Modeling and Analysis of an Excavator System
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
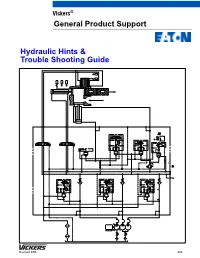
Hydraulic Hints & Trouble Shooting Guide
Vickers® General Product Support Hydraulic Hints & Trouble Shooting Guide Revised 8/96 694 General Hydraulic Hints . 3 Troubleshooting Guide & Maintenance Hints . 4 Chart 1 Excessive Noise . 5 Chart 2 Excessive Heat . 6 Chart 3 Incorrect Flow . 7 Chart 4 Incorrect Pressure . 8 Chart 5 Faulty Operation . 9 Quiet Hydraulics . 10 Contamination Control . 11 Hints on Maintenance of Hydraulic Fluid in the System. 13 Aeration . 14 Leakage Control . 15 Hydraulic Fluid and Temperature Recommendations for Industrial Machinery. 16 Hydraulic Fluid and Temperature Recommendations for Mobile Hydraulic Systems. 19 Oil Viscosity Recommendations . 20 Pump Test Procedure for Evaluation of Antiwear Fluids for Mobile Systems. 21 Oil Flow Velocity in Tubing . 23 Pipe Sizes and Pressure Ratings . 24 Preparation of Pipes, Tubes and Fittings Before Installation in a Hydraulic System. 25 ISO/ANSI Basic Symbols for Fluid Power Equipment and Systems. 26 Conversion Factors . 29 Hydraulic Formulas . 29 2 General Hydraulic Hints Good Assembly Pipes Tubing Do’s And Don’ts Practices Iron and steel pipes were the first kinds Don’t take heavy cuts on thin wall tubing of plumbing used to conduct fluid with a tubing cutter. Use light cuts to Most important – cleanliness. between system components. At prevent deformation of the tube end. If All openings in the reservoir should be present, pipe is the least expensive way the tube end is out or round, a greater to go when assembling a system. possibility of a poor connection exists. sealed after cleaning. Seamless steel pipe is recommended No grinding or welding operations for use in hydraulic systems with the Ream tubing only for removal of burrs. -
Basic Hydraulics and Components
Pub.ES-100-2 BASIC HYDRAULICSANDCOMPONENTS BASIC HYDRAULICS AND COMPONENTS OIL HYDRAULIC EQUIPMENT ■ Overseas Business Department Hamamatsucho Seiwa Bldg., 4-8, Shiba-Daimon 1-Chome, Minato-ku, Tokyo 105-0012 JAPAN TEL. +81-3-3432-2110 FAX. +81-3-3436-2344 Preface This book provides an introduction to hydraulics for those unfamiliar with hydraulic systems and components, such as new users, novice salespeople, and fresh recruits of hydraulics suppliers. To assist those people to learn hydraulics, this book offers the explanations in a simple way with illustrations, focusing on actual hydraulic applications. The first edition of the book was issued in 1986, and the last edition (Pub. JS-100-1A) was revised in 1995. In the ten years that have passed since then, this book has become partly out-of-date. As hydraulic technologies have advanced in recent years, SI units have become standard in the industrial world, and electro-hydraulic control systems and mechatronics equipment are commercially available. Considering these current circumstances, this book has been wholly revised to include SI units, modify descriptions, and change examples of hydraulic equipment. Conventional hydraulic devices are, however, still used in many hydraulic drive applications and are valuable in providing basic knowledge of hydraulics. Therefore, this edition follows the preceding edition in its general outline and key text. This book principally refers hydraulic products of Yuken Kogyo Co., Ltd. as example, but does mention some products of other companies, with their consent, for reference to equipment that should be understood. We acknowledge courtesy from those companies who have given us support for this textbook. -

Liquid Pumps
LP500D HII AIRAIR DRIVENDRIVEN LIQUID PUMPS Hydraulics International, Inc. CONTENTS ■ ■ How the Pump Works, Advantages of the HII Pumps, Performance Curves ............................................................8, 9, 10, 11 How to Select Air Driven Pumps .........................................................2 ■ Compressibility of Water ...................................................................11 ■ Typical Applications .............................................................................3 ■ Standard Modifications .....................................................................12 ■ Model Selection Table ..........................................................................4 ■ HII Power Units .................................................................................13 ■ Type of Materials in Contact with Fluid, Liquid Compatibility ■ Other HII Quality Products .................................................................14 and Operating Temperature Limits .....................................................5 ■ Hydraulics International, Inc. - Overview .........................................15 ■ Dimensional Data, Port Details .......................................................6, 7 HOW THE PUMP WORKS Hydraulics International, Inc. (HII) air driven liquid pumps operate when compressed air is first applied to the drive. It will start on the principle of differential working areas. An air piston drives cycling at its maximum speed thus producing maximum fluid a smaller diameter plunger or piston -

Electro-Hydraulic Servo System
Mechanical Engineering Department Mechatronics Engineering Program Bachelor Thesis Graduation Project Electro-Hydraulic Servo System Project Team Ashraf Issa Project Supervisor Eng. Hussein Amro Hebron- Palestine June, 2012 Palestine Polytechnic University Hebron-Palestine College of Engineering and Technology Department of Mechanical Engineering Electro-Hydraulic Servo System Project team Ashraf Issa According to the directions of the project supervisor and by the agreement of all examination committee members, this project is presented to the department of Mechanical Engineering at College of Engineering and Technology, for partial fulfillment Bachelor of engineering degree requirements. Supervisor Signature Supervisor Signature Committee Member Signature Department Head Signature II Abstract This project concerns of building an electro-hydraulic servo system model to be used in the industrial hydraulics lab to achieve the controlling of a hydraulic flow and pressure using a hydraulic servo valves, understanding the internal construction and the operational principles of servo hydraulic valves, understanding the mathematical model of a simple hydraulic system using hydraulic servo valve. The mathematical model for the built system was constructed and the simulation for linear mathematical model was done, and showed that the instability of the system and large steady state error. So indeed the system need an external controller to be designed. III Dedication To Our Beloved Palestine To my parents and family. To the souls that i love and can't see. To all my friends. To Palestine Polytechnic University. To all my teachers. May ALLAH Bless you. And for you i dedicate this project IV Acknowledgments I could not forget my family, who stood beside me, with their support, love and care for my whole life; they were with me with their bodies and souls, and helped me to accomplish this project. -

Energy Storage Techniques for Hydraulic Wind Power Systems
3rd International Conference on Renewable Energy Research and Applications Milwakuee, USA 19-22 Oct 2014 Energy Storage Techniques for Hydraulic Wind Power Systems Masoud Vaezi, Afshin Izadian, Senior Member, IEEE Energy Systems and Power Electronics Laboratory Purdue School of Engineering and Technology, IUPUI Indianapolis, IN, USA [email protected] Abstract__ Hydraulic wind power transfer systems allow transfer can be controlled by distributing the flow between the collecting of energy from multiple wind turbines into one hydraulic motors [12,13]. generation unit. They bring the advantage of eliminating the The new wind energy harvesting technique for hydraulic gearbox as a heavy and costly component. The hydraulically wind power systems should incorporate power generation connected wind turbines provide variety of energy storing equipment of individual towers in a central power generation capabilities to mitigate the intermittent nature of wind power. This paper presents an approach to make wind power become a unit. By introducing the new generation of wind turbines, more reliable source on both energy and capacity by using energy instead of utilizing the bulky electro-mechanical components, storage devices, and investigates methods for wind energy a hydraulic pump is accommodated is the wind tower. The electrical energy storage. The survey elaborates on three function of this hydraulic pump is to pressurize a fluid through different methods named “Battery-based Energy Storage”, a circuit which passes the hydraulic motor coupled with Pumped Storage Method, and “Compressed Air Energy Storage generator at ground level. This approach will provide several (CAES)”. benefits over the conventional systems such as increased life span, better reliability, and less maintenance requirement Keywords-Renewable Energy; Energy Storage; Wind Power systems; Hydraulic Transfer System. -

Hydraulic Systems Take Center Stage
Hydraulic systems Emerging technologies KEY CONCEPTS • Fluid power systems must become more effi cient to compete with or complement advancements in power electronics and internal combustion engines. • Simple measures such as choosing the correct fl uid have the most immediate promise for improving fl uid power system effi ciency. • More effi cient hydraulic power could be one of the primary solutions to global energy challenges. 30 • JANUARY 2011 TRIBOLOGY & LUBRICATION TECHNOLOGY WWW.STLE.ORG FEATURE ARTICLE Jean Van Rensselar / Contributing Editor take center stage make them a cost-effective, energy-conserving alternative to electronics. ydraulic equipment is amazing in its strength and to a long-overdue need for better fluid power technology. agility. Relatively compact, easy to service and sturdy, Paul Michael is a research chemist at the Milwaukee Hit produces a significant amount of power for its size. School of Engineering’s (MSOE) Fluid Power Institute. He Consider space shuttles. Capable of maintaining a con- has been formulating and testing hydraulic fluids for more sistent orbit for up to 17 days, they offer the perfect envi- than 30 years and is current Chairman of the National Fluid ronment for transformative experiments in a number of Power Association (NFPA) Fluids Committee. scientific disciplines. None of this would be possible with- “there are several reasons for the current focus on im- out hydraulics—especially the hydraulic components of the proving hydraulic system efficiency,” Michael said. “Energy solid rocket boosters. The NASA shuttle’s two solid rocket boosters, located on either side of the orange external propellant tank, are instru- mental during the first two minutes of powered flight, pro- GM’S LS2 Fluid Selection Standard viding about 83% of liftoff propulsion. -
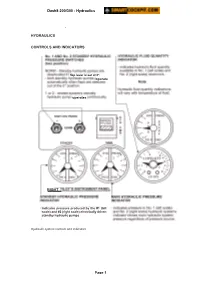
HYDRAULICS CONTROLS and INDICATORS RIGHT Dash8-200/300
Dash8-200/300 - Hydraulics HYDRAULICS CONTROLS AND INDICATORS flap lever is set at 0º. operate operates RIGHT indicates pressure produced by the #1 (left scale) and #2 (right scale) electrically driven standby hydraulic pumps Hydraulic system controls and indicators Page 1 Dash8-200/300 - Hydraulics oil pressure Hydraulic system controls and indicators Page 2 Dash8-200/300 - Hydraulics SYSTEM DESCRIPTION Hydraulic system Hydraulic power is provided by two main systems, designated number 1 and number 2. Each system operates independently with its own engine driven hydraulic pump, electrically operated stand-by pump and reservoir of synthetic hydraulic fluid. A power transfer unit (PTU), driven by the number 1 system, provides an additional source of hydraulic pressure to number 2 system to allow landing gear extension and retraction in the event of pressure loss from number 2 engine driven hydraulic pump. The PTU operates automatically in the event of number 2 engine failure and landing gear lever UP selection. Ground service connections are located in each nacelle for number 1 and number 2 system. A hand-operated system is provided for emergency extension of the main landing gear. Hydraulic quantity and pressure indicators for each system are located on the right pilot's instrument panel, as well as control switches for the standby electrical driven pumps and the PTU. Main hydraulic system The main hydraulic system is composed of number 1 and number 2 systems. An engine driven pump operates each system; the left engine drives number 1 and the right engine drives number 2. Each system operates independently of the other. -
Planning and Operating Hydraulic Power Units to Provide Greater Energy Efficiency Build It In
Energy Efficiency White Paper Planning and operating hydraulic power units to provide greater energy efficiency Build it in. Potential solution for reducing energy consumption and digitalization of data for smart power management Marco Bison, Manager Mechatronic Technologies White Paper WP040005EN Effective April 2016 Introduction Reducing energy consumption is a stated objective of the Euro- pean Union. In 2007, EU Member States agreed to cut primary energy consumption by 20 per cent by 2020. Increasing energy efficiency is an important aspect in supporting this effort. This measure not only reduces energy costs, but also helps achieve a higher level of supply security and protects the climate. Every consumer sector offers considerable potential for energy savings across Europe. Industry plays a key role in this. For instance, in Germany almost 30 per cent of total final energy consumption is accounted for by the manufacturing sector1. The initiatives launched by the EU in this area also include the Ecodesign Direc- tive 2009/125/EC, which stipulates the ecodesign requirements for energy-related products. However, the motivation for companies to improve the energy ef- ficiency of their production processes should not only be driven by the need to fulfill political objectives. This is because increasing en- ergy efficiency also produces tangible cost reductions, while also boosting competitiveness and making an important contribution to protecting the environment. Using a hydraulically powered machine as an example, this white- paper will highlight how, by combining the right components, its energy efficiency can be significantly increased. Depending on the application, energy savings of up to 70 per cent can be achieved, which creates value and rapid return on investment (ROI) for the end user. -
Instruction Manual
INSTRUCTION MANUAL HYDRAULIC MOTOR DRIVEN CENTRIFUGAL PUMPS STANDARD WARRANTY Ace pumps and valves are guaranteed against defects in material and workmanship for a period of one year from date of installation. Products or parts found to be defective upon inspection at the factory will be repaired or replaced at our discretion. Ace Pump Corporation shall not be held liable for damages caused by abuse or misuse of the product or parts. No claim for labor in repairing or replacing such products will be allowed nor will loss of time or inconvenience be considered warranty obligations. IMPORTANT: Pumps or valves returned for warranty consideration which are tested and found to perform within specifications are subject to an inspection charge. PLEASE NOTE EXCEPTIONS 1. All seals are covered against defects in materials or workmanship. Seal failures resulting from application related conditions are not covered. Most seal failures are due to application conditions such as: (1) abrasive solution scratching the polished seal faces; (2) chemical attack on elastomer or glue; (3) thermal shock from running pump dry or improper priming; (4) failure to flush chemical from pump after use. 2. Gasoline engines are covered by the engine manufacturer’s warranty. Engines submitted for warranty consideration should be returned to the nearest authorized engine repair station. DO NOT RETURN ENGINE TO ACE PUMP CORPORATION. If unable to locate nearest engine repair station, consult Ace for referral. 3. On Ace belt driven centrifugal pumps, belt alignment is not to be considered as covered by warranty. Misalignment can occur in transit and is easily corrected at point of installation. -

Experimental Characterization of Hydraulic System Sound
Michigan Technological University Digital Commons @ Michigan Tech Dissertations, Master's Theses and Master's Reports 2019 Experimental Characterization of Hydraulic System Sound Ben Kolb Michigan Technological University, [email protected] Copyright 2019 Ben Kolb Recommended Citation Kolb, Ben, "Experimental Characterization of Hydraulic System Sound", Open Access Master's Thesis, Michigan Technological University, 2019. https://doi.org/10.37099/mtu.dc.etdr/850 Follow this and additional works at: https://digitalcommons.mtu.edu/etdr Part of the Acoustics, Dynamics, and Controls Commons, and the Other Mechanical Engineering Commons EXPERIMENTAL CHARACTERIZATION OF HYDRAULIC SYSTEM SOUND By Ben S. Kolb A THESIS Submitted in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE In Mechanical Engineering MICHIGAN TECHNOLOGICAL UNIVERSITY 2019 © 2019 Ben S. Kolb This thesis has been approved in partial fulfillment of the requirements for the Degree of MASTER OF SCIENCE in Mechanical Engineering. Department of Mechanical Engineering-Engineering Mechanics Thesis Advisor: Andrew Barnard Committee Member: Jason Blough Committee Member: James DeClerck Department Chair: William W. Predebon Disclaimer The views and opinions expressed in this article are those of the author and do not necessarily reflect the policies, views or positions of Caterpillar Inc. or its affiliates. Assumptions and conclusions made within the analysis may not be reflective of the position of Caterpillar Inc. or any of its affiliates. Table of Contents -

Study of Energy Efficiency Characteristics of a Hydraulic
Paper ID #24018 Study of Energy Efficiency Characteristics of a Hydraulic System Compo- nent Dr. Alamgir A. Choudhury, Western Michigan University Alamgir A. Choudhury is an Associate Professor of Engineering Design, Manufacturing and Management Systems at Western Michigan University, Kalamazoo, Michigan. His MS and PhD are in mechanical en- gineering from NMSU (Las Cruces) and BS in mechanical engineering from BUET (Dhaka). His interest includes computer applications in curriculum, MCAE, mechanics, fluid power, and instrumentation & control. He is a Registered Professional Engineer in the State of Ohio and affiliated with ASME, ASEE, SME and TAP. Prajna Paramita, Western Michigan University Dr. Jorge Rodriguez P.E., Western Michigan University Faculty member in the Department of Engineering Design, Manufacturing, and Management Systems (EDMMS) at Western Michigan University’s (WMU). Co-Director of the Center for Integrated Design (CID), and currently the college representative to the President’s University-wide Sustainability Com- mittee at WMU. Received his Ph.D. in Mechanical Engineering-Design from University of Wisconsin- Madison and received an MBA from Rutgers University. His B.S. degree was in Mechanical and Electrical Engineering at Monterrey Tech (ITESM-Monterrey Campus). Teaches courses in CAD/CAE, Mechanical Design, Finite Element Method and Optimization. His interest are in the area of product development, topology optimization, additive manufacturing, sustainable design, and biomechanics. c American Society for Engineering Education, 2018 Study of energy efficiency characteristics of a hydraulic pump Introduction Over 80% of the energy used worldwide comes from finite nonrenewable sources, something that is supposed to increase significantly in coming years. According to the U.S. -

Air Driven Hydraulic Pumps, Gas Boosters, Power Units, Specialty Valves & Accessories
Air Driven Hydraulic Pumps, Gas Boosters, Power Units, Specialty Valves & Accessories L & LS SERIES TABLE OF CONTENTS Page SPRAGUE PRODUCTS AIR DRIVEN HYDRAULIC PUMPS FEATURES & BENEFITS ............................................................................... 3 HOW THE S-216-J AIR DRIVEN PUMP WORKS .......................................... 4 TYPICAL CIRCUITS ..................................................................................... 5 HOW TO ORDER PUMPS-MODEL PART NUMBER CODING ........................ 6 PUMP RATIO SELECTION CHART ............................................................... 7 S-216-J STANDARD HYDRAULIC PUMP ..................................................... 8 HYDRAULIC POWER UNITS ...................................................................... 10 HIGH PRESSURE HAND PUMP ................................................................. 11 NON-CONTAMINATING PUMPS ................................................................ 12 AIR DRIVEN, DOUBLE-ACTING HYDRAULIC PUMPS................................ 14 AIR DRIVEN, DOUBLE-ACTING HYDRAULIC POWER UNITS .................... 16 S-218-GJC PUMP ...................................................................................... 17 HOW SPRAGUE PRODUCTS GAS BOOSTERS WORK ............................... 19 GAS BOOSTER SELECTION ....................................................................... 21 GAS BOOSTERS ........................................................................................ 23 GAS BOOSTER POWER UNITS .................................................................