Planning and Operating Hydraulic Power Units to Provide Greater Energy Efficiency Build It In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hydraulic Motors Catalog
HYDRAULIC MOTORS CATALOG DESIGN MANUFACTURE INTEGRATE 1 877 382-2850 EAGLE-HYDRAULIC.COM 1 OEM HYDRAULIC CYLINDERS 2 STANDARD HYDRAULIC CYLINDERS HYDRAULIC POWER UNITS -AC 3 -DC HYDRAULIC COMPONENTS -Pumps 4 -Motors 5 SYSTEM INTEGRATION 6 NEW: NOVAPEAK TABLE OF CONTENTS EBMM 4 EBMP/ EBMPH/ EBMPW/ EOZ 12 EBMR/ EBMRS/ EBMRWN/ EBMR-BK01/ EOK 39 EBMH 65 EBMSY 75 EBMT/ EBMTE/ EBMTJ/ EBMTS 99 EBMV 123 EBMK2 134 EBMK6 152 EBME2 167 EBMJ 182 EBMER-2/ EBMER-3/ EBMER-4 187 EGM02 GEARMOTOR HIGH SPEED 214 SPEED SENSOR 216 VALVES (CROSSOVER RELIEF/ SWITCH/ OVERCENTER/ COUNTERBALANCE) 217 HYDRAULIC BRAKES EBK10 / EBK2 226 LIMITED WARRANTY 238 HYDRAULIC PRODUCT SAFETY 240 FLUID POWER FORMULAS 241 COMPARISON TABLE 244 EBMM SERIES EBMM series motor is a small volume, economical type, which is designed with shaft distribution flow, which adapts the Gerotor gear set design and provides a compact volume, high power and low weight. FEATURES • Advanced manufacturing devices for the Gerotor gear set, which provide small volume, high efficiency and long life. • Shaft seal can bear high pressure and can be used in parallel or in series. • Advanced construction design, high power and low weight. • Speed sensor available on request. • Internal construction: no bearing, no bushing EBMM - Flange F - Rear Port Max. Inlet Pressure Continuous PSI (bar) 2538 (175) EBMM8-50 Intermittent PSI (bar) 3263 (225) EBMM EBMM EBMM EBMM EBMM EBMM 8 12.5 20 32 40 50 Geometric displacement in3/rev (cm3/rev.) 0.5 (8.2) 0.79 (12.9) 1.21 (19.9) 1.93 (31.6) 2.43 (39.8) 3.07 (50.3) EBMM Continuous (rpm) 1950 1550 1000 630 500 400 Max. -
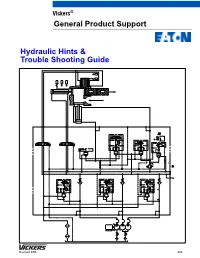
Hydraulic Hints & Trouble Shooting Guide
Vickers® General Product Support Hydraulic Hints & Trouble Shooting Guide Revised 8/96 694 General Hydraulic Hints . 3 Troubleshooting Guide & Maintenance Hints . 4 Chart 1 Excessive Noise . 5 Chart 2 Excessive Heat . 6 Chart 3 Incorrect Flow . 7 Chart 4 Incorrect Pressure . 8 Chart 5 Faulty Operation . 9 Quiet Hydraulics . 10 Contamination Control . 11 Hints on Maintenance of Hydraulic Fluid in the System. 13 Aeration . 14 Leakage Control . 15 Hydraulic Fluid and Temperature Recommendations for Industrial Machinery. 16 Hydraulic Fluid and Temperature Recommendations for Mobile Hydraulic Systems. 19 Oil Viscosity Recommendations . 20 Pump Test Procedure for Evaluation of Antiwear Fluids for Mobile Systems. 21 Oil Flow Velocity in Tubing . 23 Pipe Sizes and Pressure Ratings . 24 Preparation of Pipes, Tubes and Fittings Before Installation in a Hydraulic System. 25 ISO/ANSI Basic Symbols for Fluid Power Equipment and Systems. 26 Conversion Factors . 29 Hydraulic Formulas . 29 2 General Hydraulic Hints Good Assembly Pipes Tubing Do’s And Don’ts Practices Iron and steel pipes were the first kinds Don’t take heavy cuts on thin wall tubing of plumbing used to conduct fluid with a tubing cutter. Use light cuts to Most important – cleanliness. between system components. At prevent deformation of the tube end. If All openings in the reservoir should be present, pipe is the least expensive way the tube end is out or round, a greater to go when assembling a system. possibility of a poor connection exists. sealed after cleaning. Seamless steel pipe is recommended No grinding or welding operations for use in hydraulic systems with the Ream tubing only for removal of burrs. -
A Review of Biological Fluid Power Systems and Their Potential Bionic Applications
The University of Manchester Research A review of biological fluid power systems and their potential bionic applications DOI: 10.1007/s42235-019-0031-6 Document Version Accepted author manuscript Link to publication record in Manchester Research Explorer Citation for published version (APA): Liu, C., Wang, Y., Ren, L., & Ren, L. (2019). A review of biological fluid power systems and their potential bionic applications. Journal of Bionic Engineering. https://doi.org/10.1007/s42235-019-0031-6 Published in: Journal of Bionic Engineering Citing this paper Please note that where the full-text provided on Manchester Research Explorer is the Author Accepted Manuscript or Proof version this may differ from the final Published version. If citing, it is advised that you check and use the publisher's definitive version. General rights Copyright and moral rights for the publications made accessible in the Research Explorer are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. Takedown policy If you believe that this document breaches copyright please refer to the University of Manchester’s Takedown Procedures [http://man.ac.uk/04Y6Bo] or contact [email protected] providing relevant details, so we can investigate your claim. Download date:04. Oct. 2021 A review of biological fluid power systems and their potential bionic applications Chunbao Liu1,2, Yingjie Wang 1,2, Luquan Ren 2, Lei Ren2,3 1 School of Mechanical and Aerospace Engineering, Jilin University, Changchun 130022, China 2 Key Laboratory of Bionic Engineering, Ministry of Education, Jilin University, Changchun 130022, China 3 School of Mechanical, Aerospace and Civil Engineering, University of Manchester, Manchester M13 9PL, UK Abstract Nature has always inspired human achievements in industry, and biomimetics is increasingly being applied in fluid power technology. -

What Is Hydraulic and Pneumatic System
Module-01 : INTRODUCTION TO HYDRAULIC AND PNEUMATIC SYSTEMS Lecture-01 : What is Hydraulic and Pneumatic System: Fluid power systems use fluids to transmit power and motion. Both liquids and gases are called fluids. Hence both these types of fluids are used in fluid power technology. Under liquids mostly mineral oil with suitable additives are used instead of plain water - (which, however, is used also in some cases) and under gases usually atmospheric air is used after cleaning it suitably. However, synthetic fluids with additives and other gasses are also used for specific purposes, such as fire resistance or the fluid itself is the product- milk as an example. That is the state of art behind these two modern technologies of industrial oil-hydraulics and pneumatics. Fluid power technology actually has a long history behind it. From early days of civilization mankind could feel the existence of power in the water currents of rivers and streams, in ocean waves and in the flowing breeze and in the turbulent storms. Early men could even harness some of these natural sources of energy. Wind energy, for example, was utilized in sailing boats and water current to drive water wheels. Hydroelectric power generation still uses the same idea, of course now-a- days in a much more efficient way. Fluid power technology in its earliest forms mostly took advantage of the motion of fluids or scientifically speaking of its kinetic energy. But the present day oil hydraulics mostly depends on the pressure-energy of the fluids rather than its velocity and in some cases it is even called as hydrostatic transmission of power. -

Introduction to Hydraulic Actuators
Introduction to hydraulic actuators By - Kamalesh 16-11-2012 History and definition Inventor Joseph Bramah of England invented Hydraulic press and was issued a patent on this press in 1795. Pressurized hydraulic fluid used to transfer energy from flow and pressure to drive hydraulic machinery. 01 Principle of hydraulic system Pascal's law is the basis of hydraulic drive systems. 02 Basic hydraulic system Hydraulic jack 03 Hydraulic actuators 1. Hydraulic motors 2. Hydraulic cylinders 04 Hydraulic motors A hydraulic motor is a mechanical actuator that converts hydraulic pressure and flow into torque and angular displacement (rotation). 05 Hydraulic cylinders A Hydraulic cylinder (also called a linear hydraulic motor) is a mechanical actuator that is used to give a unidirectional force through a unidirectional stroke. Single acting vs. double acting 1. Single acting cylinders are economical and the simplest design. Hydraulic fluid enters through a port at one end of the cylinder, which extend the rod by means of area difference. An external force returns or gravity returns the piston rod. 2. Double acting cylinders have a port at each end, supplied with hydraulic fluid for both the retraction and extension. 06 Components of a hydraulic cylinder 1. Cylinder barrel 2. Cylinder base or cap 3. Cylinder head 4. Piston 5. Piston rod 6. Seal gland 7. Seals (nitrile rubber, Polyurethane or Fluorocarbon Viton) 07 Cylinder designs Telescopic cylinder These are multistage cylinders which can fit in the smaller dimensions of machine. Plunger cylinder An hydraulic cylinder without a piston or with a piston without seals is called a plunger cylinder. -
Basic Hydraulics and Components
Pub.ES-100-2 BASIC HYDRAULICSANDCOMPONENTS BASIC HYDRAULICS AND COMPONENTS OIL HYDRAULIC EQUIPMENT ■ Overseas Business Department Hamamatsucho Seiwa Bldg., 4-8, Shiba-Daimon 1-Chome, Minato-ku, Tokyo 105-0012 JAPAN TEL. +81-3-3432-2110 FAX. +81-3-3436-2344 Preface This book provides an introduction to hydraulics for those unfamiliar with hydraulic systems and components, such as new users, novice salespeople, and fresh recruits of hydraulics suppliers. To assist those people to learn hydraulics, this book offers the explanations in a simple way with illustrations, focusing on actual hydraulic applications. The first edition of the book was issued in 1986, and the last edition (Pub. JS-100-1A) was revised in 1995. In the ten years that have passed since then, this book has become partly out-of-date. As hydraulic technologies have advanced in recent years, SI units have become standard in the industrial world, and electro-hydraulic control systems and mechatronics equipment are commercially available. Considering these current circumstances, this book has been wholly revised to include SI units, modify descriptions, and change examples of hydraulic equipment. Conventional hydraulic devices are, however, still used in many hydraulic drive applications and are valuable in providing basic knowledge of hydraulics. Therefore, this edition follows the preceding edition in its general outline and key text. This book principally refers hydraulic products of Yuken Kogyo Co., Ltd. as example, but does mention some products of other companies, with their consent, for reference to equipment that should be understood. We acknowledge courtesy from those companies who have given us support for this textbook. -

Liquid Pumps
LP500D HII AIRAIR DRIVENDRIVEN LIQUID PUMPS Hydraulics International, Inc. CONTENTS ■ ■ How the Pump Works, Advantages of the HII Pumps, Performance Curves ............................................................8, 9, 10, 11 How to Select Air Driven Pumps .........................................................2 ■ Compressibility of Water ...................................................................11 ■ Typical Applications .............................................................................3 ■ Standard Modifications .....................................................................12 ■ Model Selection Table ..........................................................................4 ■ HII Power Units .................................................................................13 ■ Type of Materials in Contact with Fluid, Liquid Compatibility ■ Other HII Quality Products .................................................................14 and Operating Temperature Limits .....................................................5 ■ Hydraulics International, Inc. - Overview .........................................15 ■ Dimensional Data, Port Details .......................................................6, 7 HOW THE PUMP WORKS Hydraulics International, Inc. (HII) air driven liquid pumps operate when compressed air is first applied to the drive. It will start on the principle of differential working areas. An air piston drives cycling at its maximum speed thus producing maximum fluid a smaller diameter plunger or piston -

Electro-Hydraulic Servo System
Mechanical Engineering Department Mechatronics Engineering Program Bachelor Thesis Graduation Project Electro-Hydraulic Servo System Project Team Ashraf Issa Project Supervisor Eng. Hussein Amro Hebron- Palestine June, 2012 Palestine Polytechnic University Hebron-Palestine College of Engineering and Technology Department of Mechanical Engineering Electro-Hydraulic Servo System Project team Ashraf Issa According to the directions of the project supervisor and by the agreement of all examination committee members, this project is presented to the department of Mechanical Engineering at College of Engineering and Technology, for partial fulfillment Bachelor of engineering degree requirements. Supervisor Signature Supervisor Signature Committee Member Signature Department Head Signature II Abstract This project concerns of building an electro-hydraulic servo system model to be used in the industrial hydraulics lab to achieve the controlling of a hydraulic flow and pressure using a hydraulic servo valves, understanding the internal construction and the operational principles of servo hydraulic valves, understanding the mathematical model of a simple hydraulic system using hydraulic servo valve. The mathematical model for the built system was constructed and the simulation for linear mathematical model was done, and showed that the instability of the system and large steady state error. So indeed the system need an external controller to be designed. III Dedication To Our Beloved Palestine To my parents and family. To the souls that i love and can't see. To all my friends. To Palestine Polytechnic University. To all my teachers. May ALLAH Bless you. And for you i dedicate this project IV Acknowledgments I could not forget my family, who stood beside me, with their support, love and care for my whole life; they were with me with their bodies and souls, and helped me to accomplish this project. -

Energy Storage Techniques for Hydraulic Wind Power Systems
3rd International Conference on Renewable Energy Research and Applications Milwakuee, USA 19-22 Oct 2014 Energy Storage Techniques for Hydraulic Wind Power Systems Masoud Vaezi, Afshin Izadian, Senior Member, IEEE Energy Systems and Power Electronics Laboratory Purdue School of Engineering and Technology, IUPUI Indianapolis, IN, USA [email protected] Abstract__ Hydraulic wind power transfer systems allow transfer can be controlled by distributing the flow between the collecting of energy from multiple wind turbines into one hydraulic motors [12,13]. generation unit. They bring the advantage of eliminating the The new wind energy harvesting technique for hydraulic gearbox as a heavy and costly component. The hydraulically wind power systems should incorporate power generation connected wind turbines provide variety of energy storing equipment of individual towers in a central power generation capabilities to mitigate the intermittent nature of wind power. This paper presents an approach to make wind power become a unit. By introducing the new generation of wind turbines, more reliable source on both energy and capacity by using energy instead of utilizing the bulky electro-mechanical components, storage devices, and investigates methods for wind energy a hydraulic pump is accommodated is the wind tower. The electrical energy storage. The survey elaborates on three function of this hydraulic pump is to pressurize a fluid through different methods named “Battery-based Energy Storage”, a circuit which passes the hydraulic motor coupled with Pumped Storage Method, and “Compressed Air Energy Storage generator at ground level. This approach will provide several (CAES)”. benefits over the conventional systems such as increased life span, better reliability, and less maintenance requirement Keywords-Renewable Energy; Energy Storage; Wind Power systems; Hydraulic Transfer System. -

Hydraulic Systems Take Center Stage
Hydraulic systems Emerging technologies KEY CONCEPTS • Fluid power systems must become more effi cient to compete with or complement advancements in power electronics and internal combustion engines. • Simple measures such as choosing the correct fl uid have the most immediate promise for improving fl uid power system effi ciency. • More effi cient hydraulic power could be one of the primary solutions to global energy challenges. 30 • JANUARY 2011 TRIBOLOGY & LUBRICATION TECHNOLOGY WWW.STLE.ORG FEATURE ARTICLE Jean Van Rensselar / Contributing Editor take center stage make them a cost-effective, energy-conserving alternative to electronics. ydraulic equipment is amazing in its strength and to a long-overdue need for better fluid power technology. agility. Relatively compact, easy to service and sturdy, Paul Michael is a research chemist at the Milwaukee Hit produces a significant amount of power for its size. School of Engineering’s (MSOE) Fluid Power Institute. He Consider space shuttles. Capable of maintaining a con- has been formulating and testing hydraulic fluids for more sistent orbit for up to 17 days, they offer the perfect envi- than 30 years and is current Chairman of the National Fluid ronment for transformative experiments in a number of Power Association (NFPA) Fluids Committee. scientific disciplines. None of this would be possible with- “there are several reasons for the current focus on im- out hydraulics—especially the hydraulic components of the proving hydraulic system efficiency,” Michael said. “Energy solid rocket boosters. The NASA shuttle’s two solid rocket boosters, located on either side of the orange external propellant tank, are instru- mental during the first two minutes of powered flight, pro- GM’S LS2 Fluid Selection Standard viding about 83% of liftoff propulsion. -
HYDRAULICS CONTROLS and INDICATORS RIGHT Dash8-200/300
Dash8-200/300 - Hydraulics HYDRAULICS CONTROLS AND INDICATORS flap lever is set at 0º. operate operates RIGHT indicates pressure produced by the #1 (left scale) and #2 (right scale) electrically driven standby hydraulic pumps Hydraulic system controls and indicators Page 1 Dash8-200/300 - Hydraulics oil pressure Hydraulic system controls and indicators Page 2 Dash8-200/300 - Hydraulics SYSTEM DESCRIPTION Hydraulic system Hydraulic power is provided by two main systems, designated number 1 and number 2. Each system operates independently with its own engine driven hydraulic pump, electrically operated stand-by pump and reservoir of synthetic hydraulic fluid. A power transfer unit (PTU), driven by the number 1 system, provides an additional source of hydraulic pressure to number 2 system to allow landing gear extension and retraction in the event of pressure loss from number 2 engine driven hydraulic pump. The PTU operates automatically in the event of number 2 engine failure and landing gear lever UP selection. Ground service connections are located in each nacelle for number 1 and number 2 system. A hand-operated system is provided for emergency extension of the main landing gear. Hydraulic quantity and pressure indicators for each system are located on the right pilot's instrument panel, as well as control switches for the standby electrical driven pumps and the PTU. Main hydraulic system The main hydraulic system is composed of number 1 and number 2 systems. An engine driven pump operates each system; the left engine drives number 1 and the right engine drives number 2. Each system operates independently of the other. -
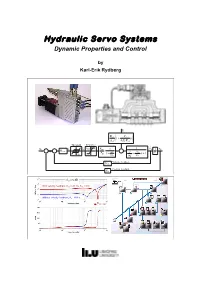
Hydraulic Servo Systems : Dynamic Properties and Control
Hydraulic Servo Systems Dynamic Properties and Control by Closed loop stiffness for a Karlposition-Erik servo Rydberg with velocity feedback s2 2 K h s 1 K s K K qi K 2 K vfv f sav A K FL vfv h vfv h p qi S Kvfv 1 K fv Ksav c X K V A p ce t p 2 1 s Ap 4eKce s s2 2 Steady state loop gain [1/s] 1 h s 1 2 2 Ap Kvv Kvfv h Kvfv h Kqi 1 Sc Kvv Kvfv Kvv Ksav K f K V Ap Kvfv ce 1 t s K K (without velocity feedback) K-E Rydberg 4eKce Feedbacks in Electro-Hydraulicvv v Servo Systems 7 For the same amplitude margin, Kv must have the same value in the system with and without velocity feedback. Velocity feedback increases the steady state stiffness with the factor Kvfv.FL K æ V ö ce ç1+ t s÷ Karl-Erik Rydberg, Linköping University, Sweden 2 ç 21 ÷ Ap è 4be K ce ø Threshold Saturation - . u i i imax Kqi 1 xp xp c K r v 1 1 + + sav s + s2 2d ei Ap 1+ + h s + 1 s - - n wv 2 w wh h Velocity feedback Kfv Position feedback Closed loop stiffness for a position servoK fwith velocityFigure 12: A feedbacklinear valve controlled position servo with velocity feedback Am = 6 dB If the bandwidth of the valve is relatively high and threshold and saturation is neglected With velocity feedback, K = 20 1/s, K = 9.0 the velocity feedbackvv will givevfv the effect on the hydraulic resonance frequency and damping as shown in Figure 13.