EML2322L Miscellaneous TA Notes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
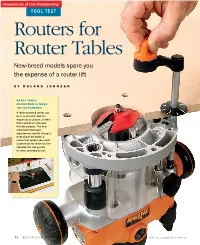
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

Pipe Cutting Machines
PIPE CUTTING MACHINES YOUR PARTNER IN SUCCESS THROUGH INNOVATION Overview Vernon’s Commitment to Pipe Fabrication Table of Contents Pipe cutting technology has advanced rapidly Investment in design engineering, advanced Performance Engineered Products . .4-5 since the days of hand-held torches and technology, and experienced staff constitute Common Applications . .6-7 wraparound paper templates. A single cutting Vernon’s commitment to the fabrication market. machine can now supply enough pipe to satisfy Alignment of interests and continuous exchange Machine Configuration . .8-9 5 to 10 fit-up and welding stations. of information between Vernon and its Pipe Handling Equipment . .10-11 Knowledgeable business owners recognize that customers have forged relationships that have Turning Roll & Conveyor Assembly . .10 a centralized, efficient cutting operation governs existed for more than forty years. Loyalty and Entrance Conveyor . .11 all downstream operations. Speed, safety, and respect have bred a common goal of improving Discharge Conveyor . .11 quality have become the benchmarks of productivity and fostering innovation. Mechanized Cutting Assemblies . .12-13 profitable pipe fabrication, the same qualities While many of the basic cutting and material that describe Vernon pipe cutting machines. handling concepts are still valid today, Vernon Two-Torch Straight Cut-off Assembly . .12 In 1948, Vernon Tool Company acquired the continues to incorporate the newest technology Mechanical Pantograph Assembly . .13 rights to manufacture the Douglas cutting in its machines. Innovations like machine- Computerized Profiling Assemblies . .13 machine, a simple mechanical pantograph for mounted microprocessors, programmable logic Multi-Axes Controls . .14 burning straight cuts, simple miters and saddles. controls, and network-compatible operating Optional Accessories . -
Choosing & Using a Milling Machine
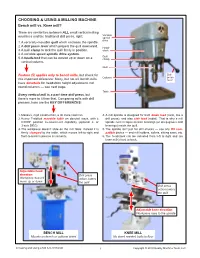
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

866-Evo-Tool
® ® 866-EVO-TOOL Evolution Industrial Full Range Catalog DOWNLOAD A FREE QR READER APP & SCAN THE QR CODE! Instantly watch all our HD Videos on your Smart Phone. Make sure the HD setting is turned on. If you don’t have a Smart Phone, you can also watch all the videos online at www.evolutionsteel.com. ® Company Profile Evolution is a leader in the steel and fabrication industry, offering industrial metal cutting products, metal drilling products and related accessories. With a strong focus on customer service and determination to achieve unmatched quality, Evolution offers the highest product value to a rapidly growing and changing market. Evolution's United States headquarters is based out of Davenport, Iowa, allowing centralized distribution for the entire North American customer base. Worldwide locations offer distribution in Europe, CONTENTS Asia, South America, Australia and Africa. “Innovation Defined” is the company motto and Evolution achieves this by continuously improving existing products and adding new Metal Cutting products to effectively complement Evolution’s current portfolio. EVOSAW185 - 7-1/4” Chop Saw ...........4 Quality Assurance & Warranty EVOSAW380 - 14” Chop Saw . .5 EVOSAW180HD - 7-1/4" Circular Saw . 6 All Evolution power tools are put through quality assurance EVOSAW230 - 9” Circular Saw . 7 testing and are guaranteed to be free of defects in workmanship Industrial Saw Blade Range . 8 or materials for three years from the date of purchase. Refer to Evolution's instruction manuals for full details. Industrial Magnetic Drilling All warranty claims must be submitted by the owner/user of the product and can only be evaluated and authorized by Evolution's EVOMAG28 - 1-1/8" x 2" Magnetic Drill . -

Cut-Off Saw Cut-Off (Abrasive) Saw the Rules and Procedures in Force Where People Are at Work 1
0210 Safety Guidance 2 STROKE PETROL v:032017 Redistributed under licence from HAE by Power Tool Rentals Ltd. Licence expires on 30/06/2017 Using the Cut-off Saw Cut-off (Abrasive) Saw The rules and procedures in force where people are at work 1. Wear protective equipment including goggles and dust mask. may require the person responsible for this equipment to 2. Check that the cutting wheel is fitted securely, and that the guard is properly adjusted. carry out a specific risk assessment. 3. Always hold the machine securely with, both hands: left hand on the front handle, right hand on the rear. It is important to read all of this leaflet 4. Be prepared for the reactive force when the wheel contacts the surface to be cut: the BEFORE you use the Cut-off Saw machine will pull away from you, or pull up a vertical surface. 1. Plan your work and think ahead to make sure you will always 5. Use full throttle: make sure the wheel is running at full speed before lowering it carefully be working safely. onto the surface. 2. Petrol mixture is highly flammable. Take care not to cause a fire or explosion. 6. If the machine starts to labour and slow down do not force it so hard. Do not overload the machine. Long shallows cuts keeping the wheel speed up are more effective than 3. This cut-off saw is designed to cut concrete, masonry, asphalt, aggressive pressure. steel, cast iron and similar materials using the appropriate abrasive or diamond wheel. -

Best Practices for Cut-Off Saw Maintenance
Best Practices for Cut-Off Saw Maintenance Fill your saw with fresh, quality fuel with Inspect saw for cracks in the blade little to no ethanol (non-oxygenated guard and belt guard, missing feet, gas/89 octane or higher). This will and working guard stops before improve saw performance and extend running. Inspect saw for loose nuts useful life. and bolts before running. Use of 2 cycle synthetic oil will help Inspect diamond blade for cracks in prolong the life of the saw. Synthetic segments and gullets. Inspect abrasive oils have better purity and stability so blade for fraying or warpage. Inspect they outperform conventional oils. flange for excessive wear, sharp edges You get what you pay for. and missing tabs. Replace both blade and flange if necessary before running. Run your saw out of fuel before storing Do not run wide open throttle for more for the winter. Always use fresh, properly than 10 seconds while not under load. mixed fuel in the spring. Clean saw after every use to avoid build Use saw blade (wheel) with correct arbor up of dust when dry cutting or slurry for safety and best performance. when wet cutting. Replace your air filter only when your Use water when cutting concrete/asphalt saw starts to lose power in the cut. to avoid silica exposure which can cause silicosis, a serious lung disease. Early replacement or blowing out or Call Esch for cutting equipment, diamond cleaning the filter can damage pistons/ and abrasive saw blades, cut-off saw cylinders because of dirt ingestion. parts and service, and expert advice. -

United States Patent (10) Patent N0.: US 6,945,850 B2 Perrey (45) Date of Patent: Sep
US006945850B2 (12) United States Patent (10) Patent N0.: US 6,945,850 B2 Perrey (45) Date of Patent: Sep. 20, 2005 (54) SAW BLADE WITH ABRASIVE SURFACE 3,914,906 A * 10/1975 Barnes ...................... .. 30/514 4,369,685 A * 1/1983 Trigg ...... .. 76/112 Inventor: DavidCL Jefferson AI Perrey, City MO (Us)Brush Creek 4,675,975 A * 6/1987 Kucharczyk. .et . a1.. ........ .. .. 29/566 651’09_8832 ’ 5,018,276 A * 5/1991 Asada ....................... .. 30/347 5,115,796 A 5/1992 Schweickhardt ....... .. 125/13.01 . _ . 5,239,978 A * 8/1993 Plangetis ........ .. 125/16.01 (ak) Nome‘ sublecbto any dlsclalmer: the term Ofthls 5,518,443 A * 5/1996 Fisher ................. .. 125/15 Patent 15 extended or adlusted under 35 5,529,528 A 6/1996 Young 6161. .. 451/28 U-S-C- 154(b) by 181 days~ 5,704,828 A * 1/1998 Young et a1. 451/461 5,868,125 A * 2/1999 Maoujoud .... .. 125/15 (21) Appl, No_; 09/777,333 6,039,641 A * 3/2000 suug ......................... .. 125/22 (22) Filed: Feb 6, 2001 FOREIGN PATENT DOCUMENTS (65) Prior Publication Data GB 2195099 A * 3/1988 ......... .. B24B/21/00 US 2002/0106983 A1 Aug. 8, 2002 * Cited by examiner (51) Int. c1.7 .......................... .. B23F 21/03- B28D 1/02 Primary Ex“mi””—DaVid 13' Thomas (52) US. Cl. ................. .. 451/28- 125/1301- 125/1601- (74) Attorney’ Agent’ 0’ Fi””_Lathr°p 8‘ Gage LC 125/21; 83/835; 451/540 (57) ABSTRACT (58) Fleld 0f 41561é2i’7g6’2g; The present invention relates to a saW blade for cutting and 540 ’541 ’548_’ 125/’12 1’3 01 ’15 i6 01’ ?nishing the surface of a Work piece. -

Investigation of Abrasive Saw Kickback
Investigation of abrasive saw kickback The MIT Faculty has made this article openly available. Please share how this access benefits you. Your story matters. Citation Burcat, Steven et al. "Investigation of abrasive saw kickback." International Journal of Occupational Safety and Ergonomics (July 2020): dx.doi.org/10.1080/10803548.2020.1770529 © 2020 Central Institute for Labour Protection–National Research Institute (CIOP- PIB) As Published http://dx.doi.org/10.1080/10803548.2020.1770529 Publisher Informa UK Limited Version Author's final manuscript Citable link https://hdl.handle.net/1721.1/128200 Terms of Use Creative Commons Attribution-Noncommercial-Share Alike Detailed Terms http://creativecommons.org/licenses/by-nc-sa/4.0/ Investigation of Abrasive Saw Kickback Steven Burcata, Brian Yuea, Alexander Slocuma & Tal Cohena,b,* aDepartment of Mechanical Engineering, Massachusetts Institute of Technology, USA; bDepartment of Civil and Environmental Engineering, Massachusetts Institute of Technology, USA 1 Abstract 2 Saw kickback can cause fatal injuries, but only woodcutting saws have 3 regulations and assessment methodologies for kickback. These regulations 4 do not apply to abrasive cutting saws, as their cutting mechanism and 5 dominant kickback mode differ from those of woodcutting saws. This work 6 combines theoretical and experimental tools to investigate abrasive saw 7 kickback. A theoretical model based on frictional engagement during a 8 pinch-based kickback event is shown to predict resultant kickback energy in 9 good agreement with experimental measurements. These measurements 10 were obtained using a specialized machine that generates pinch-based 11 kickback events and measures resultant kickback energy. Upon validating 12 the model, two representative saws, a circular cutoff saw and a chainsaw, 13 were tested using the prototype machine to evaluate their comparative 14 kickback risk. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -
Tube and Pipe Cutting Techniques; Advantages and Limitations Abrasive to Shear, Each Method Has Its Place
TPJ ‐ The Tube & Pipe Journal® Tube and pipe cutting techniques; advantages and limitations Abrasive to shear, each method has its place By Leonard Eaton, Contributing Writer January 24, 2002 Many factors are involved in choosing a particular method or technology for cutting tube or pipe. Many factors are involved in choosing a particular method or technology for cutting tube or pipe. The basic factors that affect the cut are the tube or pipe material, wall thickness, squareness of ends, end‐conditioning requirements, and secondary process requirements. Other factors that play a role include production volume, cutting efficiency, overhead costs, and special requirements of the tube or pipe material. Abrasive Cutting Abrasive sawing is a basic, manual method of cutting‐to‐length product to the customer's specification in any alloy. An abrasive saw operates with a circular abrasive blade or resin‐ composition wheel—either wet or dry—that grinds through the product. Cut size capabilities depend on the machine. Some abrasive cutting machines can handle a solid round up to 4 in. outside diameter (OD). This general‐purpose method is useful for hand‐loading applications and small product runs that do not require critical end conditions. While an abrasive saw is easy to use and requires little or no setup time, it cannot provide a square cut or tight tolerances. Because the process uses a cutting or burning action, it is not efficient for thick‐walled material. It also might leave a heat‐affected zone (HAZ) that can affect secondary processing. While abrasive sawing is inexpensive and quick, it produces significant kerf and a heavy burr that might have to be removed by deburring. -

866-Evo-Tool
® ® 866-EVO-TOOL Evolution Professional Full Range Catalog DOWNLOAD A FREE QR READER APP & SCAN THE QR CODE! Instantly watch all our HD Videos on your Smart Phone. Make sure the HD setting is turned on. If you don’t have a Smart Phone, you can also watch all the videos online at www.evolutionbuild.com. ® Company Profile Evolution is a leader in the steel and fabrication industry, offering industrial metal cutting products, metal drilling products and related accessories. With a strong focus on customer service and determination to achieve unmatched quality, Evolution offers the highest product value to a rapidly growing and changing market. Evolution's United States headquarters is based out of Davenport, Iowa, allowing centralized distribution for the entire North American customer base. Worldwide locations offer distribution in Europe, Asia, South America, Australia and Africa. CONTENTS “Innovation Defined” is the company motto and Evolution achieves this by continuously improving existing products and adding new products to effectively complement Evolution’s current portfolio. Multipurpose Cutting Quality Assurance & Warranty RAGEB - 7-1/4” Circular Saw .............3 RAGE2 - 14” Chop Saw....................4 All Evolution power tools are put through quality assurance RAGE4 - 7-1/4” Chop Saw...............5 testing and are guaranteed to be free of defects in workmanship RAGE3 - 10” Miter Saw . 6 or materials for three years from the date of purchase. RAGE3-DB - 10” Double Bevel Miter Saw...7 Refer to Evolution's instruction manuals for full details. Our Blade Range .................... 8-9 All warranty claims must be submitted by the owner/user of the 12" Electric Disc Cutter .................10 product and can only be evaluated and authorized by Evolution's Service Department.