ALLOYS Contents Introduction ............................................................................. 1 General Stainless Material and Machining Characteristics .... 3 Classification of Stainless Steels .............................................. 5 Basic Families and Designations ........................................ 5 Austenitic -

Plasma Cutting Technology: Theory and Practice Course
Introduction Welcome to the Plasma Cutting Technology: Theory and Practice course. This Facilitator’s Guide, along with the accompanying PowerPoint slides, activity worksheets, and hands‐on materials, are the tools you need to conduct a 10‐session course. Each session is designed to be 50 to 60 minutes in length, and all of them include activities to keep your students engaged and motivated to learn. About the designers of this course: Hypertherm designs and manufactures the world’s most advanced plasma cutting systems for use in a variety of industries such as shipbuilding, manufacturing, and automotive repair. Its product line includes handheld and mechanized plasma systems and consumables, as well as CNC motion and height controls. Hypertherm systems are trusted for performance and reliability that results in increased productivity and profitability for tens of thousands of businesses. The New Hampshire based company’s reputation for plasma innovation dates back over 40 years, to 1968, with Hypertherm’s invention of water injection plasma cutting. The company, consistently named one of the best places to work in America, has more than 1,000 associates along with operations and partner representation worldwide. To learn more, please visit www.hypertherm.com. Course Overview Session 1: What is Plasma? Session 2: Using Plasma Systems in Industry Session 3: Overview of a Plasma System Session 4: Using Your Plasma System Operator’s Manual Session 5: Operation of the Plasma System Session 6: Evaluating Cut Quality and Troubleshooting Session 7: Theory Exam Session 8: Freehand and Template Cutting Session 9: Hole Piercing and Gouging Part One Session 10: Gouging Part Two and Final Evaluations Starting Each Session. -

Plate Processing High Performance Plate Processing Machinery
PLATE PROCESSING High performance plate processing machinery CONTENTS INTRODUCTION Voortman | Software - Page 5 V304 | V308 Cutting - Page 9 V320 Drilling and cutting (Combined) - Page 15 V330 Drilling and cutting (Split) - Page 21 V200 Drilling - Page 27 AFTER SALES Page 31 CONTACT Page 33 VOORTMAN “Over more than 40 years the world’s single source supplier of CNC controlled machinery for the steel processing industry.” INTRODUCTION 5 VOORTMAN Voortman has designed, developed and manufactured machinery for steel fabrication and plate processing related industries for more than 40 years. With international subsidiaries responsible for sales and service, we are a globally recognized supplier with thousand’s of Voortman systems VOORTMAN installed. We continually develop our equipment range to enable us to keep at the forefront of technology and in step with any new developments in the market. Voortman Cutting Systems The acquisition of ‘Maschinenfabrik Bach GmbH’ in 2011 combines years of experience and expertise from both Voortman and Bach. Bach has over 65 years of experience as a manufacturer of cutting systems for oxy-fuel and plasma cutting of steel plates and is a well-known leading supplier of these systems both in Germany as internationally. Bach proceeds under the brand name Voortman Cutting Systems. Examples This brochure shows you examples of plate processing systems. The three-dimensional images give you a glance of the advantages of each individual system. The CNC controlled drilling and thermal cutting systems automatically produce parts from large plates in one operation. These machines are suitable for the structural steel fabricator and many other different industries. LEGEND drilling centerpoint thread counter layout numbering cutting marking tapping sinking marking SOFTWARE “Voortman’s software VACAM is the most sophisticated and user-friendly machine software in the market.” SOFTWARE The VACAM Control Software is a Voortman development and a result of many years of experience in the steel machinery business. -

Thick Metal Cutting Techniques White Paper
Thick metal cutting techniques For HPR400XD™ and HPR800XD plasma cutting systems White paper Introduction Using plasma to successfully cut thick metal requires more • Thick metal cutting techniques overview on page 2 is an skill and technique than using plasma on thinner metal. The overview of different lag angle management techniques for thick metal cutting techniques described in this document thick metal cutting that covers a plasma cut from the may be needed from the beginning of the cut with an edge beginning to completion. start all the way to finishing the cut with a completely • Dogleg lead-out details for thick stainless steel on page 4 severed part. covers the details of a special lead-out technique (known as Note: Unless otherwise specified, for the purposes of this document, the dogleg or acute angle lead-out) that can allow you to thick metal consists of stainless steel and aluminum from 5 inches to completely sever a stainless steel part up to 6.25 inches 6.25 inches (125 mm to 160 mm) thick. The techniques detailed in this (160 mm) thick. document were developed using 304L stainless steel. Materials used for the • Stationary piercing (up to 3-inch stainless steel and development of this white paper were based on U.S. customary units aluminum) on page 8 describes the timing and sequence to (inches). Metric conversions are provided for reference. be followed to perform stationary piercing on 3 inch (75 mm) stainless steel and aluminum. This document describes thick metal cutting techniques developed for the HPR800XD that can help manage the • Moving pierce technique (up to 4-inch stainless steel) on large plasma lag angles associated with thick metal cutting. -
Introduction to Burning and Plasma Tables
Introduction to Burning and Plasma Tables A Guide to Thermal Cutting Introduction to Burning and Plasma Tables Thermal cutting is primarily used for the shape cutting of cold and hot rolled steel. Thermal or “burning” machines are probably one of the oldest forms of metal shape cutting short of the physical hammering/sawing/ hacking methods. Utilizing either an Oxy-Fuel mix or a Plasma stream, either sway the process burns/melts materials up to and even over 6” thick. This machining method is a thermal method and thus the material being cut must be yield to high temperatures. The machine motion system is controlled via a computer controller or CNC, however, older machines utilized an optical tracer eye and some even used physical template tracer methods to follow profiles and cut contours. Machines can be configured with one or more of either Oxy/Fuel or Plasma torches and can even include a combination of both methods for the most flexibility in shape cutting. The two types of thermal cutting are Oxy/Fuel and Plasma with one subcategory of “Hi-Definition” (or “Fine Plasma”). Both processes are described in detail below. Oxy / Fuel Torches, much like a welders oxy/acetylene torch, are used to mix gases for high-temperature cutting. These gases can be any flammable gas but is typically a mixture of propane to burn and oxygen to greatly intensify and amplify the heat. These gases are introduced at high pressures to not only create the ‘burn” but to also blow the molten or vaporized material away and out of the cut zone. -
Jet Cutting Setup and Operation Manual
Jet Cutting Setup and Operation Manual v6.1.38 Introduction Welcome to SheetCam, an affordable but powerful 2 1/2 D CAM program. SheetCam has been designed to fill a niche in the CAM marketplace by providing an easy to use application for machining 'sheet' goods (metal plates, plastic sheets, thin woods etc.) It will generate the required code for inside and outside contours, pockets and drilling cycles and will work with milling machines, routers, engravers and plasma cutters. SheetCam accepts data in the form of DXF files (CAD drawings), HPGL files (line art), SVG files, G-code drawings and Excellon files (circuit boards) and has several, configurable, post processors to meet the needs of the many control packages available. Custom post processors can also be written to cope with non-standard applications. SheetCam will allow the nesting of parts and has features for copying, duplicating, rotating and mirroring parts to reduce wastage to the minimum. SheetCam can also allow for parts that are not aligned perfectly along the machine axes by aligning the drawing to the actual part. SheetCam will show cutter paths, rapid moves, layers etc. and the part can be rotated in three dimensions in the view panel to check for errors prior to machining. Document navigation This PDF file has been created to make navigation to relevant information easier for the user. Please use the 'Bookmarks' on the left to jump to specific chapters and sub-sections. Clicking on a line item in the 'Table of Contents' will take you to that specific page. Clicking on a line item in the 'Index' will take you that specific topic. -

Plasma Cutting
DRILLING | SAWING | PUNCHING | SHEARING | PLASMA CUTTING HBP HIGH PERFORMANCES BEHRINGER BANDSAWS CHARACTERISTICS: • High drive power for fast cutting of profiles • Regulation of the cutting speed by continuous adjustable frequency variation • Horizontal clamping on each side of the blade and vertical clamping for an optimized support of the part for straight and mitre cuts, • Inclined driving wheels reducing significantly the blade wear • Combined roller guides and hydraulically pre-tensioned carbide guides • Optimized (hydraulic) blade tensioning to carry out accurate cuts • Easy access to the blade allowing fast changing without tools • Inclined saw blade to carry out cuts on materials with thick flanges and webs without vibration • Optimized blade down stroke according to cut width • Auto regulated hydraulic feed allowing an automatic adjustment to the profile’s type and blade wear • Sensing system for a fast approach and optimized passage to working speed • Rotating chip brush for band cleaning • Integrated micro dosing system minimizing the quantity of lubricant used • Standard “Free cut” system (from 600 mm width capacity) to prevent material tightening on the saw blade • NC saw blade rotation +/- 45°, +45/-60° or +/-60° depending on models and options • Saw rotation axis located on the reference for an easy correction of angles • Integrated detection of saw band breakage, sliding or leaving the guides IMPRESSIVE OUTPUT AND CUTTING RANGE Whatever you have to saw, the mitre bandsaws from BEHRINGER integrated in our drill-saw lines -

1.4 METAL CUTTING BAND SAWS: Metals Can Be Bought From
INTRODUCTION TO MACHINING 1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally is available in lengths of up to 4 [m], sheets in dimensions up to 1.2 [m] x 2.4 [m]. This means that for most “jobs” the bar stock needs to be cut to length; this is normally done using band saws. Sheets are pre-cut using flame or plasma cutting machines or shearing machines and can then be further cut using band saws. There are two types of band saws used for cutting metal: the vertical band saw and the horizontal cut-off saw. 38 INTRODUCTION TO MACHINING 1.4.1 Vertical band saw: It is used to cut metal plate to a required approximate size, the so-called “blank”, which is then converted into the final product using machines such as the Mill, the Drill Press or the Lathe. Bar stock can be cut on a vertical band saw, but the preferred machine is the horizontal band saw. A continuous blade runs in a vertical plane, in a clock- wise direction. Most of it is hidden inside the housing of the machine and only a small part (slightly more than the thickness of the material to be cut) is exposed between the table and the bottom end of the blade guard. The blade guard can be raised or lowered by loosening and tightening the guard adjustment knob. The work-piece must be resting on, and be fully supported by the table; do not cut round bar stock in this type of saw, unless you are using a machining vise to hold the bar. -
Plasma Cutter
SOP 48x48 CNC PLASMA CUTTER Training is required before using this equipment Closed Toed Shoes required Steel Toe Protection required Eye & Ear Protection required Safety Gloves required Never leave machine unattended while operating PLASMA CUTTER SPECIFICATIONS MAXIMUM MATERIAL DIMENSIONS - 48” X 48” MAXIMUM MATERIAL THICKNESS - ¾” APPROVED MATERIAL - MILD STEEL, STAINLESS STEEL *ALUMINUM CANNOT BE CUT ON THIS EQUIPMENT* YOU ARE RESPONSIBLE FOR PURCHASING CUTTING CONSUMABLES FROM NIS. YOU WILL NEED TO PURCHASE NOZZLES AND ELECTRODES. NOZZLES AND ELECTRODES ARE PURCHASED AS A SET. NOZZLES ARE AVAILABLE IN 45, 65, & 85 AMP. • Plasma cut holes cannot be tapped. Plasma cut holes are not round and the material is hardened when plasma cut so your tap will break. If you want holes that are to be tapped use the scribe to mark a center point and drill your holes. • The plasma cutter PC does not have internet access. All files must be imported via a personal flash drive. CREATING YOUR FILES The LoneStar Plasma cutter uses SheetCam and Mach3 operating software and requires a .dxf file. The following process must be followed to ensure a successful finished part. 1. Use the computer lab, not the plasma cutter computer, for all file creation. All files must be saved on a personal flash drive and loaded onto plasma pc. 2. Create your part file using Illustrator, AutoCad, Solidworks, VCarve, or any other software that allows .dxf file creation. It is highly recommended that you run all part files through VCarve, regardless of software used. VCarve will recognize file errors as it is a CNC software. -
Shape Cutting Systems from Esab
SHAPE CUTTING SYSTEMS FROM ESAB Mechanized and CNC shape cutting solutions for every application, industry and environment. Mechanized Cutting Systems Table of Contents Cutting Machines Ultra-Line ............................................................................................................................................................................... 4 Ultra-Graph ............................................................................................................................................................................ 5 Ultra-Line and Ultra-Graph Plasma Options........................................................................................................................... 6 Crossbow ............................................................................................................................................................................... 7 SGX ........................................................................................................................................................................................ 9 Combirex DX ........................................................................................................................................................................ 11 Sabre DXG ........................................................................................................................................................................... 12 Avenger X ............................................................................................................................................................................