Sharpen a Scraper... and Put It to Work Turn a Hook and Watch the Shavings fl Y by Andy Rae
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

OPTIMIZATION of BURNISHING PROCESS PARAMETERS on DIFFERENTLY HARDENED 20Mncr5 STEEL
OPTIMIZATION OF BURNISHING PROCESS PARAMETERS ON DIFFERENTLY HARDENED 20MnCr5 STEEL 1HIMANSHU KHANNA, 2HARISH PUNGOTRA, 3SANDEEP GANDOTRA 1M.TECH. STUDENT, BEANT COLLEGE OF ENGINEERING AND TECHNOLOGY GURDASPUR, PUNJAB 2ASSOCIATE PROFESSOR, DEPARTMENT OF MECHANICAL ENGINEERING, BEANT COLLEGE OF ENGINEERING & TECHNOLOGY, GURDASPUR - 143521, PUNJAB, INDIA 3ASSISTANT PROFESSOR, DEPARTMENT OF MECHANICAL ENGINEERING, BEANT COLLEGE OF ENGINEERING & TECHNOLOGY, GURDASPUR - 143521, PUNJAB, INDIA E-mail: [email protected], [email protected], [email protected] Abstract: Surface finish designates the geometry and microstructural superiority of the machined surface. Different operations such as grinding, lapping, honing, buffing, barrel rolling, polishing, super finishing, and burnishing are required to be performed to achieve the high surface finish. Amongst all, burnishing is a process where the hard roller or a ball tool is engaged to the workpiece to get the better surface finish. In the present study, using Taguchi approach preliminary plan is made for the experimentation then according to it a roller burnishing of the 20MnCr5 workpiece at different input conditions is performed. From the analysis, it is concluded that the hardness of the material is the main contributing factor for burnishing process. Keywords - Burnishing, Depth of penetration, Feed, Speed, Hardness, Surface roughness. I. INTRODUCTION Morimoto & Tamamura (1991) compared different types of ball burnishing tools and concluded that the For reliable performance and prolonged life of cemented carbide and silicon nitride ceramic ball-tool contemporary machinery, its components require not tool showed best results regarding surface roughness. only high geometrical and dimensional geometrical Hassan et al. (1996) compared machined and accuracy but also with low surface roughness. The burnished specimens of commercially pure surface roughness has a vital role in functional aluminium and brass material. -

Pad Foot Slipper Foot
PAD FOOT SLIPPER FOOT The most familiar foot of the To me, the slipper foot is the three, the pad foot has plenty most successful design for of variations. In the simplest the bottom of a cabriole leg, and most common version the especially when the arrises 3 rim of the foot is ⁄4 in. to 1 in. on the leg are retained and off the floor and its diameter gracefully end at the point is just under the size of the of the foot. There’s a blend leg blank. A competent 18th- of soft curves and defined century turner easily could edges that just works. This have produced it in less than particular foot design was 5 minutes, perhaps explaining taken from a Newport tea its prevalence. This is my table in the Pendleton House interpretation of a typical New collection at the Rhode Island England pad foot. School of Design Museum. 48 FINE WOODWORKING W270BR.indd 48 7/3/18 10:24 AM A step-by-step guide to creating three distinct period feet for the cabriole leg BY STEVE BROWN One Leg, Three Feet n the furniture making program at North Bennet Street School, students usually find inspiration for Itheir projects in books from our extensive library. They’ll find many examples of period pieces, but SLIPPER FOOT TRIFID FOOT they’ll also find more contemporary work. What they won’t find is any lack of possibilities. Sometimes limit- To me, the slipper foot is the The trifid foot is similar to the ing their options is the hard part. -
Power Edge Burnisher
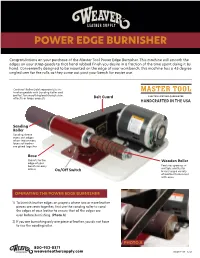
POWER EDGE BURNISHER Congratulations on your purchase of the Master Tool Power Edge Burnisher. This machine will smooth the edges on your strap goods to that hand rubbed finish you desire in a fraction of the time spent doing it by hand. Conveniently designed to be mounted on the edge of your workbench, this machine has a 45 degree angled arm for the rolls so they come out past your bench for easier use. Cordura® Roller (sold separately) is in- terchangeable with Sanding Roller and perfect for smoothing back/rough side LIMITED LIFETIME GUARANTEE of belts or larger projects Belt Guard HANDCRAFTED IN THE USA Sanding Roller Sanding sleeve evens out edges when two or more layers of leather are glued together Base Mounts to the Wooden Roller edge of your bench for easy Features grooves in access multiple widths for On/Off Switch burnishing a variety of leather thicknesses with ease OPERATING THE POWER EDGE BURNISHER 1) To burnish leather edges on projects where two or more leather pieces are sewn together, first use the sanding roller to sand the edges of your leather to ensure that all the edges are even before burnishing. (Photo A) 2) If you are burnishing only one piece of leather, you do not have to use the sanding roller. PHOTO A 800-932-8371 weaverleathersupply.com INSERT-137 6/21 OPERATING THE MACHINE 3) Next, apply Gum Tragacanth (item #50-2074) or Tokonole (50210-500-212) on the edges of your leather by using a wool dauber or a bottle with a small tip. -

Mirage 27” Propane Burnisher IMPORTANT MACHINE INFORMATION
Parts and Instruction Manual - Mirage 27” Propane Burnisher IMPORTANT MACHINE INFORMATION DATE OF PURCHASE: _________________________________________________________ PURCHASED FROM: __________________________________________________________ ADDRESS: __________________________________________________________________ CITY: ____________________________STATE:_____________________ZIP:____________ PHONE: __________________________ CONTACT: ________________________________ MACHINE MODEL #:___________________ SERIAL #:_______________________________ ENGINE MODEL #:_______________________ SERIAL #:_____________________________ OWNERS INFORMATION NAME: ___________________________BUSINESS NAME: __________________________ PHONE #:________________________EMAIL ADDRESS: ____________________________ Parts and Instruction Manual - Mirage 27” Propane Burnisher Page I INTRODUCTION Operators Manual Mirage 27” Propane Burnisher This book has important information for the use and safe operation of propane powered floor burnishers. Failure to read this book prior to operating or attempting any service or maintenance procedure to your Minuteman machine could result in injury to you or to other personnel. Damage to the machine or to other property could occur as well. You must have training in the operation of this machine before using it. If your operator(s) cannot read English please have this manual explained fully before attempting to operate this machine. Este libro contiene información importante para el uso correcto y seguro de gas propano máquinas abrillantadoras. -

Repivoting Arbors - Slip Fit & Loctite Method Also “The Polishing and Burnishing of Arbors”
Repivoting Arbors - Slip fit & Loctite Method Also “The Polishing and Burnishing of Arbors” Another of the more advanced clockmaking tasks is the repivoting of arbors to replace worn or broken pivots. As with many aspects of clockmaking, there are a couple of approaches to this task. Ultimately, the replacement pivot needs to be concentric and properly burnished and this article discusses the “slip fit & Loctite method” which is the approach I used to successfully pass that part of my AWCI Certified Clockmaker exam. SECTION I: Repivoting Arbors Step 1: Determine Original Dimensions: Measure pivot diameter, pivot length, arbor shoulder to shoulder. Goal is to replicate the original dimensions for the certification test. This is not as critical in real practice as one can re-bush the pivot hole. a. Use the Vernier calipers to measure the shoulder to shoulder dimension. b. Use the micrometer for pivot diameter c. Use 1/100th or 1/64th ruler for pivot length Step 2: Check Lathe for Truth: Place male centers in headstock and tailstock to check for alignment. If they are not perfectly aligned, Loosen headstock & tailstock, realign until the male centers are pointed directly at each other and then snug up the headstock & tailstock. Recheck the male centers and if aligned, remove the male centers. If not aligned, which can happen after snugging them up, repeat the aforementioned re-alignment process. Step 3: Check Wheel for Truth: Fit up wheel in lathe & check wheel, arbor and remaining pivot for truth. Oppose arbor and pivot against a male center in the tailstock and adjust them as necessary. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Antares, Inc. Fact Sheets Surface Engraving © 2011 - Antares, Inc
Antares, Inc. Fact Sheets Surface Engraving © 2011 - Antares, Inc. Section One - Burnishing Description Burnishing is a surface marking technique intended for coated metals - usually lacquered brass - where the coating is removed to expose the bare metal. It is a method of rotary engraving on metals that tends to bridge the gap between diamond drag (scratch engraving) and routing. The biggest advantage of burnishing is that it enables the engraver to produce wider line widths than are obtainable with a diamond graver with- out having to cut deeply into the metal. Burnishers can be used with single and multiple line fonts, and are excellent for producing detailed line and logo work on metal. Burnishing offers the ability to create enhanced effects on both lettering and graphics and is relatively simple process. Rotating Tools Non-Rotating Point Variable Tip Sizes Tip Only Cutting with Depth Surface Marking Only Application The most common application is on the brass plates on trophies and plaques. This “trophy brass” is a rela- tively hard material that yields excellent burnishing results. It is available in various gold tones with clear or colored lacquer coatings. When burnishing the gold material, the lacquer is removed exposing the bare metal. The burnished areas can then be oxidized or blackened resulting in a gold plate with contrasting black letters. (See “Color Filling Fact Sheet”). When burnishing the colored materials, the result is a colored plate with contrasting gold letters without the need for further treatment. Burnishing can also be done on materials other than brass. However, much of the success or failure de- pends on the hardness of the material. -

PLYWOOD MALLET.Pdf
PLYWOOD MALLET Slick method of making a mallet - never need to worry about the handle loosening. See my earlier post re ergonomic parameters, apparently you should determine the bevel angle on the striking face based on mallet handle length and the length of your arm from elbow to wrist. Who knew. With three layers of 3/4" plywood, it's 2-1/4" wide, maybe just add a 1/2" layer on each side if you need something a little beefier - or maybe build in a cavity and fill it with lead shot?. The handle winds up only 3/4" thick, thinking that maybe an additional 1/4" layer on either side would let you get a little more rounded profile to the grip area - easy enough to do though (maybe make patterns to use on the router table) and Baltic Birch plywood would be the way to go. Mallet Head Angle By swirt on March 30, 2011 at 6:30 am in techniques, tools I’ve seen this issue come up and get discussed on several forums. A joiners mallet is pretty simple to make, so it is a quick and satisfying shop project to get one constructed, but then the question arises, “what angle should be put on the head?” This is an important question with advice ranging from “we don’t need no stinking angle” to use the angle that allows it to sit flat on a bench. I discovered the answer to this question in a few old Timber Framing books. It makes sense that a Timber Framer would have the answer, as they do more chiseling than most woodworkers, and certainly heavier chiseling than all. -

Popular Woodworking Magazine November 2010 #186
1 Easy Trick Stops Sags in Your Finish Forever NOVEMBER 2010 ■ #186 Country Corner Cabinet Easier Ways to Do Tombstone Doors & Fancy Curves Miter Box Saws: Cheap, Accurate, A Cinch to Find Ticking Sticks: A Carpentry Trick To Fit Any Door How to Age Your Projects So They Don’t Look Fake US $5.99 11 Free Video Visit with the Builder of this Project: Visit popularwoodworking.com/nov 10 0 FnL1 04 0120 01 JUYrVyBQdWJsaWNhdGlvbnMsIEluYyAo 02 SW9sYSBkaXZpc2lvbikPR3JlZ29yeSBL 03 cnVlZ2VyAEu7AL4EMTAuNAI4MAExBVVQ Qy1BDDA3NDQ3MDAxMzU1NgA= 74470 01355 6 Display until November 29, 2010 popularwoodworking.com ~~c1_1011_PWM_Cover_US.inddc1_1011_PWM_Cover_US.indd C1C1 99/10/10/10/10 112:13:412:13:41 PPMM Meet a new company with a 64 year heritage. We’re new to the neighborhood. But not the industry. For more than 60 years, Canadian-based General Mfg. has been designing, producing and selling high quality, reliable woodworking machinery. Now we’ve opened our first American distribution center in Murfreesboro, TN. This new venture will allow us to better serve our American distributors and their customers. So you’ll enjoy faster, easier access to our extensive line of woodworking products. And know that whatever you build, your tools were built on a long, proud heritage of trust. For more information visit general.ca. www.general.ca General® International USA Inc., 760 Jessica St., Murfreesboro, TN 37130 For more information, go to PWFREEINFO.COM. ~~c2-03_1011_PWM_TOC.inddc2-03_1011_PWM_TOC.indd c2c2 99/8/10/8/10 33:37:58:37:58 PPMM CONTENTS NOVEMBER 2010 36 40 48 FEATURES 30 Hanging Corner 40 Cut, Glue & 48 Fit Doors with Cupboard Sand Veneer Ticking Sticks Graceful curves and a clever tombstone-panel Simple and inexpensive tools are the core of a This traditional trick used by carpenters can door add a stylish challenge to this 18th- successful veneering job. -

Roberson Etching Plates Roberson Etching
Roberson Etching Plates Roberson Etching Presses Size MOQ ExVat IncVat Size ExVat IncVat Roberson Zinc Jet Plate – 1.0 mm Discount Code B Studio Etching Press with Stand. No Gear. Discount Code NET Pre-backed plate, polished on one side. Stop out varnish not Type of Print: All intaglio/etching engraving and woodcuts. All required. Thickness: 1.0 mm relief, linocuts and collographs. Made to order. CR96050 50 x 50 mm 1 6.08 7.30 T52100B Bed size: 52 x 100 cm 1,850.00 2,220.00 CR96100 100 x 100 mm 1 7.67 9.20 Rollers Diameter 110 mm CR96150 150 x 100 mm 1 10.67 12.80 Weight 89 kg CR96200 200 x 150 mm 1 18.50 22.20 £50 delivery within UK mainland CR96250 250 x 200 mm 1 28.92 34.70 CR96300 300 x 250 mm 1 41.08 49.30 CR96400 400 x 300 mm 1 64.00 76.80 CR96450 450 x 300 mm 1 72.17 86.60 CR96500 500 x 400 mm 1 100.67 120.80 CR96000 1000 x 500 mm 1 242.58 291.10 Roberson Polished Copper – 1.0 mm Discount Code B Protected mirror finish. Thickness: 1.0 mm CR97050 50 x 50 mm 1 3.08 3.70 CR97100 100 x 100 mm 1 5.17 6.20 CR97150 150 x 100 mm 1 6.92 8.30 CR97200 200 x 150 mm 1 11.00 13.20 CR97250 250 x 200 mm 1 16.25 19.50 CR97300 300 x 200 mm 1 18.58 22.30 CR97305 300 x 250 mm 1 22.92 27.50 CR97450 450 x 300 mm 1 38.67 46.40 CR97500 500 x 400 mm 1 54.67 65.60 CR97600 600 x 450 mm 1 71.67 86.00 CR97000 1200 x 600 mm 1 171.00 205.20 Discount Code NET Professional Studio Press with Stand. -

Knowledge Standards
PRECISION EXAMS Cabinetmaking EXAM INFORMATION DESCRIPTION Exam Number The third instructional course in a sequence of courses 524 that prepares individuals to apply technical knowledge Items and skills, set up and operate industrial woodworking 72 machinery, and use such machinery to design and Points fabricate custom cabinets and architectural millwork. It 74 stresses the safe use of trade hand and power tools and Prerequisites machinery used in the production of millwork items. WOODWORKING Cabinets, such as kitchen and vanities are constructed, Recommended Course Length finished, and installed as part of this program. ONE SEMESTER National Career Cluster ARCHITECTURE & CONSTRUCTION EXAM BLUEPRINT MANUFACTURING STANDARD PERCENTAGE OF EXAM Performance Standards 1- Cabinetmaking, Manufacturing, Installation INCLUDED (OPTIONAL) & Theory 22% 2- Safety 42% Certificate Available 3- Joinery 27% YES 4- Automated Manufacturing Processes 7% 5- Professional Development 2% Cabinetmaking STANDARD 1 STUDENTS WILL UNDERSTAND CABINETMAKING, MANUFACTURING, INSTALLATION, AND THEORY. Objective 1 Understand the cabinetmaking industry. 1. Identify career opportunities in cabinetmaking/millwork manufacturing. 2. Identify career opportunities using career pathways in related millwork industries. 3. Describe the integration of cabinetmaking into construction schedules. Objective 2 Students will understand the design, planning and estimation process. 1. Identify principles of design as they apply to kitchen layout. 1. U-shape 2. Peninsula 3. Corridor 4. L-shape 5. Work triangle 2. Draw the necessary views of a selected project. 3. Create a material list for the selected project and determine the project cost. 4. Follow a procedure list for construction of a cabinet. 5. Extract pertinent cabinet information and specifications from a set of house plans. -

Advance PBU Burnisher Service Manual 04-2015
For cleaning machines, parts & supplies click/visit www.southeasternequipment.net PBU Propane Floor Burnisher 21 KACAT 27 KACAT Base Model Base Model 21 KACAT CLDC 27 KACAT CLDC Dust Control Model Dust Control Model Service Manual Model Numbers: 56384165 PBU 21KACAT 56384167 PBU 21KACATCLDC 56384166 PBU 27KACAT 56384168 PBU 27KACATCLDC English 04/15 Form No. 56043169 For cleaning machines, parts & supplies click/visit www.southeasternequipment.net Service Manual – PBU Propane Floor Burnisher Contents ii Contents General Information 4 General Machine Description 4 Service Manual Purpose and Application 4 Other Reference Manuals and Information Sources 4 Document Revision History 4 Safety Information 4 Symbols 4 General Safety Messages 5 Nameplate 6 Component Locations 6 Specifications 7 Maintenance Schedule 8 Burnishing System 9 Functional Description 9 Component Locations 9 Troubleshooting 10 Clutch Circuit Troubleshooting 10 Removal and Installation 11 Burnishing Pad Holder 11 Drive Belt 12 Burnishing Clutch 13 Clutch Switch 13 Engine System 14 Component Locations 14 Maintenance and Adjustments 15 Maintenance Specifications 15 Cooling Air Filter 15 Intake Air Filter 16 Oil and Filter Change 17 Spark Plug Change 18 Troubleshooting 19 Fuel System 24 Throttle Cable Position 24 Throttle High Idle Position 25 Carburetor Low Idle 25 Fuel Regulator/Fuel Mixture 26 Low Idle Mixture 27 High Idle (Full Load) Mixture 27 Intake Manifold 28 Exhaust System 29 Muffler/Exhaust Manifold 29 Ignition/Electrical System 30 Starter 30 Voltage Regulator 31