Improving Pumping System Performance: a Sourcebook for Industry Was Developed by the U.S
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

PUMP STATION MECHANIC I/II DEFINITION to Perform Semi-Skilled and Skilled Work in the Installation Maintenance and Repair Of
PUMP STATION MECHANIC I/II DEFINITION To perform semi-skilled and skilled work in the installation maintenance and repair of pumps, motors, chain drives, valves and related equipment; and to do related work as required. DISTINGUISHING CHARACTERISTICS Pump Mechanic I: This is the entry level class in the Pump Mechanic series. Positions in this class normally perform beginning level mechanical repair and maintenance work on a wide variety of wastewater and storm water lift station and equipment. Under this class, individuals employed at the entry level (Pump Mechanic I) may, based on the acquisition of higher skill levels through training and experience, become eligible for promotion to the Pump Mechanic II position. This promotion would be based on satisfactory demonstration of skills through examination or certification from an accepted organization, training institution, or school and demonstrated ability to perform high level maintenance and repairs on City pump stations. Particular skill areas of interest are installation and maintenance of telemetry systems, computerized pump control systems and pump preventative maintenance programs. Pump Mechanic II: This is the journey level class in the Pump Mechanic series. Positions assigned to this class are flexibly staffed and are expected to perform the most skilled repair and maintenance work and have a thorough knowledge of the operational characteristics, maintenance and repair methods and techniques and most typical system difficulties for the full range of equipment and operational systems in a lift station. All positions assigned to this class require the ability to work independently, exercising judgment and initiative. Pump Station Mechanics II may also be expected to assist in the oversite of less experienced personnel. -

High Pressure Pumps
HIGH PRESSURE PUMPS 120 INDUSTRIAL DR. SLIDELL, LOUISIANA 70460 USA P: 985.649.3000 | F: 985.649.4300 THOMASPUMP.COM HIGH PRESSURE PUMPS T-GTO / T-GTO XD / T-GEAR T-GTO / T-GTO XD / T-GEAR are high pressure pumps designed for critical applications, making them the most reliable high-pressure pumps in the marketplace. FIELDS OF APPLICATION T-GTO / T-GTO XD / T-GEAR • Sanitation Cleaning • Paper Mill Showering • Truck Cleaning Facilities • Brine Injection • Environmental Waste Disposal • Boiler Feed • Mill De-scaling • Oil and Gas DESIGN T-GTO series is a heavy duty oil lubricated Pitot tube T-GTO XD series has been developed for low flow, high pump designed for critical applications making it the most pressure applications. The Pitot tube design produces a reliable high-pressure pump in the marketplace. stable, pulsation free flow. The ability to operate with low minimum flow makes the pump suitable for a wide variety With a full range of capacities from 30-400 GPM (6-100 of applications, within its performance envelope. m3hr) and pressures reaching 1600-psi (110 bar) the T-GTO offers a variety of pump choices. A robust power frame, features that include only two basic working parts: T-GEAR series is a single-stage, parallel shaft speed 1) a rotating case and 2) a stationary pick-up tube, and a increaser. Heat dissipation is from a dynamically balanced mechanical seal that only seals against suction pressure, fan blowing across the finned gearbox casing. The design ensure pump reliability in the most demanding applications. is for horizontal installation only. -

Cyclic Hydraulic Actuation for Soft Robotic Devices
2016 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS) Daejeon Convention Center October 9-14, 2016, Daejeon, Korea Cyclic Hydraulic Actuation for Soft Robotic Devices Robert K Katzschmann, Austin de Maille, David L Dorhout, Daniela Rus Abstract— Undulating structures are one of the most diverse Soft Body and successful forms of locomotion in nature, both on ground Pressurized Liquid and in water. This paper presents a comparative study for actuation by undulation in water. We focus on actuating a 1DOF systems with several mechanisms. A hydraulic pump attached to a soft body allows for water movement between two inner Deflection cavities, ultimately leading to a flexing actuation in a side-to- side manner. The effectiveness of six different, self-contained designs based on centrifugal pump, flexible impeller pump, Cyclic Actuator external gear pump and rotating valves are compared. These hydraulic actuation systems combined with soft test bodies were De-Pressurized Liquid then measured at a lower and higher oscillation frequency. The deflection characteristics of the soft body, the acoustic noise of the pump and the overall efficiency of the system Fig. 1: Cyclic hydraulic actuation of a soft body through an are recorded. A brushless, centrifugal pump combined with a actuator producing undulating motions. novel rotating valve performed at both test frequencies as the most efficient pump, producing sufficiently large cyclic body deflections along with the least acoustic noise among all pumps tested. An external gear pump design produced the largest body and compact actuation with long endurance for soft fluidic deflection, but consumes an order of magnitude more power actuators [1]. -

Professional Wrestling, Sports Entertainment and the Liminal Experience in American Culture
PROFESSIONAL WRESTLING, SPORTS ENTERTAINMENT AND THE LIMINAL EXPERIENCE IN AMERICAN CULTURE By AARON D, FEIGENBAUM A DISSERTATION PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY UNIVERSITY OF FLORIDA 2000 Copyright 2000 by Aaron D. Feigenbaum ACKNOWLEDGMENTS There are many people who have helped me along the way, and I would like to express my appreciation to all of them. I would like to begin by thanking the members of my committee - Dr. Heather Gibson, Dr. Amitava Kumar, Dr. Norman Market, and Dr. Anthony Oliver-Smith - for all their help. I especially would like to thank my Chair, Dr. John Moore, for encouraging me to pursue my chosen field of study, guiding me in the right direction, and providing invaluable advice and encouragement. Others at the University of Florida who helped me in a variety of ways include Heather Hall, Jocelyn Shell, Jim Kunetz, and Farshid Safi. I would also like to thank Dr. Winnie Cooke and all my friends from the Teaching Center and Athletic Association for putting up with me the past few years. From the World Wrestling Federation, I would like to thank Vince McMahon, Jr., and Jim Byrne for taking the time to answer my questions and allowing me access to the World Wrestling Federation. A very special thanks goes out to Laura Bryson who provided so much help in many ways. I would like to thank Ed Garea and Paul MacArthur for answering my questions on both the history of professional wrestling and the current sports entertainment product. -

Customizing a Self-Healing Soft Pump for Robot
ARTICLE https://doi.org/10.1038/s41467-021-22391-x OPEN Customizing a self-healing soft pump for robot ✉ Wei Tang 1, Chao Zhang 1 , Yiding Zhong1, Pingan Zhu1,YuHu1, Zhongdong Jiao 1, Xiaofeng Wei1, ✉ Gang Lu1, Jinrong Wang 1, Yuwen Liang1, Yangqiao Lin 1, Wei Wang1, Huayong Yang1 & Jun Zou 1 Recent advances in soft materials enable robots to possess safer human-machine interaction ways and adaptive motions, yet there remain substantial challenges to develop universal driving power sources that can achieve performance trade-offs between actuation, speed, portability, and reliability in untethered applications. Here, we introduce a class of fully soft 1234567890():,; electronic pumps that utilize electrical energy to pump liquid through electrons and ions migration mechanism. Soft pumps combine good portability with excellent actuation per- formances. We develop special functional liquids that merge unique properties of electrically actuation and self-healing function, providing a direction for self-healing fluid power systems. Appearances and pumpabilities of soft pumps could be customized to meet personalized needs of diverse robots. Combined with a homemade miniature high-voltage power con- verter, two different soft pumps are implanted into robotic fish and vehicle to achieve their untethered motions, illustrating broad potential of soft pumps as universal power sources in untethered soft robotics. ✉ 1 State Key Laboratory of Fluid Power and Mechatronic Systems, Zhejiang University, Hangzhou, China. email: [email protected]; [email protected] NATURE COMMUNICATIONS | (2021) 12:2247 | https://doi.org/10.1038/s41467-021-22391-x | www.nature.com/naturecommunications 1 ARTICLE NATURE COMMUNICATIONS | https://doi.org/10.1038/s41467-021-22391-x nspired by biological systems, scientists and engineers are a robotic vehicle to achieve untethered and versatile motions Iincreasingly interested in developing soft robots1–4 capable of when the customized soft pumps are implanted into them. -
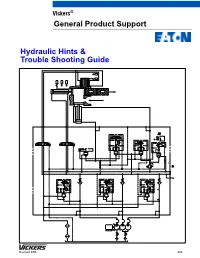
Hydraulic Hints & Trouble Shooting Guide
Vickers® General Product Support Hydraulic Hints & Trouble Shooting Guide Revised 8/96 694 General Hydraulic Hints . 3 Troubleshooting Guide & Maintenance Hints . 4 Chart 1 Excessive Noise . 5 Chart 2 Excessive Heat . 6 Chart 3 Incorrect Flow . 7 Chart 4 Incorrect Pressure . 8 Chart 5 Faulty Operation . 9 Quiet Hydraulics . 10 Contamination Control . 11 Hints on Maintenance of Hydraulic Fluid in the System. 13 Aeration . 14 Leakage Control . 15 Hydraulic Fluid and Temperature Recommendations for Industrial Machinery. 16 Hydraulic Fluid and Temperature Recommendations for Mobile Hydraulic Systems. 19 Oil Viscosity Recommendations . 20 Pump Test Procedure for Evaluation of Antiwear Fluids for Mobile Systems. 21 Oil Flow Velocity in Tubing . 23 Pipe Sizes and Pressure Ratings . 24 Preparation of Pipes, Tubes and Fittings Before Installation in a Hydraulic System. 25 ISO/ANSI Basic Symbols for Fluid Power Equipment and Systems. 26 Conversion Factors . 29 Hydraulic Formulas . 29 2 General Hydraulic Hints Good Assembly Pipes Tubing Do’s And Don’ts Practices Iron and steel pipes were the first kinds Don’t take heavy cuts on thin wall tubing of plumbing used to conduct fluid with a tubing cutter. Use light cuts to Most important – cleanliness. between system components. At prevent deformation of the tube end. If All openings in the reservoir should be present, pipe is the least expensive way the tube end is out or round, a greater to go when assembling a system. possibility of a poor connection exists. sealed after cleaning. Seamless steel pipe is recommended No grinding or welding operations for use in hydraulic systems with the Ream tubing only for removal of burrs. -

Hydrodynamics of Pumps, by Christopher Earls Brennen
Hydrodynamics of Pumps HYDRODYNAMICS OF PUMPS by Christopher Earls Brennen OPEN © Concepts NREC 1994 Also available as a bound book from Concepts NREC, White River Junction, VT Published in 1994 by Concepts NREC and Oxford University Press ISBN 0-933283-07-5 (Concepts NREC) ISBN 0-19-856442-2 (Oxford University Press) http://gwaihir.caltech.edu/brennen/pumps.htm4/28/2004 3:16:03 AM Contents - Hydrodynamics of Pumps HYDRODYNAMICS OF PUMPS by Christopher Earls Brennen © Concepts NREC 1994 Preface Nomenclature CHAPTER 1. INTRODUCTION 1.1 Subject 1.2 Cavitation 1.3 Unsteady Flows 1.4 Trends in Hydraulic Turbomachinery 1.5 Book Structure References CHAPTER 2. BASIC PRINCIPLES 2.1 Geometric Notation 2.2 Cascades 2.3 Flow Notation 2.4 Specific Speed 2.5 Pump Geometries 2.6 Energy Balance 2.7 Idealized Noncavitating Pump Performance 2.8 Several Specific Impellers and Pumps References TWO-DIMENSIONAL PERFORMANCE CHAPTER 3. ANALYSIS 3.1 Introduction 3.2 Linear Cascade Analyses 3.3 Deviation Angle http://gwaihir.caltech.edu/brennen/content.htm (1 of 5)4/28/2004 3:16:06 AM Contents - Hydrodynamics of Pumps 3.4 Viscous Effects in Linear Cascades 3.5 Radial Cascade Analyses 3.6 Viscous Effects in Radial Flows References CHAPTER 4. OTHER FLOW FEATURES 4.1 Introduction 4.2 Three-dimensional Flow Effects 4.3 Radial Equilibrium Solution: an Example 4.4 Discharge Flow Management 4.5 Prerotation 4.6 Other Secondary Flows References CHAPTER 5. CAVITATION PARAMETERS AND INCEPTION 5.1 Introduction 5.2 Cavitation Parameters 5.3 Cavitation Inception 5.4 Scaling of Cavitation Inception 5.5 Pump Performance 5.6 Types of Impeller Cavitation 5.7 Cavitation Inception Data References CHAPTER 6. -

Engine Systems, Inc., EMD Jacket Water Pump with Incorrect Impeller
0412612010 U.S. NuclearRegulatory Commission Operations Center Event Report Page I General Information or Other (PAR) Event# 45875 Rep Org: ENGINE SYSTEMS, INC. Notification Date / Time: 04/26/2010 17:15 (EDT) Supplier: ENGINE SYSTEMS, INC. Event Date / Time: 03/23/2010 (EDT) Last Modification: 04/26/2010 Region: 1 Docket #: City: ROCKY MOUNT Agreement State: Yes County: License #: State: NC NRC Notified by: PAUL STEPANTSCHENK Notifications: JOHN ROGGE R1DO HQ Ops Officer: BILL HUFFMAN DAVID AYRES R2DO Emergency Class: NON EMERGENCY DAVID HILLS R3DO 10 CFR Section: JEFF CLARK R4DO 21.21 UNSPECIFIED PARAGRAPH PART 21 COORDINATOR NRR EMD JACKET WATER PUMP WITH INCORRECT IMPELLER ORIENTATION The following is a summary of a report received from Engine Systems, Inc. via facsimile: "Engine Systems Inc. (ESI) began a 1OCFR21 evaluation on 03/23/10 following a corrective action request from Entergy - Grand Gulf. The request was written as the result of Grand Gulf having an EMD jacket water pump with an incorrect impeller. Specifically, the impeller installed in the pump was for rotation opposite of the pump housing. The evaluation was concluded on 04/26/10 and was determined to be a reportable defect as defined by 1OCFR21. "EMD diesel engines utilized for emergency diesel generator sets use two engine jacket water centrifugal pumps (one for each bank) to circulate fluid throughout the engine for cooling. Each pump is mounted on the front of the engine and rotates in the opposite direction of the engine crankshaft. For single engine generator set applications (i.e. left hand rotation engine, viewed from the rear of the engine), the pumps used on each bank contain identical components; the only difference is the position of the impeller housing in relation to the pump shaft housing. -

Waverley Softball Association Inc
Waverley Softball Association Inc. Annual Report Season 2019-20 Presented at the Annual General Meeting on Wednesday 23rd September 2020 (Online Zoom Meeting) Photo Credit - Chelsea Radin Our Mission: “To provide great Softball experiences at Waverley, that contribute to the success and growth of Softball in Victoria”. Waverley Softball Association Annual Report 2019-2020 Table of Contents 1. Waverley Executive Committee 2 2. Waverley Honour Roll 2 3. President’s Report 3 4. Financial Report 4 5. Umpiring Report 10 6. Clubs Reports 13 7. T-Ball Program 17 8. Sponsors 18 9. Membership Data 19 10 Awards 20 11. Grand Finals Results 22 12. Match Committee Report 23 13. Purple Day 23 14. Easter Carnival 24 15. Representative Players & Teams 24 16. Softball Victoria State Teams 28 17. School Sports Victoria Teams 31 18. Softball Victoria Awards 32 19. Other Teams 33 20. Presidents and Secretaries 35 Waverley is a Level 3 Good Sports Accredited Association Our Mission: “To provide great Softball experiences at Waverley, that contribute to the success and growth of Softball in Victoria”. Waverley Softball Association Annual Report 2019-2020 1. Waverley Executive Committee President: Heather Webb Vice President: Simon Ross (resigned Dec19) position left vacant Secretary: Jacquie Arnold Treasurer: Ashley Irvine and Leanne Thomas Registrar: Carolyn Di Paola 2. Waverley Honour Roll 2.1 Life Members The following people are Life Members of Waverley Softball Association, in recognition of their outstanding service to the Association and its members. -
Basic Hydraulics and Components
Pub.ES-100-2 BASIC HYDRAULICSANDCOMPONENTS BASIC HYDRAULICS AND COMPONENTS OIL HYDRAULIC EQUIPMENT ■ Overseas Business Department Hamamatsucho Seiwa Bldg., 4-8, Shiba-Daimon 1-Chome, Minato-ku, Tokyo 105-0012 JAPAN TEL. +81-3-3432-2110 FAX. +81-3-3436-2344 Preface This book provides an introduction to hydraulics for those unfamiliar with hydraulic systems and components, such as new users, novice salespeople, and fresh recruits of hydraulics suppliers. To assist those people to learn hydraulics, this book offers the explanations in a simple way with illustrations, focusing on actual hydraulic applications. The first edition of the book was issued in 1986, and the last edition (Pub. JS-100-1A) was revised in 1995. In the ten years that have passed since then, this book has become partly out-of-date. As hydraulic technologies have advanced in recent years, SI units have become standard in the industrial world, and electro-hydraulic control systems and mechatronics equipment are commercially available. Considering these current circumstances, this book has been wholly revised to include SI units, modify descriptions, and change examples of hydraulic equipment. Conventional hydraulic devices are, however, still used in many hydraulic drive applications and are valuable in providing basic knowledge of hydraulics. Therefore, this edition follows the preceding edition in its general outline and key text. This book principally refers hydraulic products of Yuken Kogyo Co., Ltd. as example, but does mention some products of other companies, with their consent, for reference to equipment that should be understood. We acknowledge courtesy from those companies who have given us support for this textbook. -

2995 $2995 $3995 $2999
Enjoy Maple Open House Weekend at Smith Maple Crest Farm Stafford SADD Chapter Smith Maple Crest Farm invites you to join them enters tractor trailer in on Saturday March 24 and Sunday March 25 for poster contest Maple Open House Weekend. Stafford Technical Center’s SADD The weekend will start on Saturday with a pancake Chapter, which is involved in Phase 2 of breakfast at the Shrewsbury Town Hall from 8:00 to a 3 part national contest on teen driving, 11:00 a.m. Smith Maple Crest Farm will be joined by has a tractor trailer as their entry into the the Cairo Mini Choppers for this event. Admission poster contest. The contest, which can is $8 for adults, $6 for children age 6 to 10 and free be found at ActOutLoud.org, and is run for children under 6 years old. Breakfast proceeds through National Organization for Youth will go to the Cairo Mini Choppers Unit. Safety, is designed to promote better teen Then on Saturday from 8:30 a.m. to 4:00 p.m. driving habits. The contest is open to any and on Sunday March 25 from 1:00 to 3:00 p.m. organization at any public, private, or visit Smith Maple Crest Farm to sample their parochial high school or middle school award winning syrup, sugar-on-snow and other in the United States, potentially involving refreshments. Retrace Robert Frost’s footsteps while tens of thousands of entrants. This year, enjoying the wonderful mountain views. Maple there appears to be about 400 groups products and the farm’s own beef will be available involved. -

British Bulldogs, Behind SIGNATURE MOVE: F5 Rolled Into One Mass of Humanity
MEMBERS: David Heath (formerly known as Gangrel) BRODUS THE BROOD Edge & Christian, Matt & Jeff Hardy B BRITISH CLAY In 1998, a mystical force appeared in World Wrestling B HT: 6’7” WT: 375 lbs. Entertainment. Led by the David Heath, known in FROM: Planet Funk WWE as Gangrel, Edge & Christian BULLDOGS SIGNATURE MOVE: What the Funk? often entered into WWE events rising from underground surrounded by a circle of ames. They 1960 MEMBERS: Davey Boy Smith, Dynamite Kid As the only living, breathing, rompin’, crept to the ring as their leader sipped blood from his - COMBINED WT: 471 lbs. FROM: England stompin’, Funkasaurus in captivity, chalice and spit it out at the crowd. They often Brodus Clay brings a dangerous participated in bizarre rituals, intimidating and combination of domination and funk -69 frightening the weak. 2010 TITLE HISTORY with him each time he enters the ring. WORLD TAG TEAM Defeated Brutus Beefcake & Greg With the beautiful Naomi and Cameron Opponents were viewed as enemies from another CHAMPIONS Valentine on April 7, 1986 dancing at the big man’s side, it’s nearly world and often victims to their bloodbaths, which impossible not to smile when Clay occurred when the lights in the arena went out and a ▲ ▲ Behind the perfect combination of speed and power, the British makes his way to the ring. red light appeared. When the light came back the Bulldogs became one of the most popular tag teams of their time. victim was laying in the ring covered in blood. In early Clay’s opponents, however, have very Originally competing in promotions throughout Canada and Japan, 1999, they joined Undertaker’s Ministry of Darkness.