Bishop Rotary Valve Engine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Optimizing the Cylinder Running Surface / Piston System of Internal
THIS DOCUMENT IS PROTECTED BY U.S. AND INTERNATIONAL COPYRIGHT. It may not be reproduced, stored in a retrieval system, distributed or transmitted, in whole or in part, in any form or by any means. Downloaded from SAE International by Peter Ernst, Saturday, September 15, 2012 04:51:57 PM Optimizing the Cylinder Running Surface / Piston 2012-32-0092 System of Internal Combustion Engines Towards 20129092 Published Lower Emissions 10/23/2012 Peter Ernst Sulzer Metco AG (Switzerland) Bernd Distler Sulzer Metco (US) Inc. Copyright © 2012 SAE International doi:10.4271/2012-32-0092 engine and together with the adjustment of the ring package ABSTRACT and the piston a reduction of 35% in LOC was achieved. This Rising fuel prices and more stringent vehicle emissions engine will go into production in September 2012 with requirements are increasing the pressure on engine limited numbers coated in the Sulzer Metco Wohlen facility manufacturers to utilize technologies to increase efficiency in Switzerland, until an engineered coating system is ready on and reduce emissions. As a result, interest in cylinder surface site to start large series production. More details on the coatings has risen considerably in the past few years. Among engine performance and design changes made to the cast these are SUMEBore® coatings from Sulzer Metco. These aluminium block in order to take full advantage of the coating coatings are applied by a powder-based air plasma spray on the cylinder running surfaces is presented in the paper (APS) process. The APS process is very flexible, and can from Zorn et al. [1]. -

Fluid Power, Rate Training Manual
DOCUMENT RESUME ED 070 578 SE 014 125 TITLE Fluid Power, Rate TrainingManual. INSTITUTION Bureau of Naval Personnel,Washington, D. C. REPORT NO NAVPERS-16193-B PUB DATE 70 NOTE 305p. EDRS PRICE MF-$0.65 HC-$13.16 DESCRIPTORS Force; *Hydraulics; Instructional Materials; *Mechanical Equipment; Military Personnel; *Military Science; *Military Training; Physics; *Supplementary Textbooks; Textbooks ABSTRACT Fundamentals of hydraulics and pneumatics are presented in this manual, prepared for regular navy and naval reserve personnel who are seeking advancement to Petty Officer Third Class. The history of applications of compressed fluids is described in connection with physical principles. Selection of types of liquids and gases is discussed with a background of operating temperature ranges, contamination control techniques, lubrication aspects, and safety precautions. Components in closed- and open-center fluid systems are studied in efforts to familiarize circuit diagrams. Detailed descriptions are made for .the functions of fluidlines, connectors, sealing devices, wipers, backup washers, containers, strainers, filters, accumulators, pumps, and compressors. Control and measurements of fluid flow and pressure are analyzed in terms of different types of flowmeters, pressure gages, and values; and methods of directing flow and converting power into mechanical force and motion, in terms of directional control valves, actuating cylinders, fluid motors, air turbines, and turbine governors. Also included are studies of fluidics, trouble shooting, hydraulic power drive, electrohydraulic steering, and missile and aircraft fluid power systems. Illustrations for explanation use and a glossary of general terms are included in the appendix. (CC) IDLE AV Agile 4'Aly , _ - , 141 ye ,,- I -,, FLUID POWER BUREAU OF OF NAVAL PERSONNEL .1% RATE TRAINING MANUAL NAVPERS 16,1937B PREFACE Fluid Power is written for personnel of the Navy and Naval Reserve whose duties and responsibilities require them to have a knowledge of the fundamentals of hydraulics and pneumatics. -
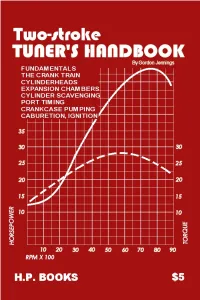
Jennings: Two-Stroke Tuner's Handbook
Two-Stroke TUNER’S HANDBOOK By Gordon Jennings Illustrations by the author Copyright © 1973 by Gordon Jennings Compiled for reprint © 2007 by Ken i PREFACE Many years have passed since Gordon Jennings first published this manual. Its 2007 and although there have been huge technological changes the basics are still the basics. There is a huge interest in vintage snowmobiles and their “simple” two stroke power plants of yesteryear. There is a wealth of knowledge contained in this manual. Let’s journey back to 1973 and read the book that was the two stroke bible of that era. Decades have passed since I hung around with John and Jim. John and I worked for the same corporation and I found a 500 triple Kawasaki for him at a reasonable price. He converted it into a drag bike, modified the engine completely and added mikuni carbs and tuned pipes. John borrowed Jim’s copy of the ‘Two Stoke Tuner’s Handbook” and used it and tips from “Fast by Gast” to create one fast bike. John kept his 500 until he retired and moved to the coast in 2005. The whereabouts of Wild Jim, his 750 Kawasaki drag bike and the only copy of ‘Two Stoke Tuner’s Handbook” that I have ever seen is a complete mystery. I recently acquired a 1980 Polaris TXL and am digging into the inner workings of the engine. I wanted a copy of this manual but wasn’t willing to wait for a copy to show up on EBay. Happily, a search of the internet finally hit on a Word version of the manual. -
Fluent in French
Fluent in French A Band Director’s Guide to Understanding and Teaching the French Horn Practical Application Project #1 MUSI 6285 Jonathan Bletscher 2 Table of Contents Introduction 4 Part One: Understanding the Horn 5 Horn History 5 Rotary Valves and Anatomy of the Horn 8 - Common Rotary Valve Problems 12 - Disassembling and Reassembling a Rotary Valve 14 - Replacing Rotary Valve String 21 Horn in F and Horn in Bb: Transposing Instruments 26 The Seven Chromatic Brass Fingerings 28 The Overtone Series 30 7 Fingerings, 7 Fundamentals, and 7 Series: Filling in the Gaps 35 The Partial Grouping Method 37 Horn Fingering Tricks 41 Trouble Fitting In: Why Horns Aren’t Like Everyone Else (In the Brass Family) 45 Part Two: Teaching the Horn 47 Picking Your Horn Players 47 Equipping for Success 48 Posture and Holding the Horn 49 Making a Sound on the Horn 53 Common Problems with Horn Embouchure 56 Horn Fingerings 58 Instrument Maintenance 61 Developing as a Horn Player 63 Teaching Strategies 67 More to Learn 70 About the Author 71 Bibliography 72 3 Introduction Consider a student who is about to begin the very frst day of learning a foreign language. The student is pre- sented with very basic vocabulary, is led to dabble in speaking and writing, and very slowly begins absorbing the sound, feel, and structure of the language. This is not unlike the experience of a student learning his or her frst instrument. This slow and steady approach is designed to be the frst step in a years-long sequence of instruction and study for a student who is brand new to the subject. -

What Hetman Do I Need?
What Hetman Do I Need? French Horn Trumpet Trombone Tuba Euphonium Baritone #1 Light Piston Schmidt-wrap piston valves* piston valves* piston valves* piston valves* piston valves with little wear horns* #2 Piston Schmidt-wrap piston valves piston valves piston valves piston valves piston valves with some wear horns #3 Classic Piston Schmidt-wrap piston valves piston valves piston valves piston valves piston valves with significant wear horns #4 Light Slide Oil 1st and 3rd slides with little wear valve slide #5 Slide Oil 1st and 3rd slides with some wear valve slide #6 Heavy Slide Oil 1st and 3rd slides with significant wear valve slide #6.5 Light Slide Gel tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides slides with little wear #7 Slide Gel tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides slides with some wear #8 Premium Slide Grease tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides slides with significant wear #9 Ultra Slide Grease vintage horns with corroded slide tuning slides tuning slides tuning slides tuning slides tuning slides tuning slides tubes that might split or crack * #1 can be used instead of #11 or #12 in brand-new rotary valves with extremely tight clearances. French Horn Trumpet Trombone Tuba Euphonium Baritone #11 Light Rotor Oil rotary valves rotary valves rotary valves rotary valves rotary valves with little wear #12 Rotor Oil rotary valves rotary valves rotary valves rotary valves rotary valves with some wear #13 -

ENRESO WORLD - Ilab
ENRESO WORLD - ILab Different Car Engine Types Istas René Graduated in Automotive Technologies 1-1-2019 1 4 - STROKE ENGINE A four-stroke (also four-cycle) engine is an internal combustion (IC) engine in which the piston completes four separate strokes while turning the crankshaft. A stroke refers to the full travel of the piston along the cylinder, in either direction. The four separate strokes are termed: 1. Intake: Also known as induction or suction. This stroke of the piston begins at top dead center (T.D.C.) and ends at bottom dead center (B.D.C.). In this stroke the intake valve must be in the open position while the piston pulls an air-fuel mixture into the cylinder by producing vacuum pressure into the cylinder through its downward motion. The piston is moving down as air is being sucked in by the downward motion against the piston. 2. Compression: This stroke begins at B.D.C, or just at the end of the suction stroke, and ends at T.D.C. In this stroke the piston compresses the air-fuel mixture in preparation for ignition during the power stroke (below). Both the intake and exhaust valves are closed during this stage. 3. Combustion: Also known as power or ignition. This is the start of the second revolution of the four stroke cycle. At this point the crankshaft has completed a full 360 degree revolution. While the piston is at T.D.C. (the end of the compression stroke) the compressed air-fuel mixture is ignited by a spark plug (in a gasoline engine) or by heat generated by high compression (diesel engines), forcefully returning the piston to B.D.C. -

Homage to Ten Years of the V10 Engine: the Audi R8 V10 Decennium
Audi MediaInfo Product Communications Audi Sport GmbH Susanne Mellinghoff Phone: +49 152 58811859 Email: [email protected] www.audi-mediacenter.com Homage to ten years of the V10 engine: the Audi R8 V10 Decennium Limited series of 222 units, individually numbered Coupé with exclusive design highlights Edition model coincides with sales launch of the new Audi R8 Neckarsulm, February 28, 2019 – Audi is celebrating the success story of the V10 engine with the Audi R8 V10 Decennium (combined fuel consumption l/100 km: 13,1 [18.0 US mpg]; combined CO2 emissions in g/km: 297 [478 g/mi]*). A 456 kW (620 hp) V10 engine, bronze- colored highlights inside and out, and strictly limited: The edition model with 222 units coincides with the sales launch of the new Audi R8. The name Decennium comes from Latin and means “decade.” It stands for ten years of fascination on the road and success in motorsport. Right from the exterior design, the Audi R8 V10 Decennium makes its character abundantly clear. The special model is available as a coupé and painted in exclusive Daytona Gray, matt effect. The milled 20-inch wheels and the intake manifold of the 5.2 FSI engine are finished in matt bronze. The front spoiler, the side sills and the diffuser are painted in gloss black, supplemented by black Audi rings and badges on the exterior. The side blades and the exterior mirror housings are made from gloss carbon fiber. Alternatively, there is a choice of the exterior colors Daytona Gray, pearl effect; Suzuka Gray, metallic; Floret Silver, metallic; Mythos Black, metallic; Ascari Blue, metallic and Kemora Gray, metallic. -
Small Engine Technology Conference
1 r A55OCIAZIONf Tfr NjOA WIL AuTOMOBllf Sczione Toscana INTERNATIONAL SETC SMALL ENGINE TECHNOLOGY CONFERENCE UNDER THE PATRONAGE OF University of Pisa on its 650th Anniversary since the foundation WITH THE PATRONAGE OF Federation Internationale des Societes des Ingenieurs et Techniciens de 1'Automobile WITH THE SUPPORT OF: The Institution of Mechanical Engineers • Automobile Division Ufl Societe des Ingenieurs de l'Automobile Consiglio Nazionale delle Ricerche Progetto Finalizzato Trasporti 2 December 1-3, 1993 PALAZZO DEI CONGRESSI Via Matteotti, 1 UB/TIB Hannover 89 PISA- ITALY 111 743 354 XII CONTENTS Paper No. Page No. 931471 1 L I TORIELLO - Mercury Marine Division of Brunswick Corp. - Fond du Lac (USA) The green environment and its impact on the recreational marine industry 931472 17 M YAMANOUCHI - Mazda Motor Corp. - Hiroshima (Japan) Automotive engines; the search for environmental harmony 931473 27 G P BLAIR - The Queen's University of Belfast (Northern Ireland) The consumer, the environment and the small engine 931474 31 B BREUER, J PRACKEL, M SCHMIEDER, A WEIDELE - Darmstadt University (Germany) Motorcycle/Rider/Road - Complex and demanding interfaces 931475 41 C CAPUTO - Universita di Roma La Sapienza (Italy) What novelties can be applied to small I.C. engines ? 931477 61 C STAN - College of Technology and Economics - Zwickau (Germany) Concepts for the development of two stroke engines 931478 71 G MONNIER, P DURET - Institut Francais du Petrole - Rueil Malmaison (France) R PARDINI, M NUTI - Piaggio V.E. - Pontedera (Italy) -

M Ercedes-ILM O R : 10 Years of Pow Er D Evelopm Ent of the FO 110 V 10-3.0L Form Ula 1 Engine
M e r c e d e s -IL M O R : 1 0 Y e a r s o f P o w e r D e v e lo p m e n t o f th e F O 1 1 0 V 1 0 -3 .0 L F o r m u la 1 E n g in e T h e w o r ld w id e s u c c e s s o f F o r m u la O n e is s tr o n g ly in flu e n c e d b y th e a p p lic a tio n o f h ig h -le v e l te c h n o lo g y a n d h a s b e e n m a d e p o s s ib le b y th e g r e a t c o m m itm e n t a n d d e d ic a tio n o f th e e n g in e m a n u fa c tu r e r s . B e s id e s th e s k ills o f th e d r iv e r s a n d th e o p tim is a tio n o f th e v e h ic le th r o u g h th e u s e o f s o p h is tic a te d a e r o d y n a m ic s , th e p e r s is te n t r e d u c tio n in la p tim e s c a n b e a ttr ib u te d to th e e n o r m o u s d e v e lo p m e n t c o n c e r n in g th e ty r e s a n d th e e v e r m o r e p o w e r fu l e n g in e s . -

Kawasaki KS-125
Cycle Testl • Most new dirt riders begin on a 125. has tractable low-end power for easy Kawasaki’s F-6 blistered competition in However logical this starting point to learning, and the engine is peppy enough the power department, but the thing berm-bouncing may be, there are some at higher revs so that the owner can grow belched noise and sowed hydrocarbons. pitfalls. Thick-wallet types who can afford into faster riding without outgrowing his So Kawasaki melted all their F-6 tooling the best often equate price to suitability motorcycle. Its engine aad handling mix and built the KS-125 from scratch. and end up with a specialized near-racer is almost good enough to keep an expe Kawasaki’s stateside R & D facility in in the Penton/Monark/Rickman family. rienced dirt wizard from dreaming of a Santa Ana. Calif., handled the final pro For beginners, these bikes can be more Penton or Can-Am. totype development of the KS. This divi intimidating than pleasing. The average The KS does nothing exceptionally well, sion had just completed a similar job (with guy will buy a Japanese enduro. He may but it does everything with relentless ade tremendous success) with the Z-l street wind up with a heavy electric-starting quacy. This singular lack of faults makes bike—and the American and Japanese R Yamaha that he finds cumbersome. His the bike seem even better than it actually & D staff eagerly went to work on the MT-series Honda won't have enough is. Nice as the KS feels, several specialized 125 off-road scooter. -

European Patent Bulletin 1983/28
1983/28 13.C7.1983 LiWury 0 083 336 - 0 083 577 B!j' -"'^e 1 3. J'J'J 1383 ISSN 0170-9305 EPA-EPO-OEB Europäisches European Bulletin européen Patentblatt Patent Bulletin des brevets Inhalt Contents Sommaire I Veröffentlichte Anmeldungen 2 I Published Applications 3 I Demandes publiées 3 1.1 Geordnet nach der Internationalen 1.1 Arranged in accordance with the LI Classées selon la classification Patentklassifikation 8 International Patent internationale des brevets 8 1.2 Geordnet nach PCT-VerÖffent- Classification 8 1.2 Classées selon les numéros de lichungsnummern 37 1.2 Arranged by PCT publication publication PCT 37 1.3 (1) Geordnet nach Veröffentlichungs- number 37 1.3 (1) Classées selon les numéros de nummern 38 1.3 (1) Arranged by publication publication 38 1.3 (2) Geordnet nach Anmelde- number 38 1.3 (2) Classées selon les numéros des nummern 40 1.3 (2) Arranged by application demandes 40 1.4 Geordnet nach Namen der number 40 1.4 Classées selon les noms des Anmelder 42 1.4 Arranged by name of demandeurs 42 1.5 Geordnet nach benannten applicant 42 1.5 Classées selon les Etats Vertragsstaaten 46 1.5 Arranged by designated contractants désignés 46 1.6 (1) Nach Erstellung des europäischen Contracting State 46 1.6(1) Documents découverts après Recherchenberichts ermittelte neue 1.6 (1) Documents discovered after comple- l'établissement du rapport de Schriftstücke — tion of the European search recherche européenne — 1.6 (2) Gesonderte Veröffentlichung des report — 1.6 (2) Publication séparée du rapport de europäischen Recherchen- 1.6 (2) -

The New BMW M6-UK Edition Contents
10/2005 Page 2 The new BMW M6-UK Edition Contents 1. The BMW M6: A new benchmark for BMW and M (short story)..............................................................................................................3 2. The perfect ten: BMW's V10 wins hearts and minds........................................................................14 3. New seven speed transmission: Ultra-fast shifting with Sequential M Gearbox........................................................23 4. Harnessing the power: A chassis providing agility and poise to complement performance........................27 5. Body: Inside and out, the M6 is clearly focused...............................................................32 6. A new beginning for the M coupé: M6 buyers and market ...........................................................................................39 7. The BMW M6 production process: As bespoke as possible .........................................................................................41 8. Standard specifications .........................................................................................43 9. Optional equipment................................................................................................49 10. Technical specifications, external dimensions, torque graphs...............................51 10/2005 Page 3 1. The BMW M6 – short story A new benchmark for BMW and M GmbH They say lightning never strikes twice. But when two 507hp, 205mph, V10- powered M cars are launched in one year, stay indoors when