New Color Patterning Techniques for OLED Displays
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cathode-Ray Tube Displays for Medical Imaging
DIGITAL IMAGING BASICS Cathode-Ray Tube Displays for Medical Imaging Peter A. Keller This paper will discuss the principles of cathode-ray crease the velocity of the electron beam for tube displays in medical imaging and the parameters increased light output from the screen; essential to the selection of displays for specific 4. a focusing section to bring the electron requirements. A discussion of cathode-ray tube fun- beam to a sharp focus at the screen; damentals and medical requirements is included. 9 1990bu W.B. Saunders Company. 5. a deflection system to position the electron beam to a desired location on the screen or KEY WORDS: displays, cathode ray tube, medical scan the beam in a repetitive pattern; and irnaging, high resolution. 6. a phosphor screen to convert the invisible electron beam to visible light. he cathode-ray tube (CRT) is the heart of The assembly of electrodes or elements mounted T almost every medical display and its single within the neck of the CRT is commonly known most costly component. Brightness, resolution, as the "electron gun" (Fig 2). This is a good color, contrast, life, cost, and viewer comfort are analogy, because it is the function of the electron gun to "shoot" a beam of electrons toward the all strongly influenced by the selection of a screen or target. The velocity of the electron particular CRT by the display designer. These beam is a function of the overall accelerating factors are especially important for displays used voltage applied to the tube. For a CRT operating for medical diagnosis in which patient safety and at an accelerating voltage of 20,000 V, the comfort hinge on the ability of the display to electron velocity at the screen is about present easily readable, high-resolution images 250,000,000 mph, or about 37% of the velocity of accurately and rapidly. -

Popular Electronics Build a Subwoofer Let Your Home Theater Roar and Rumble
PRIMESTAR. THE DBS ALTERNATIVE Popular Electronics Build A Subwoofer Let your home theater roar and rumble The Truth About Speaker Cables What's really inside those expensive audiophile cables? Designing Speaker Crossovers Create your own great -sounding speakers d SBk'BDCCH.xux.xx 5-DIGIT 60506 Random -at Image k6O506C+HM997GA006M FEB96 P73 Make 3 -D images that pop o ROBERT RAHM RESP of your computer's screen 116 997 GRAND AUE AURORA IL 60506 -2513 $3.50: U.S. $3.95 CAN. FrJEL1t;Aricarí www.americanradiohistory.comAmericanRadioHistory.Com MIXED-MODE POWER Design & Verify Faster with Electronics Workbench® More Power s Simulate bigger and more Electronic complex circuits. Faster. On average, Electronics Analog, Digital & e nch Workbench Version 4 is o rb more than 5 times faster l compbner Mixed Circuits in a lab than Version 3. Electronics Workbench" The electronics Version 4 is a fully integrated schematic capture, simulator and graphical waveform More Parts generator. It is simple to Multiple parts bins mix analog and digital parts contain over twice the in any combination. components of Version 3. Design and Verify Circuits... Fast! More Models Electronics Workbench s Over 350 real world analog simple, direct interface and digital models are helps you build circuits included free with in a fraction of the time. Electronics Workbench. Try `what if' scenarios and And, if you need more, an fine tune your designs additional 2,0(X) models painlessly. are available. Electronics Workbench delivers the power you need to design and verify analog, digital and true mixed mode circuits. Over 20,000 customers have already put Electronics Workbench to the test. -
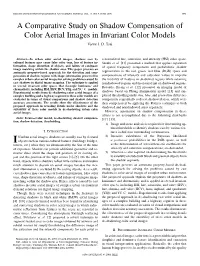
A Comparative Study on Shadow Compensation of Color Aerial Images in Invariant Color Models Victor J
IEEE TRANSACTIONS ON GEOSCIENCE AND REMOTE SENSING, VOL. 44, NO. 6, JUNE 2006 1661 A Comparative Study on Shadow Compensation of Color Aerial Images in Invariant Color Models Victor J. D. Tsai Abstract—In urban color aerial images, shadows cast by a normalized hue, saturation, and intensity (HSI) color space. cultural features may cause false color tone, loss of feature in- Susuki et al. [11] presented a method that applies separation formation, shape distortion of objects, and failure of conjugate of spatial frequency components and probabilistic shadow image matching within the shadow area. This paper presents an automatic property-based approach for the detection and com- segmentation in the red, green, and blue (RGB) space and pensation of shadow regions with shape information preserved in compensations of intensity and saturation values to improve complex urban color aerial images for solving problems caused by the visibility of features in shadowed regions while retaining cast shadows in digital image mapping. The technique is applied nonshadowed regions and the natural tint of shadowed regions. in several invariant color spaces that decouple luminance and Recently, Huang et al. [12] presented an imaging model of chromaticity, including HSI, HSV, HCV, YIQ, and YC C models. Experimental results from de-shadowing color aerial images of a shadows based on Phong illumination model [13] and em- complex building and a highway segment in these color models are ployed thresholding on the hue, blue, and green-blue difference evaluated in terms of visual comparisons and shadow detection components sequentially to detect shadowed areas, which were accuracy assessments. The results show the effectiveness of the then compensated by applying the Retinex technique to both proposed approach in revealing details under shadows and the shadowed and nonshadowed areas separately. -

Characterization of Color CRT Display Systems for Monochrome Applications
Characterization of Color CRT Display Systems for Monochrome Applications G. Spekowius Soft-copy presentation of medical images is becoming presented frequently on color CRT display systems. more and more important as medical imaging is Particularly, if general-purpose workstations or strongly moving toward digital technology, and health care facilities are converting to filmless hospital and PCs are used for medical viewing, color monitors radiological information management. Although most are more or less standard. These common computer medical images are monochrome, frequently they are graphic displays ate applied without any further displayed on color CRTs, particularly if general- modification. This is in contrast to the medical purpose workstations or PCs are used for medical monochrome monitors, which normally are devel- viewing. In the present report, general measurement oped especially to fulfill the high image quality and modeling procedures for the characterization of color CRT monitors for monochrome presentation are requirements of medical imaging. Because the total introduced. The contributions from the three color number of medical displays is small in comparison channels (red, green, and blue) are weighted accord- to consumer applications, there is little incentive ing to the spectral sensitivity of the human eye for for the consumer display industry to develop spe- photopic viewing. The luminance behavior and the cial color CRTs for medical imaging. Hence, the resolution capabilities of color CRT monitors are ana- lyzed with the help of photometer and charge-coupled limitations of the consumer monitor CRT also device (CCD) camera measurements. For the evalua- apply to medical usage and might limit the image tion of spatial resolution, a two-dimensional Fourier quality for some applications. -

Prepared by Dr.P.Sumathi
COMPUTER GRAPHICS 18BIT53C UNIT I: Overview of Graphics System – Display Devices – CRT – Random Scan and Raster Scan Monitors – Techniques for Producing Colour Display – Beam – Penetration and Shadow – Mask Methods – DVST – Plasma – Panel Displays – Hardcopy Devices – Printers and Plotters – Display Processors – Output Primitives – DDA and Bresenham’s line drawing algorithms – Antialiasing lines – Bresenham’s Circle Algorithm – Character Generation. UNIT II: Two-dimensional Transformations – Scaling, Translation and Rotation – Matrix Representations – Composite Transformations – Reflection – Shearing – Other Transformations. Windowing and Clipping – Concepts – Cohen and Sutherland Line Clipping Algorithm – Midpoint Subdivision. UNIT III: Three dimensional Concept- Three-Dimensional object representations – polygon surfaces – polygon tables- plane equations - Three-Dimensional geometric transformations – translation – rotation – scaling – other transformations. UNIT IV: Three-Dimensional viewing – viewing pipeline - Display Techniques – Parallel Projection – Perspective Projection – Hidden-Surface and Hidden-Line removal – Back face removal – Depth Buffer Method – Scan Line Method – BSP Tree Methods – Depth-Sorting Method – Area-subdivision Method – Octree Methods – Comparison of Hidden-Surface Methods. UNIT V: Colour models and colour applications – properties of light – standard primaries and the chromaticity diagram – xyz colour model – CIE chromaticity diagram – RGB colour model – YIQ, CMY, HSV colour models, conversion between HSV and RGB models, HLS colour model, colour selection and applications. TEXT BOOK 1. Donald Hearn and Pauline Baker, “Computer Graphics”, Prentice Hall of India, 2001. Prepared by Dr.P.Sumathi 1 COMPUTER GRAPHICS Computer graphics is an art of drawing pictures on computer screens with the help of programming. It involves computations, creation, and manipulation of data. In other words, we can say that computer graphics is a rendering tool for the generation and manipulation of images. -

Method of Making a Shadow Mask Verfahren Zur Herstellung Einer Schattenmaske Procédé De Fabrication D'un Masque D'ombre
Europäisches Patentamt (19) European Patent Office Office européen des brevets (11) EP 0 209 346 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int. Cl.7: H01J 29/07 of the grant of the patent: 01.03.2000 Bulletin 2000/09 (21) Application number: 86305399.7 (22) Date of filing: 14.07.1986 (54) Method of making a shadow mask Verfahren zur Herstellung einer Schattenmaske Procédé de fabrication d'un masque d'ombre (84) Designated Contracting States: • Tokita, Kiyoshi DE FR GB 1-1, Shibaura 1-chome Minato-ku Tokyo (JP) • Kida, Kaneharu (30) Priority: 17.07.1985 JP 15598185 1-1, Shibaura 1-chome Minato-ku Tokyo (JP) (43) Date of publication of application: (74) Representative: 21.01.1987 Bulletin 1987/04 Kirk, Geoffrey Thomas et al BATCHELLOR, KIRK & CO. (73) Proprietor: 102-108 Clerkenwell Road KABUSHIKI KAISHA TOSHIBA London EC1M 5SA (GB) Kawasaki-shi, Kanagawa-ken 210-8572 (JP) (56) References cited: (72) Inventors: EP-A- 0 139 379 EP-A- 0 156 427 • Koike, Norio GB-A- 2 080 612 US-A- 3 760 214 1-1, Shibaura 1-chome Minato-ku Tokyo (JP) US-A- 3 878 428 US-A- 4 558 252 • Matsuda, Hidemi 1-1, Shibaura 1-chome Minato-ku Tokyo (JP) • The New Encyclopaedia Britannica, 15th edition, vol.7, page 218 ("lead") Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall be filed in a written reasoned statement. -

Field-Sequential Colour Television Receiver
Wireless World, Seplember 1971 443 Field-sequential Colour Television Receiver I-Introduction and basic principles by T. J. Dennis, B.A. All systems of colour TV in general use higher than the flicker-fusion rate of the normal broadcast colour transmissions. today have as their display a system eye, a highly variable quantity found on A standard PAL decoder4 provides whereby the three primary coloured average in the region of 30Hz. the three (narrow band) colour difference pictures are spatially superimposed, For this reason it is normally considered signals. These are then switched in turn whether by projection of the red, green and necessary to increase the basic field rate to the grid of a monochrome c.r.t., the blue images using the Schmitt system, by from that of, say, a 50 field monochrome change taking place during the field blank the use of three c.r.ts and half-silvered standard to 150 fields per second in order ing period (see Fig. 1). The luminance mirrors or with the three pictures on one to maintain the original luminance rucker (wideband) signal is fed to the c.r.t. cathode c.r.t. whose screen consists of triads of rate. This demands a trebling of the signal as usual, after its passage through a 60005 independently controllable phosphor dots, bandwidth, other factors being constant. delay tine. This is practically the only as in the R.C.A. Sbadowmask' tube. Noting the discouraging comments of major modification needed to the mono All three systems are capable of others on the subject of f.s. -
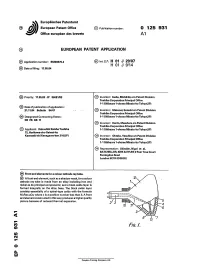
Front End Elements for a Colour Cathode Ray Tube
Europaisches Patentamt (19) European Patent Office © Publication number: 0 125 931 Office europeen des brevets A1 © EUROPEAN PATENT APPLICATION © Application number: 84303375.4 ©Int CI.3: H 01 J 29/07 H 01 J 9/14 © Date of filing: 17.05.84 © Priority: 17.05.83 JP 86081/83 © Inventor: Inaba, Michihiko c/o Patent Division Toshiba Corporation Principal Office 1-1 Shibaura 1-chome Minato-ku Tokyo(JP) © Date of publication of application: 21.11.84 Bulletin 84/47 © Inventor: Shikanai, Satoshi c/o Patent Division Toshiba Corporation Principal Office © Designated Contracting States: 1-1 Shibaura 1-chome Minato-ku Tokyo(JP) DE FR GB IT © Inventor: Kanto, Masaharu c/o Patent Division Toshiba Corporation Principal Office © Applicant: Kabushiki Kaisha Toshiba 1-1 Shibaura 1-chome Minato-ku Tokyo(JP) 72, Horikawa-cho Saiwai-ku Kawasaki-shi Kanagawa-ken 210(JP) © Inventor: Ohtake, Yasuhisa c/o Patent Division Toshiba Corporation Principal Office 1-1 Shibaura 1-chome Minato-ku Tokyo(JP) © Representative: Shindler, Nigel et al, BATCHELLOR, KIRK & EYLES 2 Pear Tree Court Farringdon Road London ECIRODS(GB) © Front end elements for a colour cathode ray tube. A front end element, such as a shadow mask, for a colour cathode ray tube is made from an alloy including iron and nickel as its principal components; and a black oxide layer is formed integrally on the alloy base. The black oxide layer consists essentially of a spinel-type oxide with the formula NixFe(3-x)O4, where x is a positive number less than 3. A front end element constructed in this way produces a higherquality picture because of reduced thermal expansion. -

A Technical Research Report: the Cathode Ray Tube
March 8, 2005 A Technical Research Report: The Cathode Ray Tube Prepared for Professor Ann Holms University of California Santa Barbara College of Engineering Prepared by Charles A. De Cuir University of California Santa Barbara College of Engineering Table of Contents Abstract…………………………………………………………………………………...i Introduction……………………………………………………………………………....1 Primary CRT Systems …………………………………………………………………...1 Electron Beam Forming Systems………………………………………………...2 The Electron Gun………………………………………………………...2 Electron Beam Deflecting Systems……………………………………………....3 The Electrostatic Deflection System…………………………………..…3 The Electromagnetic Deflection System………………………………....4 Screen Components……………………………………………………………....5 The Phosphor Screen……………………………………………………..5 The Shadow Mask………………………………………………………..5 Display Functionality of the Electron Beam………………………………………….....6 Electron Beam Layouts…………………………………………………………..6 The Triangle Layout……………………………………………………...6 The Grill Layout………………………………………………………….7 Electron Beam Scanning……………………………………………………….....8 Conclusion………………………………………………………………………………..9 References……………………………………………………………………………….10 List of Figures Figure 1: A General Cathode Ray Tube………………………………………………….2 Figure 2: Generalized Structure of An Electron Gun…………………………………….3 Figure 3: A General Electrostatic Deflection System........................................................4 Figure 4: A General Electromagnetic Deflection System..................................................5 Figure 5: A Typical Triangle Layout [Analog Video, n.d.] ..............................................6 -

Cathode Ray Tube Displays
1733 FrameBook Page 1 Tuesday, June 3, 2003 10:03 AM 31 Cathode Ray Tube Displays 31.1 Introduction ..................................................................... 31-1 31.2 History .............................................................................. 31-2 31.3 Image Formation with a CRT ......................................... 31-2 Beam Generation with the Electron Gun • Electron Beam Focusing • Electron Beam Deflection 31.4 CRT Addressing: Raster Scanning vs. Stroke ................. 31-4 31.5 The Phosphor Screen....................................................... 31-5 31.6 Color CRTs Using Shadow Masks................................... 31-6 31.7 Alternative Techniques for Realizing Color Using CRTs .................................................................................. 31-6 Beam Index and Penetration Phosphor Tube Designs • Field Sequential Color 31.8 Image Quality and Performance ..................................... 31-7 31.9 CRT and Phosphor Lifetime ........................................... 31-8 31.10 CRT Strengths and Weaknesses....................................... 31-9 31.11 CRT Selection................................................................. 31-10 Christopher J. Sherman 31.12 Future Trends in CRT Technology................................ 31-10 31.1 Introduction The cathode ray tube (CRT) is unequaled in its ability to produce dynamic, quality, high-information- content imagery at high resolution. Even more impressive is that it achieves this for a lower cost per pixel than any other -
Color Representation
Color Representation Foley & Van Dam, Chapter 13 Color Representation • Visible Light Spectrum • Color Matching • Trichromatic Color Theory • Psychophysics • CIE standard • RGB and CMYK Color Spaces • HLS Color Model • YIQ Color Model Visible Light Spectrum and Colors Light is an electro-magnetic radiation Ultra- Short- AC Gamma X raysviolet Infrared Radar FM TVwave AM electricity -12 -8 -4 4 8 10 10 10 11010 Wavelength in meters (m) Visible light 400 nm 500 nm 600 nm 700 nm Wavelength in nanometers (1nm=10-9 m) • Hue: distinguished among colors • Saturation: how far is color from a gray of equal intensity • Lightness: perceived intensity of a reflective surface • Brightness: perceived intensity of emitting surface Spectral Power Distribution • The Spectral Power Distribution of a light is a function f(λ) defining the energy at each wavelength 1 1 0.5 0.5 0 0 400 500 600 700 400 500 600 700 Blue Skylight Tungsten bulb 1 1 0.5 0.5 0 0 400 500 600 700 400 500 600 700 Red monitor phosphor Monochromatic light Color Matching Experiment • Three primary lights are set to match a test light • Metamer: two lights visually undistinguishable (they might have different spectral power distributions) test match + - + - + - Test light Match light (tungsten light) (monitor emission) Power =~ 0 400 500 600 700 0 400 500 600 700 Trichromatic Color Theory • Trichromatic: “tri”=three “chroma”=color also tristimulus color vision is based on three primaries (three dimensional) •Thomas Young • A few different retinal receptors operating with different wavelength sensitivities allow humans to perceive colors • Suggested 3 receptors • Helmholtz & Maxwell • Color matching with 3 primaries The Human Eye Lens Cornea Fovea Optic Nerve cones Pupil Vitreous rods Humor Iris Optic Disc Retina Ocular Muscle bipolar horizontal amacrine ganglion light Retinal Photoreceptors • Cones: Sensitive to high illumination levels (Photopic vision) Less sensitive than rods 5 million cones in each eye Only cones in fovea (approx. -

Shadow Mask Technique
SHADOW MASK TECHNIQUE In Shadow Mask CRT tiny holes in a metal plate separate the colored phosphors in the layer behind the front glass of the screen. The holes are placed in a manner ensuring that electrons from each of the tube's three cathode guns reach only the appropriately-colored phosphors on the display. All three beams pass through the same holes in the mask, but the angle of approach is different for each gun. The spacing of the holes, the spacing of the phosphors, and the placement of the guns is arranged so that for example the blue gun only has an unobstructed path to blue phosphors. The red, green, and blue phosphors for each pixel are generally arranged in a triangular shape (sometimes called a "triad"). All early color televisions and the majority of computer monitors, past and present, use shadow mask technology. Traditionally, shadow masks have been made of materials which temperature variations cause to expand and contract to the point of affecting performance. The energy the shadow mask absorbs from the electron gun in normal operation causes it to heat up and expand, which leads to blurred or discolored (see doming) images. The invar shadow mask is composed of the nickel-iron alloy invar. Therefore it expands and contracts much less than other materials in response to temperature changes. This property allows displays made with this technology to provide a clearer, more accurate picture. It also reduces the amount of long-term stress and damage to the shadow mask that can result from repeated expand/contract cycles, thus increasing the display's life expectancy.