Basic Hydraulics and Components
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

DEPARTMENT of ENGINEERING Course CE 41800 – Hydraulics
DEPARTMENT OF ENGINEERING Course CE 41800 – Hydraulics Engineering Type of Course Required for Civil Engineering Program Catalog Description Sources and distribution of water in urban environment, including surface reservoir requirements, utilization of groundwater, and distribution systems. Analysis of sewer systems and drainage courses for the disposal of both wastewater and storm water. Pumps and lift stations. Urban planning and storm drainage practice. Credits 3 Contact Hours 3 Prerequisite Courses CE 31800 Corequisite Courses None Prerequisites by Fluid Mechanics Topics Textbook Larry Mays, Water Resources Engineering, John Wiley Publishing Company, Current Edition. Course Objectives Students will understand and be able to apply fundamental concepts and techniques of hydraulics and hydrology in the analysis, design, and operation of water resources systems. Course Outcomes Students who successfully complete this course will be able to: 1. Become familiar with different water resources terminology like hydrology, ground water, hydraulics of pipelines and open channel. [a] 2. Understand and be able to use the energy and momentum equations. [a] 3. Analyze flow in closed pipes, and design and selection of pipes including sizes. [a, c, e] 4. Understand pumps classification and be able to develop a system curve used in pump selection. [a, c, e] 5. Design and select pumps (single or multiple) for different hydraulic applications. [a, c, e] Department Syllabus CE – 41800 Page | 1 6. Become familiar with open channel cross sections, hydrostatic pressure distribution and Manning’s law. [a] 7. Determine water surface profiles for gradually varied flow in open channels. [a, e] 8. Familiar with drainage systems and wastewater sources and flow rates. -

Intelligent Hydraulics in New Dimensions. Industrial Hydraulics from Rexroth You Have Our Full Support
Intelligent Hydraulics in New Dimensions. Industrial Hydraulics from Rexroth You Have Our Full Support. Our Dedication is to Your Success With its extensive product range and outstanding application expertise, Rexroth is the technological and market leader in industrial hydraulics. You benefit from the world’s broadest range of standard products, application-adapted products, and special cus- tomized solutions for industrial hydraulics. Teams operating worldwide engineer and deliver complete turnkey systems. Rexroth is the ideal partner for the development of highly efficient plant and machinery—from the initial contact through to commissioning and for the application’s entire life cycle. Extra quality is ensured by Rexroth’s internal quality standards that go beyond the ISO standards and extends our performance specifications consistently to the upper limits. It is precisely in international large-scale projects and research projects that the company’s financial strength forms a firm foun- dation. All over the world, Rexroth can provide you with skilled advice, support, and exceptional service—with its own distribution and service companies in 80 countries. Hydraulics 3 If You Expect Quality, You’re in Good Hands With Rexroth As the world’s leading supplier of industrial hydraulics, Rexroth occupies a prominent position with its parts, systems and specially adapted electronic components. With Rexroth, builders of machines and plant have access to products that consistently set new standards of perfor- mance and quality. Rexroth’s Industrial Hydraulics division located in Bethlehem, Pennsylvania designs and manufactures high-performance, high-productivity hydraulic power units, systems and com- ponents using world-class technologies. Rexroth supports applications in the machine tool and plastics processing machinery, metal forming, civil engineering, power genera- tion, test machinery and simulation, entertainment, presses, automotive, transportation, marine and offshore technology, and wood processing markets. -

Design of Hydraulic Structures 89, Albertson & Kia (Eds) © 1989 Balkema, Rotterdam
P AP-SEi5 PROCEEDINGS OF THE SECOND INTERNATIONAL SYMPOSIUM ON DESIGN OF HYDRAULIC STRUCTURES / FORT COLLINS, COLORADO / 26-29 JUNE 1989 Design of Hydraulic ructures 89 HYDRAULICS BRANCH St OFFICIAL FILE COPY Edited by MAURICE L.ALBERTSON Department of Civil Engineering, Colorado State University, Fort Collins, USA T RAHIM A.KIA Mahab G. Consulting Eng., Tehran, Iran resently: Department of Civil Engineering, Colorado State University, ort Collins, USA OFFPRINT (3— Bureau of Reclamation HYDRAULICS BRANCH RI WHEN BORROWED RETURN PROMPTLY A.A.BALKEMA / ROTTERDAM / BROOKFIELD / 1989 Design of Hydraulic Structures 89, Albertson & Kia (eds) © 1989 Balkema, Rotterdam. ISBN 90 6191 898 7 The role of hydraulic modeling in development of innovative spillway concepts Philip H.Burgi Bureau of Reclamation, Denver, Colo., USA ABSTRACT: The use of hydraulic models to develop and verify the intricate design of waterways to pass flood flows has been closely associated with the development of hydraulic structures over the past 50 years. Since the mid-30's, the Bureau of Reclamation has used laboratory models to develop spillways for large dams such as Hoover, Grand Coulee, Glen Canyon, Yellowtail, and Morrow Point Dams. Documented reports and generalized design criteria have been developed to summarize the results of these investigations. In recent years, Reclamation has developed various innovative spillway concepts which have resulted in cost effective designs for hydraulic structures. This paper will summarize recent laboratory investigations for labyrinth, stepped, and fuse plug spillway concepts as well as retrofit concepts using aerators on spillways and downstream slope protection systems for overtopping low-head embankments. INTRODUCTION Physical model studies are used to investigate the anticipated performance of hydraulic structures. -
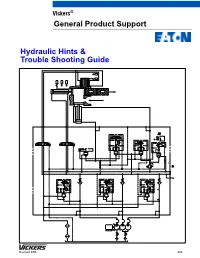
Hydraulic Hints & Trouble Shooting Guide
Vickers® General Product Support Hydraulic Hints & Trouble Shooting Guide Revised 8/96 694 General Hydraulic Hints . 3 Troubleshooting Guide & Maintenance Hints . 4 Chart 1 Excessive Noise . 5 Chart 2 Excessive Heat . 6 Chart 3 Incorrect Flow . 7 Chart 4 Incorrect Pressure . 8 Chart 5 Faulty Operation . 9 Quiet Hydraulics . 10 Contamination Control . 11 Hints on Maintenance of Hydraulic Fluid in the System. 13 Aeration . 14 Leakage Control . 15 Hydraulic Fluid and Temperature Recommendations for Industrial Machinery. 16 Hydraulic Fluid and Temperature Recommendations for Mobile Hydraulic Systems. 19 Oil Viscosity Recommendations . 20 Pump Test Procedure for Evaluation of Antiwear Fluids for Mobile Systems. 21 Oil Flow Velocity in Tubing . 23 Pipe Sizes and Pressure Ratings . 24 Preparation of Pipes, Tubes and Fittings Before Installation in a Hydraulic System. 25 ISO/ANSI Basic Symbols for Fluid Power Equipment and Systems. 26 Conversion Factors . 29 Hydraulic Formulas . 29 2 General Hydraulic Hints Good Assembly Pipes Tubing Do’s And Don’ts Practices Iron and steel pipes were the first kinds Don’t take heavy cuts on thin wall tubing of plumbing used to conduct fluid with a tubing cutter. Use light cuts to Most important – cleanliness. between system components. At prevent deformation of the tube end. If All openings in the reservoir should be present, pipe is the least expensive way the tube end is out or round, a greater to go when assembling a system. possibility of a poor connection exists. sealed after cleaning. Seamless steel pipe is recommended No grinding or welding operations for use in hydraulic systems with the Ream tubing only for removal of burrs. -

Hydraulics Manual Glossary G - 3
Glossary G - 1 GLOSSARY OF HIGHWAY-RELATED DRAINAGE TERMS (Reprinted from the 1999 edition of the American Association of State Highway and Transportation Officials Model Drainage Manual) G.1 Introduction This Glossary is divided into three parts: · Introduction, · Glossary, and · References. It is not intended that all the terms in this Glossary be rigorously accurate or complete. Realistically, this is impossible. Depending on the circumstance, a particular term may have several meanings; this can never change. The primary purpose of this Glossary is to define the terms found in the Highway Drainage Guidelines and Model Drainage Manual in a manner that makes them easier to interpret and understand. A lesser purpose is to provide a compendium of terms that will be useful for both the novice as well as the more experienced hydraulics engineer. This Glossary may also help those who are unfamiliar with highway drainage design to become more understanding and appreciative of this complex science as well as facilitate communication between the highway hydraulics engineer and others. Where readily available, the source of a definition has been referenced. For clarity or format purposes, cited definitions may have some additional verbiage contained in double brackets [ ]. Conversely, three “dots” (...) are used to indicate where some parts of a cited definition were eliminated. Also, as might be expected, different sources were found to use different hyphenation and terminology practices for the same words. Insignificant changes in this regard were made to some cited references and elsewhere to gain uniformity for the terms contained in this Glossary: as an example, “groundwater” vice “ground-water” or “ground water,” and “cross section area” vice “cross-sectional area.” Cited definitions were taken primarily from two sources: W.B. -

Rescue Rams Operating Instructions Rescue Tools
Operating Instructions Rescue Tools 84150/6106-85 GB Rescue Rams Issue 04.2006 replaces 09.2005 10 11 1 Control valve with star ring 1.1 12 2 Hose, black: Pressure 3 Hose, blue: Return 4 Quick-connect socket StMu 61 - 0 5 Quick-connect plug StNi 61 - D LZR 6 Hydraulic cylinder 7 Piston rod 12/550 PS 8 Claw, cylinder side 9 Claw, piston side 10 Peeling tip 11 Penetration tip 12 Counterpart for peeling 9 1 7 1.1 6 3 5 2 8 4 LZR 12/... LTR 6/570 LTR 3,5/820EN LZR 19/325 1 1 Basic operation and designated use of the machine 1.1 The machine has been built in accordance with state-of-the-art standards and the recognized safety rules. Nevertheless, its use may constitute a risk to life and limb of the user or of third parties, or cause damage to the machine and to other material property. 1.2 The machine must only be used in technically perfect condition in accordance with its designated use and the instructions set out in the operation manual, and only by safety-conscious persons who are fully aware of the risks involved in operating the machine. Any functional disorders, especially those affecting the safety of the machine/plant, should therefore be rectified immediately! 1.3 The machine is exclusively designed for the use described in the operating manual. Using the machine for purposes other than those mentioned in the manual, such as driving and controlling other pneumatic systems, is considered contrary to its designated use. -
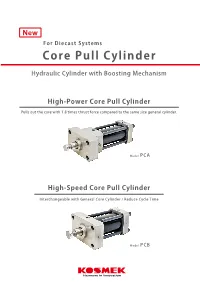
Core Pull Cylinder Secure and Safe Mold Clamping with Auto Clamps
Kosmek Products for Diecast Systems New For Diecast Systems KOSMEK Diecast Clamping Systems Core Pull Cylinder Secure and Safe Mold Clamping with Auto Clamps Allows for secure and safe mold clamping with a button operation outside the machine. Hydraulic Cylinder with Boosting Mechanism Model GK□ High-Power Core Pull Cylinder Ejector Coupler Pulls out the core with 1.8 times thrust force compared to the same size general cylinder. For Diecast Systems No Connecting Work Required One touch to connect ejector rods with button operation from outside the machine. Model PMC Model PCA High-Speed Core Pull Cylinder Interchangeable with General Core Cylinder / Reduce Cycle Time http://www.kosmek.com HEAD OFFICE 1-5, 2-Chome, Murotani, Nishi-ku, Kobe 651-2241 TEL.+81-78-991-5162 FAX.+81-78-991-8787 BRANCH OFFICE (U.S.A.) KOSMEK (U.S.A.) LTD. 650 Springer Drive, Lombard, IL 60148 USA TEL. +1-630-620-7650 FAX. +1-630-620-9015 MEXICO REPRESENTATIVE OFFICE KOSMEK USA Mexico Office Blvd Jurica la Campana 1040, B Colonia Punta Juriquilla Queretaro,QRO 76230 Mexico TEL.+52-442-161-2347 BRANCH OFFICE (EUROPE) KOSMEK EUROPE GmbH Schleppeplatz 2 9020 Klagenfurt am Wörthersee Austria TEL.+43-463-287587 FAX.+43-463-287587-20 BRANCH OFFICE (INDIA) KOSMEK LTD - INDIA F 203, Level-2, First Floor, Prestige Center Point, Cunningham Road, Bangalore -560052 India TEL.+91-9880561695 Model PCB THAILAND REPRESENTATIVE OFFICE 67 Soi 58, RAMA 9 Rd., Suanluang, Suanluang, Bangkok 10250 TEL. +66-2-300-5132 FAX. +66-2-300-5133 ● FOR FURTHER INFORMATION ON UNLISTED SPECIFICATIONS AND SIZES, PLEASE CALL US. -
Design, Manufacture and Simulate a Hydraulic Bending Press
Int. J. Mech. Eng. & Rob. Res. 2013 Manar Abd Elhakim Eltantawie, 2013 ISSN 2278 – 0149 www.ijmerr.com Vol. 2, No. 1, January 2013 © 2013 IJMERR. All Rights Reserved Research Paper DESIGN, MANUFACTURE AND SIMULATE A HYDRAULIC BENDING PRESS Manar Abd Elhakim Eltantawie1* *Corresponding Author: Manar Abd Elhakim Eltantawie, [email protected] A small hydraulic press for V-bending operation is designed, manufactured and modeled. The hydraulic bending press consists of hydraulic circuit, punch, die and PLC control unit. Automation studio and SimHydraulic in Matlab/Simulink library are used to model the hydraulic circuit. Using PLC program, the bending operation is controlled. The press had to be capable of withstanding 2 tons of force. The punch and dies are designed to be rigidly fixed and easily removable, changeable to any kind of forming operation with decreasing of spring back effect of the sheet metal. Keywords: Hydraulic circuit, Bending press, SimHydraulic, Spring-back, PLC INTRODUCTION Hydraulic bending press has many Bending is a metal forming process in which advantages over other type of press, (1) It a force is applied to a piece of sheet metal may cost less than an equivalent mechanical causing bending of it to an angle and forming press. (2) Its production rate is equal to the the desired shape. Bending is typically mechanical press in a small lot of production, performed on a machine called a press brake where hand feeding and single stroking which can be manually or automatically occur. (3) In addition, the die shut heights operated. A press brake contains an upper tool variation do not change the force applied. -

16-1 Attachment 3 Glossary of Terminology for Hydraulics & Scour
Memo to Designers 16-1A • December 2017 LRFD SupersedesSupersedes MemoMemo toto DesignersDesigners 1-231-23 DatedDated OctoberOctober 20032003 Attachment 3 Glossary Of Terminology For Hydraulics & Scour Definitions (refer to AASHTO LRFD-BDS-CA Section 2.2) Common terminology has been defined below for easy reference. Abutment Scour Abutment scour is essentially a form of scour at a short contraction. Accordingly, scour is closely influenced by flow distribution through the short contraction and by turbulence generated and dispersed in the form of eddies and vortices, by flow entering the short contraction. Aggradation General and progressive buildup (long term) of the longitudinal profile of a channel bed due to sediment deposition. Backwater The increase in water surface elevation relative to its elevation occurring under natural channel and floodplain conditions. It is induced by a bridge or other structure that obstructs or constricts the free flow of water that occurs in a channel. Bank Protection: Engineering works for the purpose of protecting streambanks from erosion. Base Flood Discharge associated with the 100-year flood recurrence interval. Base floodplain Floodplain associated with the flood with a 100-year occurrence interval. Bedrock The solid rock exposed at the surface of the earth or overlain by soils and unconsolidated material. Bridge Waterway The cross-sectional area of a bridge opening available for flow, as measured below a specified stage and normal to the principal direction of flow. Bulking Increasing the water discharge to account for high concentrations of sediment in the flow. Channel Profile A plot of the stream channel elevations relative to distance separating them along the length of the channel that generally can be assumed as a channel gradient. -

Hydraulics Heroes
Hydraulics Heroes An introduction to five influential scientists, mathematicians and engineers who paved the way for modern hydraulics: our hydraulics heroes. www.hydraulicsonline.com Hydraulics Online e-book series: Sharing our knowledge of all things hydraulic About Hydraulics Online Hydraulics Online is a leading, award-winning, ISO 9001 accredited provider of customer-centric fluid power solutions to 130 countries and 24 sectors worldwide. Highly committed employees and happy customers are the bedrock of our business. Our success is built on quality and technical know-how and the fact that we are 100% independent – we provide truly unbiased advice and the most optimal solutions for our customers. Every time. RITISH B T E R G U S A T T I Q R E U H A L Y I T Hydraulics Heroes We invite you to meet five of our hydraulics heroes: Hydraulics Online e-book series: Benedetto Castelli (c.1577 – 1642) Sharing our knowledge of all things hydraulic Blaise Pascal (1623 – 1662) Joseph Bramah (1748 – 1814) Jean Léonard Marie Poiseuille (1799 – 1869) William Armstrong (1810 – 1900) Hydraulics Online e-book: Hydraulics Heroes P. 3 www.hydraulicsonline.com Benedetto Castelli Benedetto Castelli (c.1577 – 1642) is celebrated for his work in astronomy and hydraulics. His most celebrated work is Della Misura delle Acque Correnti – On the Measurement of Running Water – which was published in 1629. In this work, Castelli established the continuity principle, which is still central to all modern hydraulics. A supporter and colleague of Galileo, Benedetto was born the eldest of seven children of a wealthy landowner. It is not known exactly when he was born, but it is thought to be 1577 or 1578. -

Things Worth Knowing About Hydraulic Cylinders
Things Worth Knowing about Hydraulic Cylinders This chapter is intended to provide support for the design and choice of hydraulic cylinders. It contains technical explanations and data, calculation formulae, practical information and references to the data sheets of the hydraulic cylinders in question. In the data sheets, you will find further technical information and data. 1. Basic questions 4. Hydraulic connector elements 1.1 How are hydraulic cylinders built? 4.1 Which tube fittings are used? 1.2 What is the difference between single-acting and 4.2 Which hydraulic tubes are used? double-acting cylinders? 4.3 What has to be taken into account in the choice and use of hydraulic hoses? 2. Calculations and more 2.1 How to calculate push and pull forces? 5. General data and instructions What is the relationship between push and pull forces? 5.1 How much oil leakage occurs with hydraulic cylinders? Are there losses of force? 5.2 How great are the dimensional tolerances, when there is 2.2 What is the necessary piston diameter? nothing listed on the data sheet? How big are the piston areas? What is the dimensional tolerance of the housings? 2.3 How much pressure is necessary to generate a specific 5.3 What must be taken into account for safety? force? 5.4 What support can I get for assembly, start-up, 2.4 What is the maximum operating pressure for a hydraulic maintenance and repairs ? system? 5.5 What do the graphic symbols in the hydraulic 2.5 What is the oil volume required for the piston stroke? circuit diagram mean? 2.6 How is the stroke time of a cylinder calculated? 2.7 How high is the piston speed? 6.