Design of a Rotary Valve for Pressurised Steam
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mean Value Modelling of a Poppet Valve EGR-System
Mean value modelling of a poppet valve EGR-system Master’s thesis performed in Vehicular Systems by Claes Ericson Reg nr: LiTH-ISY-EX-3543-2004 14th June 2004 Mean value modelling of a poppet valve EGR-system Master’s thesis performed in Vehicular Systems, Dept. of Electrical Engineering at Linkopings¨ universitet by Claes Ericson Reg nr: LiTH-ISY-EX-3543-2004 Supervisor: Jesper Ritzen,´ M.Sc. Scania CV AB Mattias Nyberg, Ph.D. Scania CV AB Johan Wahlstrom,¨ M.Sc. Linkopings¨ universitet Examiner: Associate Professor Lars Eriksson Linkopings¨ universitet Linkoping,¨ 14th June 2004 Avdelning, Institution Datum Division, Department Date Vehicular Systems, Dept. of Electrical Engineering 14th June 2004 581 83 Linkoping¨ Sprak˚ Rapporttyp ISBN Language Report category — ¤ Svenska/Swedish ¤ Licentiatavhandling ISRN ¤ Engelska/English ££ ¤ Examensarbete LITH-ISY-EX-3543-2004 ¤ C-uppsats Serietitel och serienummer ISSN ¤ D-uppsats Title of series, numbering — ¤ ¤ Ovrig¨ rapport ¤ URL for¨ elektronisk version http://www.vehicular.isy.liu.se http://www.ep.liu.se/exjobb/isy/2004/3543/ Titel Medelvardesmodellering¨ av EGR-system med tallriksventil Title Mean value modelling of a poppet valve EGR-system Forfattare¨ Claes Ericson Author Sammanfattning Abstract Because of new emission and on board diagnostics legislations, heavy truck manufacturers are facing new challenges when it comes to improving the en- gines and the control software. Accurate and real time executable engine models are essential in this work. One successful way of lowering the NOx emissions is to use Exhaust Gas Recirculation (EGR). The objective of this thesis is to create a mean value model for Scania’s next generation EGR system consisting of a poppet valve and a two stage cooler. -

Modernizing the Opposed-Piston, Two-Stroke Engine For
Modernizing the Opposed-Piston, Two-Stroke Engine 2013-26-0114 for Clean, Efficient Transportation Published on 9th -12 th January 2013, SIAT, India Dr. Gerhard Regner, Laurence Fromm, David Johnson, John Kosz ewnik, Eric Dion, Fabien Redon Achates Power, Inc. Copyright © 2013 SAE International and Copyright@ 2013 SIAT, India ABSTRACT Opposed-piston (OP) engines were once widely used in Over the last eight years, Achates Power has perfected the OP ground and aviation applications and continue to be used engine architecture, demonstrating substantial breakthroughs today on ships. Offering both fuel efficiency and cost benefits in combustion and thermal efficiency after more than 3,300 over conventional, four-stroke engines, the OP architecture hours of dynamometer testing. While these breakthroughs also features size and weight advantages. Despite these will initially benefit the commercial and passenger vehicle advantages, however, historical OP engines have struggled markets—the focus of the company’s current development with emissions and oil consumption. Using modern efforts—the Achates Power OP engine is also a good fit for technology, science and engineering, Achates Power has other applications due to its high thermal efficiency, high overcome these challenges. The result: an opposed-piston, specific power and low heat rejection. two-stroke diesel engine design that provides a step-function improvement in brake thermal efficiency compared to conventional engines while meeting the most stringent, DESIGN ATTRIBUTES mandated emissions -

Engine Block Materials and Its Production Processes
ENGINE BLOCK MATERIALS AND ITS PRODUCTION PROCESSES 2.2 THE CAST IRON MONOLITHIC BLOCK The widespread use of cast iron monolithic block is as a result of its low cost and its formidability. This type of block normally comes as the integral type where the engine cylinder and the upper crankcase are joined together as one. The iron used for this block is the gray cast iron having a pearlite-microstructure. The iron is called gray cast iron because its fracture has a gray appearance. Ferrite in the microstructure of the bore wall should be avoided because too much soft ferrite tends to cause scratching, thus increasing blow-by. The production of cast iron blocks using a steel die is rear because its lifecycle is shortened as a result of the repeated heat cycles caused by the molten iron. Sand casting is the method widely used in the production of cast iron blocks. This involves making the mould for the cast iron block with sand. The preparation of sand and the bonding are a critical and very often rate-controlling step. Permanent patterns are used to make sand molds. Usually, an automated molding machine installs the patterns and prepares many molds in the same shape. Molten metal is poured immediately into the mold, giving this process very high productivity. After solidification, the mold is destroyed and the inner sand is shaken out of the block. The sand is then reusable. The bonding of sand is done using two main methods: (i) the green sand mold and (ii) the dry sand mold. -

Matching of Internal Combustion Engine
CRANFIELD UNIVERSITY BAPTISTE BONNET MATCHING OF INTERNAL COMBUSTION ENGINE CHARACTERISTICS FOR CONTINUOUSLY VARIABLE TRANSMISSIONS SCHOOL OF ENGINEERING PHD THESIS CRANFIELD UNIVERSITY SCHOOL OF ENGINEERING, AUTOMOTIVE DEPARTMENT PHD THESIS BAPTISTE BONNET MATCHING OF INTERNAL COMBUSTION ENGINE CHARACTERISTICS FOR CONTINUOUSLY VARIABLE TRANSMISSIONS SUPERVISOR: PROF. NICHOLAS VAUGHAN 2007 This thesis is submitted in partial fulfilment of the requirements for the Degree of Doctor in Philosophy. © Cranfield University, 2007. All rights reserved. No part of this publication may be reproduced without the written permission of the copyright holder . PhD Thesis Abstract ABSTRACT This work proposes to match the engine characteristics to the requirements of the Continuously Variable Transmission [CVT] powertrain. The normal process is to pair the transmission to the engine and modify its calibration without considering the full potential to modify the engine. On the one hand continuously variable transmissions offer the possibility to operate the engine closer to its best efficiency. They benefit from the high versatility of the effective speed ratio between the wheel and the engine to match a driver requested power. On the other hand, this concept demands slightly different qualities from the gasoline or diesel engine. For instance, a torque margin is necessary in most cases to allow for engine speed controllability and transients often involve speed and torque together. The necessity for an appropriate engine matching approach to the CVT powertrain is justified in this thesis and supported by a survey of the current engineering trends with particular emphasis on CVT prospects. The trends towards a more integrated powertrain control system are highlighted, as well as the requirements on the engine behaviour itself. -

Fluid Power, Rate Training Manual
DOCUMENT RESUME ED 070 578 SE 014 125 TITLE Fluid Power, Rate TrainingManual. INSTITUTION Bureau of Naval Personnel,Washington, D. C. REPORT NO NAVPERS-16193-B PUB DATE 70 NOTE 305p. EDRS PRICE MF-$0.65 HC-$13.16 DESCRIPTORS Force; *Hydraulics; Instructional Materials; *Mechanical Equipment; Military Personnel; *Military Science; *Military Training; Physics; *Supplementary Textbooks; Textbooks ABSTRACT Fundamentals of hydraulics and pneumatics are presented in this manual, prepared for regular navy and naval reserve personnel who are seeking advancement to Petty Officer Third Class. The history of applications of compressed fluids is described in connection with physical principles. Selection of types of liquids and gases is discussed with a background of operating temperature ranges, contamination control techniques, lubrication aspects, and safety precautions. Components in closed- and open-center fluid systems are studied in efforts to familiarize circuit diagrams. Detailed descriptions are made for .the functions of fluidlines, connectors, sealing devices, wipers, backup washers, containers, strainers, filters, accumulators, pumps, and compressors. Control and measurements of fluid flow and pressure are analyzed in terms of different types of flowmeters, pressure gages, and values; and methods of directing flow and converting power into mechanical force and motion, in terms of directional control valves, actuating cylinders, fluid motors, air turbines, and turbine governors. Also included are studies of fluidics, trouble shooting, hydraulic power drive, electrohydraulic steering, and missile and aircraft fluid power systems. Illustrations for explanation use and a glossary of general terms are included in the appendix. (CC) IDLE AV Agile 4'Aly , _ - , 141 ye ,,- I -,, FLUID POWER BUREAU OF OF NAVAL PERSONNEL .1% RATE TRAINING MANUAL NAVPERS 16,1937B PREFACE Fluid Power is written for personnel of the Navy and Naval Reserve whose duties and responsibilities require them to have a knowledge of the fundamentals of hydraulics and pneumatics. -

Review of Advancement in Variable Valve Actuation of Internal Combustion Engines
applied sciences Review Review of Advancement in Variable Valve Actuation of Internal Combustion Engines Zheng Lou 1,* and Guoming Zhu 2 1 LGD Technology, LLC, 11200 Fellows Creek Drive, Plymouth, MI 48170, USA 2 Mechanical Engineering, Michigan State University, East Lansing, MI 48824, USA; [email protected] * Correspondence: [email protected] Received: 16 December 2019; Accepted: 22 January 2020; Published: 11 February 2020 Abstract: The increasing concerns of air pollution and energy usage led to the electrification of the vehicle powertrain system in recent years. On the other hand, internal combustion engines were the dominant vehicle power source for more than a century, and they will continue to be used in most vehicles for decades to come; thus, it is necessary to employ advanced technologies to replace traditional mechanical systems with mechatronic systems to meet the ever-increasing demand of continuously improving engine efficiency with reduced emissions, where engine intake and the exhaust valve system represent key subsystems that affect the engine combustion efficiency and emissions. This paper reviews variable engine valve systems, including hydraulic and electrical variable valve timing systems, hydraulic multistep lift systems, continuously variable lift and timing valve systems, lost-motion systems, and electro-magnetic, electro-hydraulic, and electro-pneumatic variable valve actuation systems. Keywords: engine valve systems; continuously variable valve systems; engine valve system control; combustion optimization 1. Introduction With growing concerns on energy security and global warming, there are global efforts to develop more efficient vehicles with lower regulated emissions, including hybrid electrical vehicles, electrical vehicles, and fuel cell vehicles. Hybrid electrical vehicles became a significant part of vehicle production because of their overall efficiency, and they still pose a significant cost penalty, resulting in a stagnant market penetration of 3.2% and 2.7% in 2013 and 2018, respectively, in the United States (US), for example [1]. -

Section 02 - Block Basics
Block Basics – Section 2 Section 02 - Block Basics 2.0 Small Block 330 & 350 Block Key Differences. The key differences between the 330 and 350 are the 350’s larger bore and the Generation 1 Cast Iron Small Block V-8 Facts 330’s forged crank. General. In 1964 Olds replaced their small block 215 V8 with 1964 – 1966 Valve Lifter Angle. All 1964–1966 blocks used a a cast iron block of completely new design. The 330 V-8 different valve lifter angle of attack on the cam (45). Thus shared none of its engine block architecture with that of the 1964–1966 330 blocks CANNOT USE 1967 AND LATER 215 V-8 and the 225 V-6 sourced from Buick. The engine CAMS. All 1964–1966 cams WILL NOT WORK in 1967 and was no longer aluminum, but cast iron, as weight became later blocks. Later blocks used a 39 lifter angle. Blocks with less of a factor with the engine going into both the larger a “1” or “1A” cast up near the oil filler tube used the 45 lifter mid-sized F-85s, Cutlasses and the full-size Jetstars angle and should be avoided, if possible. introduced in that year. The engine was designed as a replacement for the 215, but was cast iron and enlarged in Early 330 Rocker Arms. The first run of 330 blocks was anticipation of the growth in size of the mid-size cars, where equipped with rocker arms similar to the previous 394 block it was to be primarily used and as the workhorse for the that traces its heritage back to 1949. -
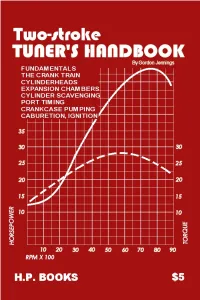
Jennings: Two-Stroke Tuner's Handbook
Two-Stroke TUNER’S HANDBOOK By Gordon Jennings Illustrations by the author Copyright © 1973 by Gordon Jennings Compiled for reprint © 2007 by Ken i PREFACE Many years have passed since Gordon Jennings first published this manual. Its 2007 and although there have been huge technological changes the basics are still the basics. There is a huge interest in vintage snowmobiles and their “simple” two stroke power plants of yesteryear. There is a wealth of knowledge contained in this manual. Let’s journey back to 1973 and read the book that was the two stroke bible of that era. Decades have passed since I hung around with John and Jim. John and I worked for the same corporation and I found a 500 triple Kawasaki for him at a reasonable price. He converted it into a drag bike, modified the engine completely and added mikuni carbs and tuned pipes. John borrowed Jim’s copy of the ‘Two Stoke Tuner’s Handbook” and used it and tips from “Fast by Gast” to create one fast bike. John kept his 500 until he retired and moved to the coast in 2005. The whereabouts of Wild Jim, his 750 Kawasaki drag bike and the only copy of ‘Two Stoke Tuner’s Handbook” that I have ever seen is a complete mystery. I recently acquired a 1980 Polaris TXL and am digging into the inner workings of the engine. I wanted a copy of this manual but wasn’t willing to wait for a copy to show up on EBay. Happily, a search of the internet finally hit on a Word version of the manual. -
Fluent in French
Fluent in French A Band Director’s Guide to Understanding and Teaching the French Horn Practical Application Project #1 MUSI 6285 Jonathan Bletscher 2 Table of Contents Introduction 4 Part One: Understanding the Horn 5 Horn History 5 Rotary Valves and Anatomy of the Horn 8 - Common Rotary Valve Problems 12 - Disassembling and Reassembling a Rotary Valve 14 - Replacing Rotary Valve String 21 Horn in F and Horn in Bb: Transposing Instruments 26 The Seven Chromatic Brass Fingerings 28 The Overtone Series 30 7 Fingerings, 7 Fundamentals, and 7 Series: Filling in the Gaps 35 The Partial Grouping Method 37 Horn Fingering Tricks 41 Trouble Fitting In: Why Horns Aren’t Like Everyone Else (In the Brass Family) 45 Part Two: Teaching the Horn 47 Picking Your Horn Players 47 Equipping for Success 48 Posture and Holding the Horn 49 Making a Sound on the Horn 53 Common Problems with Horn Embouchure 56 Horn Fingerings 58 Instrument Maintenance 61 Developing as a Horn Player 63 Teaching Strategies 67 More to Learn 70 About the Author 71 Bibliography 72 3 Introduction Consider a student who is about to begin the very frst day of learning a foreign language. The student is pre- sented with very basic vocabulary, is led to dabble in speaking and writing, and very slowly begins absorbing the sound, feel, and structure of the language. This is not unlike the experience of a student learning his or her frst instrument. This slow and steady approach is designed to be the frst step in a years-long sequence of instruction and study for a student who is brand new to the subject. -

Design and Assembly of a Throttle for an HCCI Engine
Design and assembly of a throttle for an HCCI engine ÀLEX POYO MUÑOZ Master of Science Thesis Stockholm, Sweden 2009 Design and assembly of a throttle for an HCCI engine Àlex Poyo Muñoz Master of Science Thesis MMK 2009:63 MFM129 KTH Industrial Engineering and Management Machine Design SE-100 44 STOCKHOLM Examensarbete MMK 2009:63 MFM129 Konstruktion och montering av ett gasspjäll för en HCCI-motor. Àlex Poyo Muñoz Godkänt Examinator Handledare 2009-Sept-18 Hans-Erik Ångström Hans-Erik Ångström Uppdragsgivare Kontaktperson KTH Hans-Erik Ångström Sammanfattning Denna rapport handlar om införandet av ett gasspjäll i den HCCI motor som utvecklas på Kungliga Tekniska Högskolan (KTH) i Stockholm. Detta gasspjäll styr effekten och arbetssättet i motorn. Med en gasspjäll är det möjligt att byta från gnistantändning till HCCI-läge. Under projektet har många andra områden förbättrats, till exempel luft- och oljepump. För att dra slutsatser är det nödvändigt att analysera några av motorns data som insamlats under utvecklingen, såsom cylindertryck, insprutningsdata och tändläge. Man analyserade data under olika tidpunkter av motorns utveckling, med olika komponenter, för att uppnå olika prestanda i varje enskilt fall. För att köra motorn i HCCI-läge är det nödvändigt att ha ett lambda-värde mellan 1,5 och 2. Även om resultaten visar att det är bättre att köra i "Pump + Throttle + Intake" kommer pumpen överbelastas på grund av ett extra tryckfall. Av detta skäl kommer är det nödvändigt att arbeta i "Throttle + Pump + Intake" i framtiden. Eftersom det är nödvändigt att minska insprutningstiden, av detta skäl, är det också viktigt att öka luftflödet. -

Design of an Effective Timing System for ICE
Design of an Effective Timing System for ICE Andrea Miraglia∗ and Giuseppe Monteleoney yDepartment of Electrical, Electronics, and Informatics Engineering, University of Catania, Catania Italy ∗Istituto Nazionale di Fisica Nucleare - Laboratori Nazionali del Sud, Catania Italy Abstract—The present paper describes the design and the a four-stroke engine, generally conical valves are employed; prototype realization process of a new effective timing system they open under the action of cams, fitted on the camshaft par- for ICE (internal combustion engine). In particular, the present allel to and activated by the crankshaft, subsequently closing paper outlines the dynamic behavior and related performance of the innovative timing system applied to a two cylinder engine. at the position due to the push by appropriate calibrated coil The procedure to validate the prototype, based on experimental springs [1], [2], [3], [4], [5]. tests carried out on a test bench, is presented and discussed. The traditional finite elements method and computational fluid A. The main timing elements dynamics (CFD) analysis are used to estimate the dynamic performance of the engine with the new timing system. The The main elements of a timing system are: comparison with the data reported in bibliography shows the • Camshaft effectiveness of the new timing system. The study indicates that the proposed system is of great significance for the development • Valves (guides, seals and springs) of timing system in an automotive engine. • Tappets • Pushrods Keywords-Specific power; Computational dynamic analysis; 3D modeling; CFD analysis; Reliability. • Rocker arms The most common valve train system involves pushrods I. INTRODUCTION and rocker arms; however, there are other valve train systems The idea of a new timing system originated from the passion available, offering such solutions as single or double camshaft. -

United States Patent (19) 11 Patent Number: 5,950,587 Sattler Et Al
USOO5950587A United States Patent (19) 11 Patent Number: 5,950,587 Sattler et al. (45) Date of Patent: Sep. 14, 1999 54 CONTINUOUSLY WARIABLE RUNNER 2682431-A1 4/1993 France. LENGTH MANIFOLD 3825000 A1 2/1989 Germany .......................... 123/184.55 60-224923 11/1985 Japan .................... ... 123/184.55 75 Inventors: Eric R. Sattler, Trenton; Joel S. 2239899 7/1991 United Kingdom ...... ... 123/184.55 Myers, Southgate; Michael J. Haspel, Westland, all of Mich. Primary Examiner Erick R. Solis 73 Assignee: BASF Corporation, Mount Olive, N.J. ASSistant Examiner Brian Hairston Attorney, Agent, or Firm-Ryan W. Massey; James J. Drake 22 Filed: Jul. 22, 1998 A continuously variable runner length manifold is provided (51) Int. Cl. ................................................ FO2B 27/06 for an internal combustion engine. The continuously vari 52 U.S. Cl. .................. 123/184.55; 123/18453 able runner length manifold includes a housing having an 58 Field of Search ........................... 123/184.55, 18453 inlet port and a plurality of outlet ports defined by a plurality of Stacked manifold Sections. A plurality of runner members 56) References Cited are rotatably mounted within the housing. The runner mem bers include wall portions which combine with the housing U.S. PATENT DOCUMENTS to define a plurality of runners in communication with a 4,619,226 10/1986 Ueda et al. ........................ 123s2 MB plenum and a respective one of the outlet ports. The runners 4,699,630 10/1987 Lee et al. ............................... 48/1801 have a length which is continuously variable upon rotation of the runner members relative to the housing. FOREIGN PATENT DOCUMENTS 237755 A2 9/1987 European Pat.