Theoretical and Experimental Investigation of a Cdi Injection System Operating on Neat Rapeseed Oil - Feasibility and Operational Studies
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

2016 Board of Directors Contents
EFFECTIVE FIRST DAY OF THE MONTH UNLESS OTHERWISE NOTED January 2016 BOARD OF DIRECTORS CONTENTS BOARD OF DIRECTORS | December 4-5, 2015 BOARD OF DIRECTORS 1 SOLO 28 The SCCA National Board of Directors met in Kansas City, Friday, December 4 and SEB Minutes 28 December 5, 2015. Area Directors participating were: John Walsh, Chairman, Dan Helman, Vice-Chairman, Todd Butler, Secretary; Bill Kephart, Treasurer; Dick Patullo, CLUB RACING 32 Lee Hill, Steve Harris, Bruce Lindstrand, Terry Hanushek, Tere Pulliam, Peter Zekert, CRB Minutes 32 Brian McCarthy and KJ Christopher and newly elected directors Arnold Coleman, Bob Technical Bulletin 41 Dowie and Jim Weidenbaum. Court of Appeals 52 Divisional Time Trials Comm. 53 The following SCCA, Inc. staff participated in the meeting: Lisa Noble, President RALLY 54 and CEO; Eric Prill, Chief Operations Officer; Mindi Pfannenstiel, Senior Director of RallyCross 54 Finance and Aimee Thoennes, Executive Assistant. Road Rally 56 Guests attending the meeting were Jim Wheeler, Chairman of the CRB. LINKS 57 The secretary acknowledges that these minutes may not appear in chronological order and that all participants were not present for the entire meeting. The meeting was called to order by Vice Chair Helman. Executive Team Report and Staff Action Items President Noble provided a review of 2015 key programs and deliverables with topic areas of core program growth, scca.com, and partnerships. Current initiatives to streamline event process with e-logbook tied into event registration, modernize timing systems in Pro Solo, connecting experiential programs (eg TNIA, Starting Line) to core programs. Multiple program offerings to enhance weekend events. -

Conseil International
Prof. Günter Elsbett: Controlled shift-liners for optimized scavenging, improved thermal efficiency and multi- stroke capability for opposed piston engines and conventional engines Page 2 Prof. Günter Elsbett: Controlled shift-liners for optimized scavenging, improved thermal efficiency and multi- stroke capability for opposed piston engines and conventional engines INTRODUCTION they are guided and supported by the surrounding cylinder material, leading to Opposed Piston Engines (OPEs) are low oscillating liner masses during shifting. looking back to 120 years of history and have been produced as Otto and Diesel engines, offering a promising challenge in specific output and thermal efficiency. Diesel-OPEs have been used regularly for commercial aircraft due to excellent power/weight ratio, but powering also merchant ships with big engines of several thousands of kW. Already 75 years ago a brake efficiency of more than 40% could be achieved. In recent decades these Fig.1 Cross-section of the 4SOPE engines seem to be forgotten while the research and development engineers put The presented experimental-OPE was just their main focus on emission improvement. created demonstrating the functions of the Conventional OPE-technology is known for hydraulically shifted liners in a fired engine. emission problems, especially caused by The parts are machined from full pieces of scraping lubrication oil into in- and outlet material. This OPE is applied with a simple ports, as common OPEs scavenging is mechanical fuel injection system, single- limited for use in 2-stroke engines only. hole pintle-nozzles and electric governor. Any emission treatment is not applied. Now some new developments in OPE- Data: Single-cylinder, 4-stroke, natural technology show their relevance to future aspirated, 108mm bore, 2x118mm stroke, power-train challenges. -

Glossary Terms
Glossary Terms € 1584 5W6 5501 a 7181, 12203 5’UTR 8126 a-g Transformation 6938 6Q1 5500 r 7181 6W1 5501 b 7181 a 12202 b-b Transformation 6938 A 12202 d 7181 AAV 10815 Z 1584 Abandoned mines 6646 c 5499 Abiotic factor 148 f 5499 Abiotic 10139, 11375 f,b 5499 Abiotic stress 1, 10732 f,i, 5499 Ablation 2761 m 5499 ABR 1145 th 5499 Abscisic acid 9145 th,Carnot 5499 Absolute humidity 893 th,Otto 5499 Absorbed dose 3022, 4905, 8387, 8448, 8559, 11026 v 5499 Absorber 2349 Ф 12203 Absorber tube 9562 g 5499 Absorption, a(l) 8952 gb 5499 Absorption coefficient 309 abs lmax 5174 Absorption 309, 4774, 10139, 12293 em lmax 5174 Absorptivity or absorptance (a) 9449 μ1, First molecular weight moment 4617 Abstract community 3278 o 12203 Abuse 6098 ’ 5500 AC motor 11523 F 5174 AC 9432 Fem 5174 ACC 6449, 6951 r 12203 Acceleration method 9851 ra,i 5500 Acceptable limit 3515 s 12203 Access time 1854 t 5500 Accessible ecosystem 10796 y 12203 Accident 3515 1Q2 5500 Acclimation 3253, 7229 1W2 5501 Acclimatization 10732 2W3 5501 Accretion 2761 3 Phase boundary 8328 Accumulation 2761 3D Pose estimation 10590 Acetosyringone 2583 3Dpol 8126 Acid deposition 167 3W4 5501 Acid drainage 6665 3’UTR 8126 Acid neutralizing capacity (ANC) 167 4W5 5501 Acid (rock or mine) drainage 6646 12316 Glossary Terms Acidity constant 11912 Adverse effect 3620 Acidophile 6646 Adverse health effect 206 Acoustic power level (LW) 12275 AEM 372 ACPE 8123 AER 1426, 8112 Acquired immunodeficiency syndrome (AIDS) 4997, Aerobic 10139 11129 Aerodynamic diameter 167, 206 ACS 4957 Aerodynamic -
2009 Autocross Entry Form
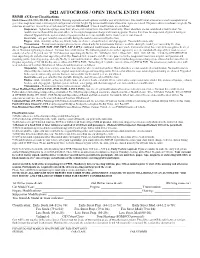
2021 AUTOCROSS / OPEN TRACK ENTRY FORM RMMR AX Event Classifications Stock Classes (ES, ESL, FS, FSL, LS, LSL): Mustang as produced with options available year of manufacture. One modification allowed over stock to suspension or gear ratio. Suspension must retain original configuration and ride height. Up to two modifications allowed to engine over stock. No power adders (eco boost excepted). No autocross or road race tires with wear indicators of less than 200 allowed. Allowed modifications are as follows: Suspension – higher rate springs, sway bars, wheels, and traction bars. One modification only. Shock absorbers are not considered a modification. No modification is allowed that does not adhere to the original suspension design and mounting points. Devices that allow for suspension alignment tuning are allowed. Upgraded brake system and steering systems that were not available for the model year are not allowed. Gear ratio – any gear ratio that was available during the model years covered by the class. Engine - intake manifold, carburetor, throttle body, air cleaner, exhaust headers, and chip upgrade. Two modifications only. Transmission – Transmission swaps/replacements are allowed only for transmissions that were available during the model year covered by the class. Street Prepared Classes (ESP, ESPL, FSP, FSPL, LSP, LSPL): Additional modifications allowed over stock. Car must be titled, have current license plates, be street driven. No major lightening is allowed. Car must have a full interior. The following models due to their superiority over the standard offerings of their model year are considered as Street Prepared cars:’93-’01 Cobra (non supercharged), Bullitt, ’03 –‘04 Mach1, 2012-13 Boss 302, 2011 - 2021 GT,’06 – ’21 Shelby GT/GTH/GT350 (non supercharged), and other non supercharged Shelby, Roush & Saleen models and all electric power vehicles. -

Revisiting the Compcars Dataset for Hierarchical Car Classification
sensors Article Revisiting the CompCars Dataset for Hierarchical Car Classification: New Annotations, Experiments, and Results Marco Buzzelli * and Luca Segantin Department of Informatics Systems and Communication, University of Milano-Bicocca, 20126 Milano, Italy; [email protected] * Correspondence: [email protected] Abstract: We address the task of classifying car images at multiple levels of detail, ranging from the top-level car type, down to the specific car make, model, and year. We analyze existing datasets for car classification, and identify the CompCars as an excellent starting point for our task. We show that convolutional neural networks achieve an accuracy above 90% on the finest-level classification task. This high performance, however, is scarcely representative of real-world situations, as it is evaluated on a biased training/test split. In this work, we revisit the CompCars dataset by first defining a new training/test split, which better represents real-world scenarios by setting a more realistic baseline at 61% accuracy on the new test set. We also propagate the existing (but limited) type-level annotation to the entire dataset, and we finally provide a car-tight bounding box for each image, automatically defined through an ad hoc car detector. To evaluate this revisited dataset, we design and implement three different approaches to car classification, two of which exploit the hierarchical nature of car annotations. Our experiments show that higher-level classification in terms of car type positively impacts classification at a finer grain, now reaching 70% accuracy. The achieved performance constitutes a baseline benchmark for future research, and our enriched set of annotations is made available for public download. -

The “Michell” Crankless Engine – Why Was It Not a Commercial Success?
The Piston Engine Revolution The “Michell” Crankless Engine – Why was it not a commercial success? John A. Anning At the beginning of the twentieth century, when the internal combustion engine was being developed for automobiles and aircraft, some designers arranged for the cylinders to be parallel to the output shaft. These became known as axial or barrel engines. They utilised either the swash plate or wobbleplate principles. The most promising was the Michell Crankless Engine, which was patented in 1917. AGM Michell FRS (1870-1959) was an Australian engineer best known for the design of the “Michell” tilting pad thrust bearing, patented in the UK and Australia in 1905. By the end of WWI Michell was a wealthy man from royalties and applied the tilting pad principle to an axial engine. The principle was first applied to compressors and by 1920 the first IC engine was made. An advantage is that perfect primary and secondary balance can be achieved at all rotational speeds. Michell formed Crankless Engines (Australia) Pty Ltd. A number of engines were built and installed in existing production vehicles. He realised that for the future commercialisation an overseas involvement was essential so offices were opened in London and New York. The Michell crankless principle still remains the most efficient method of converting linear into rotary motion. By the late 1920s with the world depression the Australian company was forced into receivership. A business analysis is given as to the possible reasons for its failure to achieve commercial success. It deserves its place in the panoply of IC engine history. -

PT & TT Car Classification Form
® NASA Performance Touring (PTD-PTF) & Time Trial (TTD-TTF) Car Classification Form--2018 (v13.1/15.1—1-15-18) Driver or Team Name________________________________ Date______________ Car Number________ Region_____________ e-mail________________________________________ Car Color_______________ If a team, list drivers’ names (two maximum per team): ___________________________________________ ___________________________________________ Vehicle: Year_______ Make______________ Model___________________ Special Edition?____________ NASA PT/TT Base Class _____________ Base Weight Listing (from PT/TT Rules)______________lbs. Minimum Competition Weight (w/driver)_______________lbs. Multiple ECU Maps? Describe switching method and HP levels:_____________________________________________ DYNO RE-CLASSED VEHICLES Only: (Only complete this section if the vehicle has been Dyno Re-classed by the National PT/TT Director!) New PT/TT Base Class Assigned by the National PT/TT Director:_________(Attach a copy of the re-classing e-mail) Maximum allowed Peak whp_________hp Minimum Competition Weight__________lbs. All cars with a Motor Swap, Aftermarket Forced Induction, Modified Turbo/Supercharger, Aftermarket Head(s), Increased Number of Camshafts, Hybrid Engine, and Ported Rotary motors MUST be assessed by the National PT/TT Director for re-classification into a new PT/TT Base Class! (See PT Rules sections 6.3.C and 6.4) (E-mail the information in the listed format in PT Rules section 6.4.2 to the National PT/TT Director at [email protected] to receive your new PT/TT Base Class) Note: Any car exceeding the Adjusted Weight/Horsepower Ratio limit for its class will be disqualified. (see PT Rules Section 6.1.2 and Appendix A of PT Rules). Proceed to calculate your vehicle’s Modification Points assessment for up-classing purposes. -

Military Vehicle Options Arising from the Barrel Type Piston Engine
Journal of Power Technologies 101 (1) (2021) 22–33 Military vehicle options arising from the barrel type piston engine Pawe l Mazuro1 and Cezary Chmielewski1,B 1Warsaw University of Technology B [email protected] Abstract in terms of efficiency, meaning that piston engines can deliver enhanced range and endurance. This is benefi- The article reviews knowledge about requirements for engines in cial in missions requiring a stopover for refueling and state-of-the-art unmanned aerial vehicles and tanks. Analysis of particularly useful for unmanned supply, observation design and operational parameters was carried out on selected and maritime missions. turboshaft and piston engines generating power in the range of 500 - 1500 kW (0.5 - 1.5 MW). The data was compared In contrast, land combat vehicles have significantly with the performance of innovative, barrel type piston engines, different drive unit requirements. High mobility en- which are likely to become an alternative drive solution in the ables the vehicle to rapidly change location after de- target vehicle groups. tection. To this end, the torque curve as a function of the rotational speed of the shaft is of decisive im- portance. Keywords: military UAV, tanks, turboshaft engines, piston engines, barrel type piston engines The complexity of tank engines adds an additional layer of requirements, impacting the reliability and durability of the power unit, and they come with re- 1 Introduction lated manufacturing and operating costs. In military land vehicles, the engine should be as small This article consolidates knowledge on options and as possible; the space saved can be used for other capabilities arising from use of the barrel type piston purposes. -

Driving Resistances of Light-Duty Vehicles in Europe
WHITE PAPER DECEMBER 2016 DRIVING RESISTANCES OF LIGHT- DUTY VEHICLES IN EUROPE: PRESENT SITUATION, TRENDS, AND SCENARIOS FOR 2025 Jörg Kühlwein www.theicct.org [email protected] BEIJING | BERLIN | BRUSSELS | SAN FRANCISCO | WASHINGTON International Council on Clean Transportation Europe Neue Promenade 6, 10178 Berlin +49 (30) 847129-102 [email protected] | www.theicct.org | @TheICCT © 2016 International Council on Clean Transportation TABLE OF CONTENTS Executive summary ...................................................................................................................II Abbreviations ........................................................................................................................... IV 1. Introduction ...........................................................................................................................1 1.1 Physical principles of the driving resistances ....................................................................... 2 1.2 Coastdown runs – differences between EU and U.S. ........................................................ 5 1.3 Sensitivities of driving resistance variations on CO2 emissions ..................................... 6 1.4 Vehicle segments ............................................................................................................................. 8 2. Evaluated data sets ..............................................................................................................9 2.1 ICCT internal database ................................................................................................................. -

Comparison of Transport Fuels
COMPARISON OF TRANSPORT FUELS FINAL REPORT (EV45A/2/F3C) to the AUSTRALIAN GREENHOUSE OFFICE on the Stage 2 study of Life-cycle Emissions Analysis of Alternative Fuels for Heavy Vehicles By Tom Beer1,2, Tim Grant3, Geoff Morgan4, Jack Lapszewicz5, Peter Anyon6, Jim Edwards7, Peter Nelson7, Harry Watson8 & David Williams7 1 CSIRO Atmospheric Research, Aspendale, Vic. 2 CSIRO Environmental Risk Network, Aspendale, Vic. 3 RMIT Centre for Design, Melbourne, Vic. 4 Southern Cross Institute of Health Research, Lismore, NSW 5 CSIRO Energy Technology, Lucas Heights, NSW 6 Parsons Australia Pty Ltd 7 CSIRO Energy Technology, North Ryde, NSW 8 University of Melbourne, Department of Mechanical and Manufacturing Engineering, Parkville, Vic. in association with and Parsons Australia Pty Ltd Southern Cross Institute of Health Research Contact Dr Tom Beer Co-ordinator CSIRO Environmental Risk Network Private Bag 1 Aspendale, Vic. 3195 Australia Phone: (03) 9239 4400 Fax: (03) 9239 4444 International: + 613 9239 4400 Fax +613 9239 4444 e-mail: [email protected] EV45A_2P0_F3C_Part0 ii Table of Contents Acronyms..................................................................................................................................ix Glossary of Terms ....................................................................................................................xii Executive Summary..................................................................................................................xv Part 1 1. Background.....................................................................................................................1 -
From Porsche Club of America--Golden Gate Region Date: December 4, 2007 2:39:13 PM PST To: [email protected] Reply-To: [email protected]
From: John Celona <[email protected]> Subject: From Porsche Club of America--Golden Gate Region Date: December 4, 2007 2:39:13 PM PST To: [email protected] Reply-To: [email protected] Porsche Club of America Golden Gate Region December, 2007 - Vol 47, Number 12 In This Issue Dear Porsche Enthusiast, Place dé Leglise Welcome to The Nugget, the email newsletter of the Golden Letter from the Editor Gate Region, Porsche Club of America. Competition Corner If you have any trouble viewing Membership Report this email, you can click here to go to the archive of PDF Board of Directors versions of this newsletter. For AX #10 comments or feedback, click here to email the editor. The Power Chef Thanks for reading. 40 Years Ago in the Nugget Registration for DE #6 Year End GGR Banquet Zone 7 Awards Dinner Crab 34 European Porsche Parade 2008 LA Lit & Toy Show Porsche Web Cinema Porsche Hybrid History Quick Links Event Calendar Classified Ads Join PCA Now Nugget Archive More About Us Zone 7 web site PCA web site Great Links Place dé Leglise --by Claude Leglise, GGR President The State of GGR There are only two events left on the GGR calendar for this year. Driver's Ed at Laguna Seca on December 9 - there are still slots available and the weather is holding up very nicely - and the Friday Night Social on December 21. The club has enjoyed a good year in 2007, yet some challenges face us. Andrew Forrest and the entire Time Trial crew have done a terrific job modernizing and revitalizing the TT Series. -
ACRISS Car Classification System
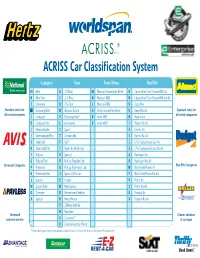
4WS 968 Car Industry Letter 6/12/06 09:15 Page 1 ACRISS Car Classification System Category Type Trans/Drive Fuel/Air M Mini B 2-3 Door M Manual Unspecified Drive R Unspecified Fuel/Power With Air N Mini Elite C 2/4 Door N Manual 4WD N Unspecified Fuel/Power Without Air E Economy D 4-5 Door C Manual AWD D Diesel Air Standard codes for H Economy Elite W Wagon/Estate A Auto Unspecified Drive Q Diesel No Air Standard codes for all rental companies all rental companies C Compact V PassengerVan* B Auto 4WD H Hybrid Air D Compact Elite L Limousine D Auto AWD I Hybrid No Air I Intermediate S Sport E Electric Air J Intermediate Elite T Convertible C Electric No Air S Standard F SUV* L LPG/Compressed Gas Air R Standard Elite J Open Air All Terrain S LPG/Compressed Gas No Air F Fullsize X Special A Hydrogen Air G Fullsize Elite P Pick up Regular Cab B Hydrogen No Air Increased Categories New Elite Categories P Premium Q Pick up Extended Cab M Multi Fuel/Power Air U Premium Elite Z Special Offer Car F Multi Fuel/Power No Air L Luxury E Coupe V Petrol Air W Luxury Elite M Monospace Z Petrol No Air O Oversize R Recreational Vehicle U Ethanol Air X Special H Motor Home X Ethanol No Air Y 2 Wheel Vehicle N Roadster Increased Greater selection customer service G Crossover* of car types K Commercial Van/Truck *These vehicle types require new booking codes which are listed in the chart on the back of this document.