Shop Price Survey
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Study and Characterization of EN AW 6181/6082-T6 and EN AC
metals Article Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison Giovanna Cornacchia * and Silvia Cecchel DIMI, Department of Industrial and Mechanical Engineering, University of Brescia, via Branze 38, 25123 Brescia, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-030-371-5827; Fax: +39-030-370-2448 Received: 18 February 2020; Accepted: 26 March 2020; Published: 27 March 2020 Abstract: The present research investigates the effects of different welding techniques, namely traditional metal inert gas (MIG), cold metal transfer (CMT), and fiber laser-MIG hybrid, on the microstructural and mechanical properties of joints between extruded EN AW 6181/6082-T6 and cast EN AC 42100-T6 aluminum alloys. These types of weld are very interesting for junctions of Al-alloys parts in the transportation field to promote the lightweight of a large scale chassis. The weld joints were characterized through various metallurgical methods including optical microscopy and hardness measurements to assess their microstructure and to individuate the nature of the intermetallics, their morphology, and distribution. The results allowed for the evaluation of the discrepancies between the welding technologies (MIG, CMT, fiber laser) on different aluminum alloys that represent an exhaustive range of possible joints of a frame. For this reason, both simple bar samples and real junctions of a prototype frame of a sports car were studied and, compared where possible. The study demonstrated the higher quality of innovative CMT and fiber laser-MIG hybrid welding than traditional MIG and the comparison between casting and extrusion techniques provide some inputs for future developments in the automotive field. -

Gun Bluing Other Metal Objects
STEEL LETTERS & FIGURES Stamp Your Own Combination Of Numbers & Specs In Softer Steels & Metals “FIRST STEP” BLUING KIT Hand cut and taper-ground for making “factory perfect” impressions on custom rifle barrels and Gun Bluing other metal objects. Made from the finest quality steel, selected for its proven ability to withstand hard use, then heat-treated to three distinct hardnesses. The character end is hardened to Rc 62 to prevent chipping. Hammer end is crowned and hardened to prevent mushrooming, and the center WHY GUN BLUING? is hardened to transmit the hammer blow. Each stamp is individually inspected and marked with index on thumb side so you’ll always know which way the character is facing. Sets of letters consist of 27 characters, including period. Sets of figures consist of nine characters No other activity or line of work in a gun shop or from 0 to 8, the 6 also being used for the 9. Packed in sturdy wooden box with lid. ab sporting goods store teaches the mechanics of a gun 1 3 SPECS: Steel Stamps stocked in /16" (1.6mm) and /32" (2.4mm) sizes. The characters are cut into the end better than bluing. To reblue a gun, you have to com- 1 3 METAL WORK METAL of a steel bar measuring /4" (6.4mm) square x 2 /8" (6cm) long. Purchase as sets or by the individual piece. pletely dismantle it piece-by-piece, and each of the hun- STK# 1/16" STK# 3/32" CHARACTER STK# 1/16" STK# 3/32" CHARACTER STK# 1/16" STK# 3/32" CHARACTER dreds of varieties of guns has its own peculiarities. -

Fire Protection of Steel Structures: Examples of Applications
Fire protection of steel structures: examples of applications Autor(en): Brozzetti, Jacques / Pettersson, Ove / Law, Margaret Objekttyp: Article Zeitschrift: IABSE proceedings = Mémoires AIPC = IVBH Abhandlungen Band (Jahr): 7 (1983) Heft P-61: Fire protection of steel structures: examples of applications PDF erstellt am: 06.10.2021 Persistenter Link: http://doi.org/10.5169/seals-37489 Nutzungsbedingungen Die ETH-Bibliothek ist Anbieterin der digitalisierten Zeitschriften. Sie besitzt keine Urheberrechte an den Inhalten der Zeitschriften. Die Rechte liegen in der Regel bei den Herausgebern. Die auf der Plattform e-periodica veröffentlichten Dokumente stehen für nicht-kommerzielle Zwecke in Lehre und Forschung sowie für die private Nutzung frei zur Verfügung. Einzelne Dateien oder Ausdrucke aus diesem Angebot können zusammen mit diesen Nutzungsbedingungen und den korrekten Herkunftsbezeichnungen weitergegeben werden. Das Veröffentlichen von Bildern in Print- und Online-Publikationen ist nur mit vorheriger Genehmigung der Rechteinhaber erlaubt. Die systematische Speicherung von Teilen des elektronischen Angebots auf anderen Servern bedarf ebenfalls des schriftlichen Einverständnisses der Rechteinhaber. Haftungsausschluss Alle Angaben erfolgen ohne Gewähr für Vollständigkeit oder Richtigkeit. Es wird keine Haftung übernommen für Schäden durch die Verwendung von Informationen aus diesem Online-Angebot oder durch das Fehlen von Informationen. Dies gilt auch für Inhalte Dritter, die über dieses Angebot zugänglich sind. Ein Dienst der ETH-Bibliothek ETH Zürich, Rämistrasse 101, 8092 Zürich, Schweiz, www.library.ethz.ch http://www.e-periodica.ch J% IABSE periodica 2/1983 IABSE PROCEEDINGS P-61/83 69 Fire Protection of Steel Structures — Examples of Applications Protection contre le feu des structures acier — Quelques exemples d'applications Brandschutz der Stahlkonstruktionen — Einige Anwendungsbeispiele Jacques BROZZETTI Margaret LAW Dir., Dep. -

WELD 1030 Pattern Development
PELLISSIPPI STATE COMMUNITY COLLEGE MASTER SYLLABUS PATTERN DEVELOPMENT WELD 1030 Class Hours: 2.0 Credit Hours: 2 Laboratory Hours: 2.0 Revised: Spring 2017 Catalog Course Description With an emphasis on the practical applications of pattern development, students construct basic forms using parallel line pattern development techniques. The course also introduces students to tools of the trade, geometric construction and bend allowance computations. Prerequisites NONE Corequisites MATH 1010 or MATH 1530 or MATH 1630 or MATH 1710 or MATH 1720 or MATH 1730 or MATH 1830 or MATH 1910 Textbook(s) and Other Course Materials Sheet Metal, Latest Edition, Leo A. Meyer, American Technical Publishers, Week/Unit/Topic Basis Week Topic 1. Introduction, Sheet Metal Working Tools and Machinery 2. Fasteners for Sheet Metal, Using Patterns and Cutting Metal 3. Punching, Drilling, and Riveting Folding Edges and Making Seams 4. Turning, Barring and Raising, Forming, Crimping, Beading and Grooving 5. Soldering 6. Drawing for Pattern Drafting 7. Making and Notching Simple Patterns 8. Parallel Line Development 9. Lab Projects 10. Review / Final Exam Welding Technology General Outcomes (Educational objectives) 1. Reach their full potential in the welding field. 2. Use the correct procedure in setting up equipment, and the skills used in welding. 3. Use Shielded Metal Arc Welding, Gas Metal Arc Welding, and Gas Tungsten Arc Welding machines in both pipe and plate welding. 4. Explain the physical characteristics of different metals 5. Develop the cognitive and physical skills necessary to pass certification tests. 6. Apply welding knowledge to effectively utilize problem solving skills as it relates to the operation of equipment in the industry. -

Bluing of Iron and Steel
e GWG : CAR U. S. DEPART MENT OF COMMERCE Letter VtII-2 NATIONAL BUREAU OF STANDARDS Circular WASHING-TON LC630 • February 19’Ul 1 , BLUING OF IRON AND STEEL CONTENTS // * I. Introduction II. Influence o,f surface conditions on the coloring 1. Surface finish 2. Cleanliness of the surface III. Temper-coloring or heat- tinting in air 1. Interference colors 2. Time -temperature relationship Influence of the size and shape of the articlf l Coloring by preheating IV. Coloring in molten salt baths 1. Time-temperature relationship 2. Composition of baths and operating conditions V. Coloring in aqueous solutions 1. Advantages and limitations 2 . C 1 e an i n g pr 0 c e dur 3. Formulas and operating conditions VI. Coloring by electrolytic methods 1. Types and controlling factors 2. Cathodic coloring 3. Anodic coloring 4-, Alternate anodic and cathodic coloring VII. Selected references BLUING- OF IRON AND STEEL I. INTRODUCTION The bluing of iron- or steel is the subject of f requent in- quiries, for replies to which this letter circular has been pre- pared. Many formulas and methods have been described in the technical literature. The results of a survey of these methods form the basis of this letter circular. Only the favorably re- ported methods for the d irect bluing have been included, and no tests were made with indTirect methods, such as those requiring the electroplating of the steel with another metal and the sub- sequent bluing of that metallic surface. Similarly this report does not include any study of coloring by painting, enameling, or other coating methods. -

General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -

Welding on the Farm: Selecting a Welding Unit for the Farm Or Ranch
Welding on the Farm: Selecting a Welding Unit for the Farm or Ranch Farms encounter a wide variety of welding repairs and projects – having the right welder depends on a lot of factors. Do you have to bring the welder to the work or can you take the work to the welder? Which process (MIG, Stick, or TIG) fits your needs? This article examines all these issues and more. The weather finally cleared, and Wisconsin dairy farmer Al Hoffmann has 385 acres of haylage to cut and store when the chopper blower band for the silo snaps in half. Part of the 3/16 in. steel band has worn paper thin and snapped, and on this Saturday, the nearest replacement band is two days away. Using a 200 amp Millermatic® wire welder, Al saves the band by tack welding it together and then welding on a back-up strip of steel. The repaired chopper blower moves more than 800 tons of haylage in the next few days... ...It's evening milking time. Al is half done with his 185 cows when a hinge breaks on the air gate in the milking parlor. Al resumes milking a few minutes later, after he repairs the gate with a portable Millermatic wire welder that runs off his 115 V household current. "This farm has a lot of old iron, but welders keep my machinery running," Al says. In addition to the two wire welders, Al also uses a 175 amp Stick (shielded metal arc) welder, primarily for hardfacing the bucket on his skid loader or repairing his manure spreader. -

Bifilm Inclusions in High Alloyed Cast Iron
materials Article Bifilm Inclusions in High Alloyed Cast Iron Marcin Stawarz * and Malwina Dojka Department of Foundry Engineering, Silesian University of Technology, 7 Towarowa Street, 44-100 Gliwice, Poland; [email protected] * Correspondence: [email protected]; Tel.: +48-32-338-5532 Abstract: Continuous improvement in the quality of castings is especially important since a cast without defects is a more competitive product due to its longer lifecycle and cheaper operation. Producing quality castings requires comprehensive knowledge of their production, crystallization process, and chemical composition. The crystallization of alloyed ductile iron (without the addition of magnesium) with oxide bifilm inclusions is discussed. These inclusions reduce the quality of the castings, but they are a catalyst for the growth of spheroidal graphite that crystallizes in their vicinity. The research was carried out for cast iron with a highly hyper-eutectic composition. Scanning electron microscopy and EDS analysis were used in the research. A detailed analysis of the chemical composition was also carried out based on the spectrometric method, weight method, etc. Based on the obtained results, a model of spheroidal graphite crystallization near bifilm inclusions was proposed. The surface of the analyzed graphite particles was smooth, which suggests a primary crystallization process. The phenomenon of simple graphite and bifilm segregation towards the heat center of the castings was also documented. Keywords: bifilms; spheroidal graphite; alloyed cast iron; crystallization Citation: Stawarz, M.; Dojka, M. Bifilm Inclusions in High Alloyed Cast Iron. Materials 2021, 14, 3067. 1. Introduction https://doi.org/10.3390/ Foundry engineering processes are prone to many issues during casting manufactur- ma14113067 ing that may influence the final casting quality. -
![Small Enterprise Manufacturing Support Programme [Semsp]](https://docslib.b-cdn.net/cover/9822/small-enterprise-manufacturing-support-programme-semsp-599822.webp)
Small Enterprise Manufacturing Support Programme [Semsp]
SMALL ENTERPRISE MANUFACTURING SUPPORT PROGRAMME [SEMSP] #BuyLocalBuyMadeInSA This scheme/fund is targeted at township and rural area-based entrepreneurs with a consideration for small-scale manufacturers located in cities. 1. PURPOSE a. To provide financial and business development support to small enterprises in the manufacturing industry sub-sectors b. To provide infrastructure to small enterprises in the manufacturing industry sub- sectors c. To provide market access opportunities to small enterprises (public and private sectors) d. To facilitate aggregate input costs for raw materials e. To prioritise manufacturing industry sub-sectors with good job creation potential, namely: furniture manufacturing metal and steel manufacturing chemical manufacturing agro-processing f. To contribute to the resuscitation of township and rural economies 2. SCOPE OF THE SEMSP a. The programme will be applicable to all the manufacturing industry sub-sectors, but will priorities furniture manufacturing, metal and steel manufacturing, petroleum & chemical manufacturing as well as food and beverages manufacturing (agro- processing). b. The programme will support the following categories of small enterprises that must be operating in townships and rural areas: c. Furniture manufacturers, including coffin makers. d. Manufacturers and suppliers of iron and steel products (steel erector, welder, boilermaker, pipefitter, millwright, blacksmith, gunsmith). e. Manufacturers of sanitizers, disinfectants, water, recycling, paints, oils, and related products. -

Punching Tools
TruServices Punching Tools Order easily – with the correct specifica- tions for the right tool. Have you thought of everything? Machine type Machine number Tool type Dimensions or drawings in a conventional CAD format (e.g. DXF) Sheet thickness Material Quantity Desired delivery date Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: www.trumpf.com/mytrumpf Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". TRUMPF Werkzeugmaschinen GmbH + Co. KG International Sales Punching Tools Hermann-Dreher-Strasse 20 70839 Gerlingen Germany E-mail: [email protected] Homepage: www.trumpf.com Content Order easily – with the correct specifica- General information tions for the right tool. TRUMPF System All-round Service Industry 4.0 MyTRUMPF 4 Have you thought of everything? Machine type Punching Machine number Classic System MultiTool Tool type Cluster tools MultiUse Dimensions or drawings in a conventional CAD format (e.g. DXF) 12 Sheet thickness Material Cutting Quantity Slitting tool Film slitting tool Desired delivery date MultiShear 44 Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Forming Countersink tool Thread forming tool Extrusion tool Cup tool 58 Marking Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: Center punch tool Marking tool Engraving tool Embossing tool www.trumpf.com/mytrumpf 100 Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". -
Boilermaker B2
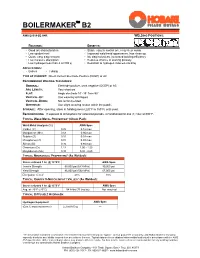
BOILERMAKER B2 AWS E8018-B2 H4R WELDING POSITIONS: FEATURES: BENEFITS: • Good arc characteristics • Stable easy to control arc, x-ray clear welds • Low spatter level • Improved weld bead appearance, less clean-up • Quick, easy slag removal • No slag inclusions, increased welding efficiency • Low moisture absorption • Reduces chance of starting porosity • Low hydrogen less than 4 ml/100 g • Resistant to hydrogen induced cracking APPLICATIONS: • Boilers • Tubing TYPE OF CURRENT: Direct Current Electrode Positive (DCEP) or AC RECOMMENDED WELDING TECHNIQUES: ENERAL Electrode positive, work negative (DCEP) or AC G : RC ENGTH Very short arc A L : LAT Angle electrode 10°-15° from 90° F : ERTICAL P Use weaving techniques V -U : ERTICAL OWN Not recommended V -D : OVERHEAD: Use slight weaving motion within the puddle STORAGE: After opening, store in holding oven (220°F to 350°F) until used. RECONDITIONING If exposed to atmosphere for extended periods, reconditioned for one (1) hour at 600°F. TYPICAL WELD METAL PROPERTIES* (Chem Pad): Weld Metal Analysis (%) AWS Spec Carbon (C) 0.05 0.12 max Manganese (Mn) 0.68 0.90 max Sulphur (S) 0.01 0.03 max Phosphorus (P) 0.01 0.03 max Silicon (Si) 0.36 0.80 max Chromium (Cr) 1.12 1.00 - 1.50 Molybdenum (Mo) 0.40 0.40 - 0.65 TYPICAL MECHANICAL PROPERTIES* (As Welded): Stress relieved 1 hr. @ 1275°F AWS Spec Tensile Strength 98,000 psi (673 MPa) 80,000 psi Yield Strength 86,000 psi (592 MPa) 67,000 psi Elongation % in 2” 23% 19% TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded): Stress relieved 1 hr. -

Gunsmithing Technology Tool List
GUNSMITHING TECHNOLOGY TOOL LIST RIFLESMITHING AND BARRELING AND CHAMBERING COURSES REQUIRE THE STUDENT TO PROVIDE A BOLT ACTION RIFLE THAT WILL BE REBARRELED AND CUSTOMIZED, 1 FIREARM CAN BE USED FOR BOTH CLASSES AS WELL AS ACCESSORIES INSTALLATION, 1 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SHOTGUNSMITHING REQUIRES THE STUDENT TO PROVIDE A SHOTGUN THAT WILL BE MODIFIED AND CUSTOMIZED, THE FIREARM CAN BE USED FOR ACCESSORIES INSTALLATION, 2 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SUPPLIERS This is not an exclusive list of suppliers, manufacturers, or part numbers, these are parts and vendors that we have relationships with. Also check online; Amazon, eBay, Google, and local second hand stores or pawn shops. Check for student discounts and compare products, part numbers subject to change at any time. Brownell’s 1-800-741-0085 www.brownells.com Jack First 1-605-343-9544 www.jack-first-gun-parts.myshopify.com MidwayUSA 1-800-243-3220 www.midwayusa.com MSC Industrial Direct 1-800-645-7270 www.mscdirect.com Oxygen Service Co 1-800-774-1336 www.oxygenservicecompany.com Wood Workers Supply 1-800-645-9292 www.woodworker.com Track of the Wolf 1-763-633-2500 www.trackofthewolf.com Fastenal 1-877-507-7555