Understanding Truck Mounted Hydraulic Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mean Value Modelling of a Poppet Valve EGR-System
Mean value modelling of a poppet valve EGR-system Master’s thesis performed in Vehicular Systems by Claes Ericson Reg nr: LiTH-ISY-EX-3543-2004 14th June 2004 Mean value modelling of a poppet valve EGR-system Master’s thesis performed in Vehicular Systems, Dept. of Electrical Engineering at Linkopings¨ universitet by Claes Ericson Reg nr: LiTH-ISY-EX-3543-2004 Supervisor: Jesper Ritzen,´ M.Sc. Scania CV AB Mattias Nyberg, Ph.D. Scania CV AB Johan Wahlstrom,¨ M.Sc. Linkopings¨ universitet Examiner: Associate Professor Lars Eriksson Linkopings¨ universitet Linkoping,¨ 14th June 2004 Avdelning, Institution Datum Division, Department Date Vehicular Systems, Dept. of Electrical Engineering 14th June 2004 581 83 Linkoping¨ Sprak˚ Rapporttyp ISBN Language Report category — ¤ Svenska/Swedish ¤ Licentiatavhandling ISRN ¤ Engelska/English ££ ¤ Examensarbete LITH-ISY-EX-3543-2004 ¤ C-uppsats Serietitel och serienummer ISSN ¤ D-uppsats Title of series, numbering — ¤ ¤ Ovrig¨ rapport ¤ URL for¨ elektronisk version http://www.vehicular.isy.liu.se http://www.ep.liu.se/exjobb/isy/2004/3543/ Titel Medelvardesmodellering¨ av EGR-system med tallriksventil Title Mean value modelling of a poppet valve EGR-system Forfattare¨ Claes Ericson Author Sammanfattning Abstract Because of new emission and on board diagnostics legislations, heavy truck manufacturers are facing new challenges when it comes to improving the en- gines and the control software. Accurate and real time executable engine models are essential in this work. One successful way of lowering the NOx emissions is to use Exhaust Gas Recirculation (EGR). The objective of this thesis is to create a mean value model for Scania’s next generation EGR system consisting of a poppet valve and a two stage cooler. -

Bahrain 96.5FM Bahrain 99.5FM VOICE of AMERICA RADIO VOICE
Gulf Daily News Thursday, 1st April 2010 29 06.00 Monster Fish -Sawfish 07.00 Hunter Hunted 06.00 Idea Star Singer -Danger In The Delta Season 4 08.00 About Asia: Inside: The 07.00 Gulf Roundup Emperor’s Treasure 09.00 Perilous Journeys 07.30 Sancharam 06.00 Portugol 07.00 AFL Highlights 06.00 Mobil 1 The Grid 07.00 WWE Smackdown 08.00 06.00 -Roof of Africa 3 Malayalam Feature Champions Tour 06.30 Brazil League 08.00 06.30 ICC Cricket World 09.00 WWE Vintage 10.00 Film: Narendran Highlights The Cap Mobil 1 The Grid The Living Edens Highlights 07.00 Super 14 Collection -Thailand: Jewel Of Makan Jayakanthan Cana Championship 07.00 Premier League 08.30 NRL Premiership 07.00 09.00 Goals Goals Goals 10.00 FIM World Cup The Orient Vaka Mobil 1 The Grid 09.00 Premier League 10.30 Futbol Mundial 11.00 11.00 07.30 09.30 10.30 Ironman Interpol Investigates A Walk with Subaida NHL: Anaheim Ducks Classics 11.00 European Tour Weekly 11.15 Cinema Today at Colorado 09.30 Weber Cup Bowling 11.00 Bushido -Dangerous Company Premier League 10.00 PGA European Tour 12.00 Monkey Thieves -One 11.30 Chirikkum Thalika Avalanche Classics 12.00 Premier League World 12.00 WWE Smackdown 10.30 Highlights Bad Apple 7 12.00 Tharavishesham NASCAR Camping 10.00 Premier League 12.30 AFL Highlights 14.00 12.30 12.30 11.00 Super League LG Action Sport Hayden Turner’s Cinema Diary World Truck Series 12.00 Premier League 15.00 13.00 Kroger 250 14.00 13.30 Barclays Premier 13.00 UAE National Race Wildlife Chall -Mona Matinee Movie: Scottish Premier Futbol Mundial and Colobus -

117001 Tiertwo Cp6 14.Pdf
This is what it takes to be a PRO. Performance enhancing features like a heavy-duty air cleaner, forged-steel crankshaft, electronic ignition and cast-iron cylinder liner. KOHLER® Command PRO® is the standard for professional-grade power and performance. COURAGE XT COMMAND PRO® DEPENDABLE OPERATI COURAGE SINGLE ON • Quad-Clean ™ all-season four-stage cyclonic air filter – effective COURAGE TWINS engine protection for tough-and-dirty conditions. COURAGE XT • Protects from airborne contaminants that can easily clog COURAGE PRO TWINS COMMAND PRO® traditional air filters. LoNGER RUN TIMES COURAGE SINGLE • Large-capacity fuel tank means more time working, less time filling. COURAGE XT COURAGE TWINS • Electronic ignition and an advanced combustion system design help COMMAND PRO® reduce fuel consumption. COURAGE PRO TWINS COURAGE XT EASIER REPOWERING COURAGE SINGLE COMMAND PRO® • Power or repower your equipment without expensive modifications. COURAGE TWINS ALL-WEATHER P COURAGE SINGLE ERFORMANCE COURAGE PRO TWINS • Quad-Clean air filter reconfigures in seconds to recycle engine heat. COURAGE XT COURAGE TWINS • Command PRO starts effortlessly in all weather conditions, from COMMAND PRO® 0 to 110 degrees. COURAGE PRO TWINS BUILT TO LAST COURAGE SINGLE • Forged-steel crankshafts and tough Stellite ®-faced exhaust valves with COURAGE TWINS Tufftride ®-coated stems and cast-iron cylinder bores. • Oil Sentry ™ automatically shuts engine down in low-oil conditions. COURAGE PRO TWINS 6-HP HORIZONTAL-SHAFT ENGINES 6-HP HORIZONTAL-SHAFT ENGINES TOP VIEW -

Hydraulic Motors Catalog
HYDRAULIC MOTORS CATALOG DESIGN MANUFACTURE INTEGRATE 1 877 382-2850 EAGLE-HYDRAULIC.COM 1 OEM HYDRAULIC CYLINDERS 2 STANDARD HYDRAULIC CYLINDERS HYDRAULIC POWER UNITS -AC 3 -DC HYDRAULIC COMPONENTS -Pumps 4 -Motors 5 SYSTEM INTEGRATION 6 NEW: NOVAPEAK TABLE OF CONTENTS EBMM 4 EBMP/ EBMPH/ EBMPW/ EOZ 12 EBMR/ EBMRS/ EBMRWN/ EBMR-BK01/ EOK 39 EBMH 65 EBMSY 75 EBMT/ EBMTE/ EBMTJ/ EBMTS 99 EBMV 123 EBMK2 134 EBMK6 152 EBME2 167 EBMJ 182 EBMER-2/ EBMER-3/ EBMER-4 187 EGM02 GEARMOTOR HIGH SPEED 214 SPEED SENSOR 216 VALVES (CROSSOVER RELIEF/ SWITCH/ OVERCENTER/ COUNTERBALANCE) 217 HYDRAULIC BRAKES EBK10 / EBK2 226 LIMITED WARRANTY 238 HYDRAULIC PRODUCT SAFETY 240 FLUID POWER FORMULAS 241 COMPARISON TABLE 244 EBMM SERIES EBMM series motor is a small volume, economical type, which is designed with shaft distribution flow, which adapts the Gerotor gear set design and provides a compact volume, high power and low weight. FEATURES • Advanced manufacturing devices for the Gerotor gear set, which provide small volume, high efficiency and long life. • Shaft seal can bear high pressure and can be used in parallel or in series. • Advanced construction design, high power and low weight. • Speed sensor available on request. • Internal construction: no bearing, no bushing EBMM - Flange F - Rear Port Max. Inlet Pressure Continuous PSI (bar) 2538 (175) EBMM8-50 Intermittent PSI (bar) 3263 (225) EBMM EBMM EBMM EBMM EBMM EBMM 8 12.5 20 32 40 50 Geometric displacement in3/rev (cm3/rev.) 0.5 (8.2) 0.79 (12.9) 1.21 (19.9) 1.93 (31.6) 2.43 (39.8) 3.07 (50.3) EBMM Continuous (rpm) 1950 1550 1000 630 500 400 Max. -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

TV Listings FRIDAY, APRIL 14, 2017
TV listings FRIDAY, APRIL 14, 2017 16:40 High School Musical 2 06:15 Calimero 16:55 Surprise Surprise 18:40 Welcome To The Ronks 06:30 Loopdidoo 17:50 Come Date With Me Australia 18:50 Jessie 06:45 Henry Hugglemonster 18:45 Emmerdale 19:15 Tsum Tsum Shorts 07:00 My Friends Tigger & Pooh 19:45 Coronation Street 19:20 Backstage 07:25 Sofia The First 20:10 Guess This House 00:20 Street Outlaws 19:45 Austin & Ally 07:50 The Lion Guard 21:00 Itʼs Not Rocket Science 21:55 Surprise Surprise 01:10 What On Earth? 20:10 The Next Step 08:15 PJ Masks 06:00 Guardians Of The Galaxy 02:00 Treasure Quest: Snake Island 00:00 Binny And The Ghost 20:35 Cracke 08:40 Jake And The Never Land 22:50 Emmerdale 00:25 Hank Zipzer 06:25 Marvel Ultimate Spider-Man vs 23:15 Emmerdale 02:50 The Wheel: Survival Games 20:40 Best Friends Whenever Pirates The Sinister 6 03:40 Fast Nʼ Loud 00:45 The Hive 21:05 Girl Meets World 09:05 Goldie & Bear 23:40 Coronation Street 00:50 Sabrina Secrets Of A Teenage 06:50 Atomic Puppet 04:30 Storage Hunters 21:30 Thatʼs So Raven 09:30 Minnieʼs Bow-Toons 07:15 Gravity Falls 05:00 How Do They Do It? Witch 21:55 Star Darlings 09:35 The Lion Guard 01:40 Hank Zipzer 07:40 Supa Strikas 05:30 How Do They Do It? 22:00 Good Luck Charlie 10:00 Sofia The First 08:05 Two More Eggs 06:00 Worldʼs Top 5 02:05 Binny And The Ghost 22:25 Sabrina Secrets Of A Teenage 10:30 Doc McStuffins 02:55 Hank Zipzer 08:10 K.C. -
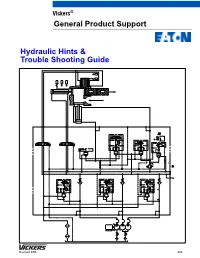
Hydraulic Hints & Trouble Shooting Guide
Vickers® General Product Support Hydraulic Hints & Trouble Shooting Guide Revised 8/96 694 General Hydraulic Hints . 3 Troubleshooting Guide & Maintenance Hints . 4 Chart 1 Excessive Noise . 5 Chart 2 Excessive Heat . 6 Chart 3 Incorrect Flow . 7 Chart 4 Incorrect Pressure . 8 Chart 5 Faulty Operation . 9 Quiet Hydraulics . 10 Contamination Control . 11 Hints on Maintenance of Hydraulic Fluid in the System. 13 Aeration . 14 Leakage Control . 15 Hydraulic Fluid and Temperature Recommendations for Industrial Machinery. 16 Hydraulic Fluid and Temperature Recommendations for Mobile Hydraulic Systems. 19 Oil Viscosity Recommendations . 20 Pump Test Procedure for Evaluation of Antiwear Fluids for Mobile Systems. 21 Oil Flow Velocity in Tubing . 23 Pipe Sizes and Pressure Ratings . 24 Preparation of Pipes, Tubes and Fittings Before Installation in a Hydraulic System. 25 ISO/ANSI Basic Symbols for Fluid Power Equipment and Systems. 26 Conversion Factors . 29 Hydraulic Formulas . 29 2 General Hydraulic Hints Good Assembly Pipes Tubing Do’s And Don’ts Practices Iron and steel pipes were the first kinds Don’t take heavy cuts on thin wall tubing of plumbing used to conduct fluid with a tubing cutter. Use light cuts to Most important – cleanliness. between system components. At prevent deformation of the tube end. If All openings in the reservoir should be present, pipe is the least expensive way the tube end is out or round, a greater to go when assembling a system. possibility of a poor connection exists. sealed after cleaning. Seamless steel pipe is recommended No grinding or welding operations for use in hydraulic systems with the Ream tubing only for removal of burrs. -

The Effects of Nuclear War
The Effects of Nuclear War May 1979 NTIS order #PB-296946 Library of Congress Catalog Card Number 79-600080 For sale by the Superintendent of Documents, U.S. Government Printing Office Washington, D C, 20402 — Foreword This assessment was made in response to a request from the Senate Committee on Foreign Relations to examine the effects of nuclear war on the populations and economies of the United States and the Soviet Union. It is intended, in the terms of the Committee’s request, to “put what have been abstract measures of strategic power into more comprehensible terms. ” The study examines the full range of effects that nuclear war would have on civilians: direct effects from blast and radiation; and indirect effects from economic, social, and politicai disruption. Particular attention is devoted to the ways in which the impact of a nuclear war would extend over time. Two of the study’s principal findings are that conditions would con- tinue to get worse for some time after a nuclear war ended, and that the ef- fects of nuclear war that cannot be calculated in advance are at least as im- portant as those which analysts attempt to quantify. This report provides essential background for a range of issues relating to strategic weapons and foreign policy. It translates what is generally known about the effects of nuclear weapons into the best available estimates about the impact on society if such weapons were used. It calls attention to the very wide range of impacts that nuclear weapons would have on a complex industrial society, and to the extent of uncertainty regarding these impacts. -
A Review of Biological Fluid Power Systems and Their Potential Bionic Applications
The University of Manchester Research A review of biological fluid power systems and their potential bionic applications DOI: 10.1007/s42235-019-0031-6 Document Version Accepted author manuscript Link to publication record in Manchester Research Explorer Citation for published version (APA): Liu, C., Wang, Y., Ren, L., & Ren, L. (2019). A review of biological fluid power systems and their potential bionic applications. Journal of Bionic Engineering. https://doi.org/10.1007/s42235-019-0031-6 Published in: Journal of Bionic Engineering Citing this paper Please note that where the full-text provided on Manchester Research Explorer is the Author Accepted Manuscript or Proof version this may differ from the final Published version. If citing, it is advised that you check and use the publisher's definitive version. General rights Copyright and moral rights for the publications made accessible in the Research Explorer are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. Takedown policy If you believe that this document breaches copyright please refer to the University of Manchester’s Takedown Procedures [http://man.ac.uk/04Y6Bo] or contact [email protected] providing relevant details, so we can investigate your claim. Download date:04. Oct. 2021 A review of biological fluid power systems and their potential bionic applications Chunbao Liu1,2, Yingjie Wang 1,2, Luquan Ren 2, Lei Ren2,3 1 School of Mechanical and Aerospace Engineering, Jilin University, Changchun 130022, China 2 Key Laboratory of Bionic Engineering, Ministry of Education, Jilin University, Changchun 130022, China 3 School of Mechanical, Aerospace and Civil Engineering, University of Manchester, Manchester M13 9PL, UK Abstract Nature has always inspired human achievements in industry, and biomimetics is increasingly being applied in fluid power technology. -

Rescue Rams Operating Instructions Rescue Tools
Operating Instructions Rescue Tools 84150/6106-85 GB Rescue Rams Issue 04.2006 replaces 09.2005 10 11 1 Control valve with star ring 1.1 12 2 Hose, black: Pressure 3 Hose, blue: Return 4 Quick-connect socket StMu 61 - 0 5 Quick-connect plug StNi 61 - D LZR 6 Hydraulic cylinder 7 Piston rod 12/550 PS 8 Claw, cylinder side 9 Claw, piston side 10 Peeling tip 11 Penetration tip 12 Counterpart for peeling 9 1 7 1.1 6 3 5 2 8 4 LZR 12/... LTR 6/570 LTR 3,5/820EN LZR 19/325 1 1 Basic operation and designated use of the machine 1.1 The machine has been built in accordance with state-of-the-art standards and the recognized safety rules. Nevertheless, its use may constitute a risk to life and limb of the user or of third parties, or cause damage to the machine and to other material property. 1.2 The machine must only be used in technically perfect condition in accordance with its designated use and the instructions set out in the operation manual, and only by safety-conscious persons who are fully aware of the risks involved in operating the machine. Any functional disorders, especially those affecting the safety of the machine/plant, should therefore be rectified immediately! 1.3 The machine is exclusively designed for the use described in the operating manual. Using the machine for purposes other than those mentioned in the manual, such as driving and controlling other pneumatic systems, is considered contrary to its designated use. -
MODULE 11: GLOSSARY and CONVERSIONS Cell Engines
Hydrogen Fuel MODULE 11: GLOSSARY AND CONVERSIONS Cell Engines CONTENTS 11.1 GLOSSARY.......................................................................................................... 11-1 11.2 MEASUREMENT SYSTEMS .................................................................................. 11-31 11.3 CONVERSION TABLE .......................................................................................... 11-33 Hydrogen Fuel Cell Engines and Related Technologies: Rev 0, December 2001 Hydrogen Fuel MODULE 11: GLOSSARY AND CONVERSIONS Cell Engines OBJECTIVES This module is for reference only. Hydrogen Fuel Cell Engines and Related Technologies: Rev 0, December 2001 PAGE 11-1 Hydrogen Fuel Cell Engines MODULE 11: GLOSSARY AND CONVERSIONS 11.1 Glossary This glossary covers words, phrases, and acronyms that are used with fuel cell engines and hydrogen fueled vehicles. Some words may have different meanings when used in other contexts. There are variations in the use of periods and capitalization for abbrevia- tions, acronyms and standard measures. The terms in this glossary are pre- sented without periods. ABNORMAL COMBUSTION – Combustion in which knock, pre-ignition, run- on or surface ignition occurs; combustion that does not proceed in the nor- mal way (where the flame front is initiated by the spark and proceeds throughout the combustion chamber smoothly and without detonation). ABSOLUTE PRESSURE – Pressure shown on the pressure gauge plus at- mospheric pressure (psia). At sea level atmospheric pressure is 14.7 psia. Use absolute pressure in compressor calculations and when using the ideal gas law. See also psi and psig. ABSOLUTE TEMPERATURE – Temperature scale with absolute zero as the zero of the scale. In standard, the absolute temperature is the temperature in ºF plus 460, or in metric it is the temperature in ºC plus 273. Absolute zero is referred to as Rankine or r, and in metric as Kelvin or K. -

What Is Hydraulic and Pneumatic System
Module-01 : INTRODUCTION TO HYDRAULIC AND PNEUMATIC SYSTEMS Lecture-01 : What is Hydraulic and Pneumatic System: Fluid power systems use fluids to transmit power and motion. Both liquids and gases are called fluids. Hence both these types of fluids are used in fluid power technology. Under liquids mostly mineral oil with suitable additives are used instead of plain water - (which, however, is used also in some cases) and under gases usually atmospheric air is used after cleaning it suitably. However, synthetic fluids with additives and other gasses are also used for specific purposes, such as fire resistance or the fluid itself is the product- milk as an example. That is the state of art behind these two modern technologies of industrial oil-hydraulics and pneumatics. Fluid power technology actually has a long history behind it. From early days of civilization mankind could feel the existence of power in the water currents of rivers and streams, in ocean waves and in the flowing breeze and in the turbulent storms. Early men could even harness some of these natural sources of energy. Wind energy, for example, was utilized in sailing boats and water current to drive water wheels. Hydroelectric power generation still uses the same idea, of course now-a- days in a much more efficient way. Fluid power technology in its earliest forms mostly took advantage of the motion of fluids or scientifically speaking of its kinetic energy. But the present day oil hydraulics mostly depends on the pressure-energy of the fluids rather than its velocity and in some cases it is even called as hydrostatic transmission of power.