Antares, Inc. Fact Sheets Surface Engraving © 2011 - Antares, Inc
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

OPTIMIZATION of BURNISHING PROCESS PARAMETERS on DIFFERENTLY HARDENED 20Mncr5 STEEL
OPTIMIZATION OF BURNISHING PROCESS PARAMETERS ON DIFFERENTLY HARDENED 20MnCr5 STEEL 1HIMANSHU KHANNA, 2HARISH PUNGOTRA, 3SANDEEP GANDOTRA 1M.TECH. STUDENT, BEANT COLLEGE OF ENGINEERING AND TECHNOLOGY GURDASPUR, PUNJAB 2ASSOCIATE PROFESSOR, DEPARTMENT OF MECHANICAL ENGINEERING, BEANT COLLEGE OF ENGINEERING & TECHNOLOGY, GURDASPUR - 143521, PUNJAB, INDIA 3ASSISTANT PROFESSOR, DEPARTMENT OF MECHANICAL ENGINEERING, BEANT COLLEGE OF ENGINEERING & TECHNOLOGY, GURDASPUR - 143521, PUNJAB, INDIA E-mail: [email protected], [email protected], [email protected] Abstract: Surface finish designates the geometry and microstructural superiority of the machined surface. Different operations such as grinding, lapping, honing, buffing, barrel rolling, polishing, super finishing, and burnishing are required to be performed to achieve the high surface finish. Amongst all, burnishing is a process where the hard roller or a ball tool is engaged to the workpiece to get the better surface finish. In the present study, using Taguchi approach preliminary plan is made for the experimentation then according to it a roller burnishing of the 20MnCr5 workpiece at different input conditions is performed. From the analysis, it is concluded that the hardness of the material is the main contributing factor for burnishing process. Keywords - Burnishing, Depth of penetration, Feed, Speed, Hardness, Surface roughness. I. INTRODUCTION Morimoto & Tamamura (1991) compared different types of ball burnishing tools and concluded that the For reliable performance and prolonged life of cemented carbide and silicon nitride ceramic ball-tool contemporary machinery, its components require not tool showed best results regarding surface roughness. only high geometrical and dimensional geometrical Hassan et al. (1996) compared machined and accuracy but also with low surface roughness. The burnished specimens of commercially pure surface roughness has a vital role in functional aluminium and brass material. -
2018 Line Card
H.D. Chasen Company Inc. H. D. CHASEN TOOL GROUP INVENTORY SOLUTIONS LOGISTICS www.steelerectortools.com “OTHERS TALK... WE STOCK.” 2018 LINE CARD 40 Lake Street|Somerville, MA|02143 P|617.666.9090 www.hdchasen.com INDEX OF PRODUCTS INDEX OF PRODUCTS A B Abrasive Back Stand Idler Units Abrasives - Abrasive Mounted Points Back Support Systems Abrasives - Bristle Discs - Roloc / Cup Wheel Bags - Tool Bags Abrasives - Cartridge Rolls Balldriver Hex Screwdrivers Abrasives - Cloth Sanding Rolls Balldriver Insert Bits Abrasives - Coated Abrasives Balldriver L-Wrench / Sets Abrasives - Combiwheels Abrasive / Scotchbrite Balldriver Power Bits Abrasives - Diamond Lapping Film Discs Balldriver T-Handle - Sets & Singles Abrasives - Diamond Lapping Film Sheets Bandsaws - Electric Abrasives - Diamond Products Bars - Boring Abrasives - Disc Pad Holder Bars - Breaker 3/8,1/2,3/4 Drive Abrasives - Discs PSA Cloth / Paper, Resin Fibre Bars - Claw Bar 5' Abrasives - Discs Quick Change Bars - Connecting Bars Abrasives - Discs Resin Fibre Bars - Diamond Point 5' Abrasives - Discs Roloc A/O, Regalite Polycut Bars - Grizzly Bar Abrasives - Discs Velcro S/C, Gold Bars - Jimmy Bars Abrasives - Flap Wheels Bars - Offset Pinch Bars - 14" - 48" Abrasives - Lapping Film Discs Bars - Pinch Bars 13-1/2" - 48" Abrasives - Lapping Film Sheets Bars - Pinch Point Crow Bar / 3' - 5-1/2' Abrasives - Microfinishing Film Discs Bars - Pry Abrasives - Microfinishing Film Sheets Bars - San Angelo Digging 5' - 7' Abrasives - Mounted Points / Cotton Abrasive Bars - Telegraph Lining -

Atla Fibre Co Article Fabricating Cutting Thermoset
SpecialFocus Fabricating and Cutting Thermoset Materials Plastics Fabrication by Mark Mush s the machining of plastic materials cannot be mastered in one diameter run at 3,000-3,600 rpm will give good results cutting dry with a setting, the same can be said, probably more so, of thermosets good exhaust system. Material feed should be as fast possible without forcing A(FR4/G-10, G-11, phenolics). Glass epoxies and phenolics have the saw. Idling creates friction and heat, which cause excessive dulling and traditionally been unfairly characterized as materials that many machine burning. A flood of water or water-soluble coolants on the work and wheel shops or fabricators avoid due to their dust, wear and tear on equipment can be used when necessary to prevent overheating. Abrasive wheel cutting and tools and the overall toughness of the material. To the contrary, with under water is also recommended. a little bit of practice and patience, most fabricators can master the art of thermosets. What follows is a guide to get you started in that process. Turning Mastering these suggestions will not immediately make you an expert Paper and fabric grades machinist of these materials but should significantly improve your skills. Ordinary high-speed tool steel can be used in finishing operations for all Paper and fabric grades thermoset grades. However, carbide-tipped tools may prove more economi- cal and will hold sizes more accurately from piece to piece. About .010" stock Thermoset materials machine well with proper techniques. As a rule, they should be left for finishing. Thermosets can be turned at 400 surface feet per machine more readily than metals with standard machine tools such as minute with high-speed tools and about twice as fast with carbides. -

Carbide Tipped Annular Cutters Are Engineered for Cutting 3” and 4” Thick Steel, Pipe, and Square Channel
Innovative Cutting Tool Solutions 2011 Product Catalog Your Productivity Partner Professional Grade Products Champion has been dedicated to servicing professionals with industrial grade products and services since 1897. Our product range includes twist drills, end mills, taps, dies, cutters, power tools, and masonry tools that are engineered for peak performance. Our distribution network serves cutting tool users in all fifty U.S. States, and is expanding internationally. Our commitment to same-day shipping and superior technical support give you, our customer, the Champion Edge. Innovative Cutting Tool Solutions Our CT5 Carbide tipped hole cutter has been completely redesigned. The result is faster hole penetration, and longer tool life. The design enhancements include a new carbide tip pocket for faster chip evacuation, improved carbide tips, stepped pilot drill for smoother penetration, and stiffer spring for positive slug ejection. The new CM95X series of SDS-Plus hammer bits features a “solid-tip” which penetrates rebar-imbedded concrete. These state of the art SDS-Plus bits penetrate the toughest aggregates including Vermont granite. Champion’s iPac system provides professional grade cutting tools in individual and combination packs. The iPac range includes twist drills, taps, and screw extractors. DT22HEX combination drill and taps create a hole and thread in one application. Available in NC/NF, and metric sizes, these industrial quality tools are available from 6-32 machine screw size to 1/2-13. Perfect for industrial, MRO and electrical professions. Champion’s CT9 was designed in conjunction with locksmiths whose work requires the installation of locksets in steel doors. CT9 hole cutters enable quick drilling of 1-1/2” and 2-1/8” holes in steel doors. -
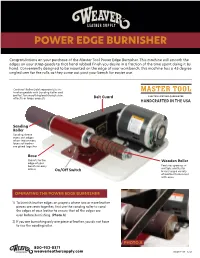
Power Edge Burnisher
POWER EDGE BURNISHER Congratulations on your purchase of the Master Tool Power Edge Burnisher. This machine will smooth the edges on your strap goods to that hand rubbed finish you desire in a fraction of the time spent doing it by hand. Conveniently designed to be mounted on the edge of your workbench, this machine has a 45 degree angled arm for the rolls so they come out past your bench for easier use. Cordura® Roller (sold separately) is in- terchangeable with Sanding Roller and perfect for smoothing back/rough side LIMITED LIFETIME GUARANTEE of belts or larger projects Belt Guard HANDCRAFTED IN THE USA Sanding Roller Sanding sleeve evens out edges when two or more layers of leather are glued together Base Mounts to the Wooden Roller edge of your bench for easy Features grooves in access multiple widths for On/Off Switch burnishing a variety of leather thicknesses with ease OPERATING THE POWER EDGE BURNISHER 1) To burnish leather edges on projects where two or more leather pieces are sewn together, first use the sanding roller to sand the edges of your leather to ensure that all the edges are even before burnishing. (Photo A) 2) If you are burnishing only one piece of leather, you do not have to use the sanding roller. PHOTO A 800-932-8371 weaverleathersupply.com INSERT-137 6/21 OPERATING THE MACHINE 3) Next, apply Gum Tragacanth (item #50-2074) or Tokonole (50210-500-212) on the edges of your leather by using a wool dauber or a bottle with a small tip. -

Mirage 27” Propane Burnisher IMPORTANT MACHINE INFORMATION
Parts and Instruction Manual - Mirage 27” Propane Burnisher IMPORTANT MACHINE INFORMATION DATE OF PURCHASE: _________________________________________________________ PURCHASED FROM: __________________________________________________________ ADDRESS: __________________________________________________________________ CITY: ____________________________STATE:_____________________ZIP:____________ PHONE: __________________________ CONTACT: ________________________________ MACHINE MODEL #:___________________ SERIAL #:_______________________________ ENGINE MODEL #:_______________________ SERIAL #:_____________________________ OWNERS INFORMATION NAME: ___________________________BUSINESS NAME: __________________________ PHONE #:________________________EMAIL ADDRESS: ____________________________ Parts and Instruction Manual - Mirage 27” Propane Burnisher Page I INTRODUCTION Operators Manual Mirage 27” Propane Burnisher This book has important information for the use and safe operation of propane powered floor burnishers. Failure to read this book prior to operating or attempting any service or maintenance procedure to your Minuteman machine could result in injury to you or to other personnel. Damage to the machine or to other property could occur as well. You must have training in the operation of this machine before using it. If your operator(s) cannot read English please have this manual explained fully before attempting to operate this machine. Este libro contiene información importante para el uso correcto y seguro de gas propano máquinas abrillantadoras. -
Planing and Profiling
Anpassung der Rückenstärke für Druck noch nicht ausgeführt Planing and profiling Leitz Lexicon Edition 7 Version 2 Explanation of abbreviations A = dimension A LH = left hand rotation ae = cutting thickness (radial) ap = cutting depth (axial) M = metric thread ABM = dimension MBM = minimum order quantity APL = panel raising length MC = multi-purpose steel, coated APT = panel raising depth MD = thickness of knife AL = working length min-1 = revolutions per minute (RPM) AM = number of knives MK = morse taper AS = anti sound (low noise design) m min-1 = metres per minute m s-1 = metres per second b = overhang B = width n = RPM BDD = thickness of shoulder nmax. = maximum permissible RPM BEM = note NAL = position of hub BEZ = description ND = thickness of hub BH = tipping height NH = zero height BO = bore diameter NL = cutting length NLA = pinhole dimensions CNC = Computerized Numerical Control NT = grooving depth d = diameter P = profile D = cutting circle diameter POS = cutter position D0 = zero diameter PT = profile depth DA = outside Diameter PG = profile group DB = diameter of shoulder DFC = Dust Flow Control (optimised chip clearance) QAL = cutting material quality DGL = number of links DIK = thickness R = radius DKN = double keyway RD = right hand twist DP = polycrystalline diamond RH = right hand rotation DRI = rotation RP = radius of cutter FAB = width of rebate S = shank dimension FAT = depth of rebate SB = cutting width FAW = bevel angle SET = set FLD = flange diameter SLB = slotting width fz = tooth feed SLL = slotting length fz eff = effective tooth feed SLT = slotting depth SP = tool steel GEW = thread ST = Cobalt-basis cast alloys, GL = total length e.g. -

Repivoting Arbors - Slip Fit & Loctite Method Also “The Polishing and Burnishing of Arbors”
Repivoting Arbors - Slip fit & Loctite Method Also “The Polishing and Burnishing of Arbors” Another of the more advanced clockmaking tasks is the repivoting of arbors to replace worn or broken pivots. As with many aspects of clockmaking, there are a couple of approaches to this task. Ultimately, the replacement pivot needs to be concentric and properly burnished and this article discusses the “slip fit & Loctite method” which is the approach I used to successfully pass that part of my AWCI Certified Clockmaker exam. SECTION I: Repivoting Arbors Step 1: Determine Original Dimensions: Measure pivot diameter, pivot length, arbor shoulder to shoulder. Goal is to replicate the original dimensions for the certification test. This is not as critical in real practice as one can re-bush the pivot hole. a. Use the Vernier calipers to measure the shoulder to shoulder dimension. b. Use the micrometer for pivot diameter c. Use 1/100th or 1/64th ruler for pivot length Step 2: Check Lathe for Truth: Place male centers in headstock and tailstock to check for alignment. If they are not perfectly aligned, Loosen headstock & tailstock, realign until the male centers are pointed directly at each other and then snug up the headstock & tailstock. Recheck the male centers and if aligned, remove the male centers. If not aligned, which can happen after snugging them up, repeat the aforementioned re-alignment process. Step 3: Check Wheel for Truth: Fit up wheel in lathe & check wheel, arbor and remaining pivot for truth. Oppose arbor and pivot against a male center in the tailstock and adjust them as necessary. -

Caddo Archeology Journal
CCaddoaddo AArcheologyrcheology JJournalournal Volume 16 Spring 2007 CADDO ARCHEOLOGY JOURNAL P.O. Box 8419 Austin, TX 78712-8419 EDITORIAL BOARD TIMOTHY K. PERTTULA 10101 Woodhaven Dr. Austin, TX 78753 e-mail: [email protected] CHESTER P. W ALKER 5309 DUVAL STREET AUSTIN, TX 78751 e-mail: [email protected] GREGORY VOGEL Center for American Archeology P.O. Box 366 Kampsville, IL 62053 [email protected] T. CLAY SCHULTZ 507 Franklin San Marcos, TX 78666 [email protected] LIASON WITH THE CADDO NATION OF OKLAHOMA ROBERT CAST Tribal Historic Preservation Offi cer Caddo Nation of Oklahoma P.O. Box 487 Binger, OK 73009 e-mail: [email protected] ISSN 1522-0427 Printed in the United States of America at Morgan Printing in Austin, Texas 2007 2 ◆ Spring 2007 Table of Contents Proposal For A 2007 Caddo Archaeology Summit Meeting . 5 Timothy K. Perttula Byram Ferry (16BO17): A Middle to Late Caddo Period Mound Site in the Red River Floodplain, Northwest Louisiana. 9 Jeffery S. Girard Archaeological Investigations of the Lang Pasture (41AN38) Midden Deposits on private property west of the SH 155 Right-of-Way, Anderson County, Texas . 27 Timothy K. Perttula, Bo Nelson, Mark Walters, and LeeAnna Schniebs Remote Sensing at the Horace Cabe Site (41BW14). 37 Chester P. Walker and Timothy K. Perttula The History of Archaeological Investigations at the Jamestown Mound Site (41SM54), An Archaeological Concervancy Preserve in Smith County, Texas . 45 Timothy K. Perttula Leaning Rock Site (41SM325) Lithics . 57 Harry J. Shafer The Organization of Novaculite Tool Production: Quarry-Workshop Debitage Comparisons . 71 Mary Beth Trubitt CADDO ARCHEOLOGY JOURNAL ◆ 3 PROPOSAL FOR A 2007 CADDO ARCHAEOLOGY SUMMIT MEETING Timothy K. -

Sharpen a Scraper... and Put It to Work Turn a Hook and Watch the Shavings fl Y by Andy Rae
Sharpen a Scraper... and Put It To Work Turn a hook and watch the shavings fl y By Andy Rae When smoothing wood, I reach for a rectangle of steel called a card scraper. Despite its humble appearance, a card scraper is remarkably versatile remove hardened glue, smooth at re�ining surfaces. It will exposed joints, and smooth and level dif�icult woods and it more maneuverable than a planea �inish. for Its reaching small size into makes tight spots, so you can preserve your supply of sandpaper. A scraper does it better, faster and without annoying dust. Scrapers come in all sorts beof shapesused in and specially sizes, includingdesigned planescurved and and scraper pro�iled. holders. Some can But my daily scraper is the card scraper, either thin (0.020- 0.025") or thick (0.30-.0.040") depending on the job at hand. Thinner scrapers excel at delicate work, where light cuts and 24 woodcraftmagazine.com Oct/Nov 2015 Sharpen a Scraper... and Put It To Work Scraper job descripti on scrapers are best for heavier work:�inesse smoothing are required. tabletops, Thicker removing milling marks, and the like. For most applications, the scraping work is done by a small hook along the working edge. With a little practice, you can use this tool to produce tiny shavings, even on hard and when worked with a plane. �igured woods that show tearout Smoothing fi gured wood is Leveling between coats enables to work properly, and I’ll show the perfect scraper assignment you to remove drips and other youScrapers how this require can be sharpening done with a because planing the workpiece surface irregulariti es in order to few basic tools. -

Dimar Dado Set Instructions
Carbide Tipped Dado Sets - General Purpose Carbide Tipped Dado Sets - General Purpose Tool number Description Dia. Teeth Kerf Bore Tool number Description Dia. Teeth Kerf Bore 8-24 DADO Complete Set 8" 24 13/16" 5/8" 6-18 DADO CL Complete Set 6" 18 13/16" 5/8" 8-1/16 Dado Chipper 8" 2 1/16" 5/8" 6-1/16 Dado Chipper 6” 2 1/16" 5/8" 8-1/8 Dado Chipper 8" 2 1/8" 5/8" 6-1/8 Dado Chipper 6" 2 1/8" 5/8" 8-1/4 Dado Chipper 8" 2 1/4" 5/8" 6-1/4 Dado Chipper 6" 2 1/4" 5/8" 8-24R Saw Blade R 8" 24 1/8" 5/8" 6-18R Saw Blade R 6" 18 1/8" 5/8" 8-24L Saw Blade L 8" 24 1/8" 5/8" 6-18L Saw Blade L 6” 18 1/8" 5/8" Negative Hook Tooth Design Suitable for Wood & Melamine Chip Limiter - will prevent kickback Tool number Description Dia. Teeth Kerf Bore Tool number Description Dia.Teeth Kerf Bore www.dimarcanada.com 8-24 DADO-1 Complete Set 8" 24 13/16" 1" 8-24 DADO-CL Complete Set 8" 24 13/16" 5/8" 8-1/16-1 Dado Chipper 8" 2 1/16" 1" 8-1/16 Dado Chipper 8" 2 1/16" 5/8" 8-1/8-1 Dado Chipper 8" 2 1/8" 1" 8-1/8 Dado Chipper 8" 2 1/8" 5/8" 8-1/4-1 Dado Chipper 8" 2 1/4" 1" 8-1/4 Dado Chipper 8" 2 1/4" 5/8" 8-24R-1 Saw Blade R 8" 24 1/8" 1" 8-24RC Saw Blade R 8" 24 1/8" 5/8" 8-24L-1 Saw Blade L 8" 24 1/8" 1” 8-24LC Saw Blade L 8" 24 1/8" 5/8” DADO SET Negative Hook Tooth Design Suitable for Wood & Melamine Chip Limiter - will prevent kickback INSTRUCTIONS Carbide Tipped Dado Sets - For Melamine Tool number Description Dia. -

Roberson Etching Plates Roberson Etching
Roberson Etching Plates Roberson Etching Presses Size MOQ ExVat IncVat Size ExVat IncVat Roberson Zinc Jet Plate – 1.0 mm Discount Code B Studio Etching Press with Stand. No Gear. Discount Code NET Pre-backed plate, polished on one side. Stop out varnish not Type of Print: All intaglio/etching engraving and woodcuts. All required. Thickness: 1.0 mm relief, linocuts and collographs. Made to order. CR96050 50 x 50 mm 1 6.08 7.30 T52100B Bed size: 52 x 100 cm 1,850.00 2,220.00 CR96100 100 x 100 mm 1 7.67 9.20 Rollers Diameter 110 mm CR96150 150 x 100 mm 1 10.67 12.80 Weight 89 kg CR96200 200 x 150 mm 1 18.50 22.20 £50 delivery within UK mainland CR96250 250 x 200 mm 1 28.92 34.70 CR96300 300 x 250 mm 1 41.08 49.30 CR96400 400 x 300 mm 1 64.00 76.80 CR96450 450 x 300 mm 1 72.17 86.60 CR96500 500 x 400 mm 1 100.67 120.80 CR96000 1000 x 500 mm 1 242.58 291.10 Roberson Polished Copper – 1.0 mm Discount Code B Protected mirror finish. Thickness: 1.0 mm CR97050 50 x 50 mm 1 3.08 3.70 CR97100 100 x 100 mm 1 5.17 6.20 CR97150 150 x 100 mm 1 6.92 8.30 CR97200 200 x 150 mm 1 11.00 13.20 CR97250 250 x 200 mm 1 16.25 19.50 CR97300 300 x 200 mm 1 18.58 22.30 CR97305 300 x 250 mm 1 22.92 27.50 CR97450 450 x 300 mm 1 38.67 46.40 CR97500 500 x 400 mm 1 54.67 65.60 CR97600 600 x 450 mm 1 71.67 86.00 CR97000 1200 x 600 mm 1 171.00 205.20 Discount Code NET Professional Studio Press with Stand.