User Encyclopedia
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tuscan Solid Wood Worksurfaces
solid wood worksurfaces Tuscan solid wood worksurfaces Touch a solid wood worksurface and you can feel the beauty with your fingertips. Solid wood worksurfaces are an investment in timeless quality and natural beauty. Tuscan worksurfaces are crafted from the finest quality hardwoods, so you can always be confident about their performance and durability. And the extensive choice of colours and species, available in different sizes and thicknesses, gives you unrivalled design freedom. Your choice of timber will be instinctive. But the look and feel of your worksurface will always be special. Bamboo 3 Species & Trees Bamboo - Phyllostachys Pubescens European Oak - Quercus Robur, Quercus Petrea Technically not a wood but a species of grass, it is widely European Oak is light to yellowish-brown in colour with used in a vast number of applications due to its structural distinctive silver grain figure due to the broad medullary and durable qualities. It is very dense and strong with rays that can appear. Renowned for it’s strength, durability excellent resistance to moisture. Due to its exceptional and aesthetic character, it is a preferred choice in a wide growth rate, bamboo is now widely regarded as one range of applications. of the most sustainable and environmentally friendly options available. Iroko - Chlorophora Excelsa The excellent strength and natural oil durability properties Brown Ash - Fraxinus Excelsior of Iroko make it an excellent choice for worktops, as well European Ash is of medium weight, with freshly cut as being one of the most interesting and striking timbers wood being a creamy white to pale brown, turning to to use. -
2018 Line Card
H.D. Chasen Company Inc. H. D. CHASEN TOOL GROUP INVENTORY SOLUTIONS LOGISTICS www.steelerectortools.com “OTHERS TALK... WE STOCK.” 2018 LINE CARD 40 Lake Street|Somerville, MA|02143 P|617.666.9090 www.hdchasen.com INDEX OF PRODUCTS INDEX OF PRODUCTS A B Abrasive Back Stand Idler Units Abrasives - Abrasive Mounted Points Back Support Systems Abrasives - Bristle Discs - Roloc / Cup Wheel Bags - Tool Bags Abrasives - Cartridge Rolls Balldriver Hex Screwdrivers Abrasives - Cloth Sanding Rolls Balldriver Insert Bits Abrasives - Coated Abrasives Balldriver L-Wrench / Sets Abrasives - Combiwheels Abrasive / Scotchbrite Balldriver Power Bits Abrasives - Diamond Lapping Film Discs Balldriver T-Handle - Sets & Singles Abrasives - Diamond Lapping Film Sheets Bandsaws - Electric Abrasives - Diamond Products Bars - Boring Abrasives - Disc Pad Holder Bars - Breaker 3/8,1/2,3/4 Drive Abrasives - Discs PSA Cloth / Paper, Resin Fibre Bars - Claw Bar 5' Abrasives - Discs Quick Change Bars - Connecting Bars Abrasives - Discs Resin Fibre Bars - Diamond Point 5' Abrasives - Discs Roloc A/O, Regalite Polycut Bars - Grizzly Bar Abrasives - Discs Velcro S/C, Gold Bars - Jimmy Bars Abrasives - Flap Wheels Bars - Offset Pinch Bars - 14" - 48" Abrasives - Lapping Film Discs Bars - Pinch Bars 13-1/2" - 48" Abrasives - Lapping Film Sheets Bars - Pinch Point Crow Bar / 3' - 5-1/2' Abrasives - Microfinishing Film Discs Bars - Pry Abrasives - Microfinishing Film Sheets Bars - San Angelo Digging 5' - 7' Abrasives - Mounted Points / Cotton Abrasive Bars - Telegraph Lining -

Atla Fibre Co Article Fabricating Cutting Thermoset
SpecialFocus Fabricating and Cutting Thermoset Materials Plastics Fabrication by Mark Mush s the machining of plastic materials cannot be mastered in one diameter run at 3,000-3,600 rpm will give good results cutting dry with a setting, the same can be said, probably more so, of thermosets good exhaust system. Material feed should be as fast possible without forcing A(FR4/G-10, G-11, phenolics). Glass epoxies and phenolics have the saw. Idling creates friction and heat, which cause excessive dulling and traditionally been unfairly characterized as materials that many machine burning. A flood of water or water-soluble coolants on the work and wheel shops or fabricators avoid due to their dust, wear and tear on equipment can be used when necessary to prevent overheating. Abrasive wheel cutting and tools and the overall toughness of the material. To the contrary, with under water is also recommended. a little bit of practice and patience, most fabricators can master the art of thermosets. What follows is a guide to get you started in that process. Turning Mastering these suggestions will not immediately make you an expert Paper and fabric grades machinist of these materials but should significantly improve your skills. Ordinary high-speed tool steel can be used in finishing operations for all Paper and fabric grades thermoset grades. However, carbide-tipped tools may prove more economi- cal and will hold sizes more accurately from piece to piece. About .010" stock Thermoset materials machine well with proper techniques. As a rule, they should be left for finishing. Thermosets can be turned at 400 surface feet per machine more readily than metals with standard machine tools such as minute with high-speed tools and about twice as fast with carbides. -

Parquetry Short
Parquetry Short PARQUETRY 520 540 545 22220 + 22229 51822 22220 565 720 790 22860 46926 54991 While all care is taken, product images may vary in colour due to possible printing process variations. Images are to be used as a guide only to give an idea of the colour and nuances of the pattern, but are not fully representative of the variations among www.moduleo.com.au the planks (which reflects the natural product which inspired the design). For a representative view of the surface structure and variations within the design, take a look at the big samples on display and ask your retailer for more advice. Parquetry Short PARQUETRY TECHNICAL SPECIFICATIONS Collection Parquetry M² per Box 2.4m2 Type Vinyl Plank M² per Pallet 192m2 Elegant Wood Emboss Em- Plank Thickness 2.5mm Surface bossed in Register Rough Sand Dimensions 632mm (L) x 158mm (W) Profile Micro Bevel Wear Layer 0.55mm Protective Coating Protectonite® Planks per Box 24 Finish Matte Colours 6 Installation Method Direct Stick PERFORMANCE SPECIFICATIONS Abrasion Rating Group T EN 660-2 Classification 23, 33, 42 EN ISO 10874 Dimensional Stability ≤0.05% EN ISO 23999 Residual Indentation Norm: ≤0.10mm, 0.03mm EN ISO 24343-1 Castor Chair No Damage EN ISO 4918 Impact Sound Reduction Ln’T,w Result Test Application Ln’T,w Result No underlay Underlay: 2mm rubber 150mm Slab + 28mm Furrings + 10mm Plasterboard 65 54 200m Slab 69 58 ISO140-7 / ISO717.2 200mm Slab + 28mm Furrings + 10mm Plasterboard 64 53 200mm Slab + R2.5 Insulation + 100mm Cavity + 10mm Plasterboard 61 50 250mm Slab + 28mm -

Development of Nuclear SNP Markers for Mahogany (Swietenia Spp.)
Conservation Genetics Resources (2020) 12:585–587 https://doi.org/10.1007/s12686-020-01162-8 TECHNICAL NOTE Development of nuclear SNP markers for Mahogany (Swietenia spp.) Birte Pakull1 · Lasse Schindler1 · Malte Mader1 · Birgit Kersten1 · Celine Blanc‑Jolivet1 · Maike Paulini1 · Maristerra R. Lemes2 · Sheila E. Ward3 · Carlos M. Navarro4 · Stephen Cavers5,8 · Alexandre M. Sebbenn6 · Omar di Dio6 · Erwan Guichoux7 · Bernd Degen1 Received: 6 April 2020 / Accepted: 23 July 2020 / Published online: 12 August 2020 © The Author(s) 2020 Abstract Swietenia species are the most valuable American tropical timbers and have been heavily overexploited for decades. The three species are listed as either vulnerable or endangered by IUCN and are included on Appendix II of CITES, yet illegal exploitation continues. Here, we used restriction associated DNA sequencing to develop a new set of 120 SNP markers for Swietenia sp., suitable for MassARRAY®iPLEX™ genotyping. These markers can be used for population genetic studies and timber tracking purposes. Keywords SNPs · Mahogany · Swietenia spp. · MassARRAY®iPLEX™ The genus Swietenia includes the species: Swietenia mahag- commercially because of past overexploitation, S. macro- oni (L.) Jacq. (Small-leaved mahogany, native to Florida phylla is now the most valuable and economically important and the Caribbean islands), Swietenia macrophylla King. American tropical timber (Louppe et al. 2008). Swietenia (Big-leaved mahogany, native to Central and South Amer- wood is used for high-class furniture, boat building, musical ica) and Swietenia humilis Zucc. (Pacifc Coast mahogany, instruments etc. All three mahogany species are listed on native to the relatively dry Central American Pacifc coast) CITES (Convention on International Trade in Endangered (Schütt et al. -
PARQUETRY Join Us for David's Presentation on Monday January 8
Greenville Woodworkers Guild January 2018 David Adler Woodart | PARQUETRY Join us for David’s presentation on Monday January 8. David Adler / A life-long passion When I was a young boy about 9 years old I had a neighbor who was a woodworker and crafter who made all kinds of items. I used to visit him, espe- cially in the summer when I would see him in his garden, and we would go into his woodworking shop sometimes. On one of these visits he saw my inter- est in wood and said, “Working with wood is a bond between man and nature.” These words have stuck with me all these years and are more meaningful to me now then when I was 9 years old. I am basically a third generation woodworker/lover. My grandfather, mother, and her brother were all into woodworking of one form or another. Until now my career has been as a Manufacturing Engineer. This has given me the ability to figure out how to make the Parquetry with different tools. All of my work is handmade, one-of-a-kind. I started doing wood art in September of 2000 (I was a late bloomer). Until then all I did with wood was finish rooms in the houses I’ve lived in, or the odd piece of furniture every now & then. However, since I started this “hobby” it has overtaken my left- brained Engineering life. If I don’t get to work on one of my wall hangings, or just cut wood for a few days, I get a bad case of wood withdrawal and my body and mind start to crave for a fix! Yes, I am a sawdust Junky. -

Effect of Tool Angles on the Chips Generated During Milling of Wood by Straight Router-Bits
J Wood Sci (2003) 49:271–274 © The Japan Wood Research Society 2003 NOTE Wen-Ching Su · Yiren Wang · Nanfen Zhu Chiaki Tanaka Effect of tool angles on the chips generated during milling of wood by straight router-bits Received: May 23, 2001 / Accepted: June 28, 2002 Abstract The effect of tool angles on the shapes of chips sequence of many furniture and cabinet firms. An earlier generated by parallel-to-grain and end-grain milling was article reported that CNC routers appeared to be the most explored for China fir and maple under fixed spindle and popular woodworking machine, and at least one is present feed speeds and cutting depth. The milling path was up- for every eight or nine plants.1 It is known that milling milling by straight router-bits with a diameter of 12mm. woods by the CNC router always produces a large quantity The chip shapes could be distinguished as five types: spiral, of chips, which are collected through a dust pipe usually splinter, flow, thin, and granules or powder. The flow and mounted on the cutting spindle of the CNC router. There- thin chips were generated most often (on a weight percent- fore, there may be some problems during such milling. For age basis) for all tool angles investigated for parallel-to- instance, the larger chips block the pipe of dust collector or grain and end-grain milling of China fir and maple. More twine around the tool body, and the smaller chips adhere to granule chips were produced with parallel-to-grain milling the edge of the router-bit. -

Variation of Basic Density and Brinell Hardness Within Mature Finnish Betula Pendula and B
VARIATION OF BASIC DENSITY AND BRINELL HARDNESS WITHIN MATURE FINNISH BETULA PENDULA AND B. PUBESCENS STEMS Henrik Herujarvi Research Scientist Finnish Forest Research Institute Joensuu Research Centre P.O. Box 68 FIN-80101 Joensuu, Finland (Received November 200 1 ) ABSTRACT Thc objective of this study was to analyze the variation in basic density between different horizontal and vertical locations within mature Finnish Betula pendula and B. puhescens stems. In addition, the depen- dence of Brinell hardness in radial direction, which is of importance especially for the parquetry, veneer. and plywood industries, on the basic density was investigated. Furthermore, the sources of error in the Brinell hardness test according to EN 1534 were analyzed. Both basic density and Brinell hardness were measured from small. defect-free specimens. The average basic density of B. pendula and B. pubescerz.s were 5 12 kg/m3 and 478 kg/m3, respectively. Concerning both birch species, wood material near the pith was clearly less dense than near the surface of the stem. The average Brinell hardness of B. pendula spec- irnens was 23.4 MPa, and that of B. pubescens specimens was 20.5 MPa. Brinell hardness was found to be positively correlated with basic density. Therefore, the assumption that Brinell hardness varies within a birch stem similarly to basic density is confirmed. The test method according to the EN 1534 standard was found to hc precise enough hut unnecessarily laborious for hardness tests. Finally, an alternative method is s~~ggestedfor determining Brinell hardness on an industrial scale. Kryw,orti.c: Basic density. Brinell hardness, Betula pendul(~,Beruln puhescens, furnishing, parquet, veneer, plywood. -
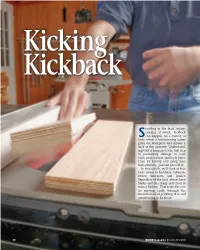
Startling at the Least, Injury- Causing at Worst, Kickback Can Happen on A
Kicking Kickback tartling at the least, injury- causing at worst, kickback Scan happen on a variety of tools when a fast-spinning cutter grabs the workpiece and throws it back at the operator. Understand- ing why it happens is the first step in preventing damage to your tools, project parts, and body parts. Then by tuning and using your tools properly, you can prevent it. In this article, we’ll look at four tools prone to kickback: tablesaw, router, mitersaw, and jointer. Regardless of the tool, always keep blades and bits sharp and clean to reduce friction. That keeps the cut- ter moving easily through the wood instead of grabbing at it, and contributing to kickback. 46 WOOD magazine Dec/Jan 2012/2013 Tame the tablesaw hen mentioning kickback, wood- knife or splitter prevents both the cutoff Wworkers often think of the tablesaw and the keeper from wandering into the Give kickback first because it can turn small or large blade’s rear teeth. During a ripcut, these the cold shoulder workpieces into powerful projectiles. devices keep the kerf open as the board Some saw blades and router bits have a How it happens: At the rear of the passes the rear of the blade. built-in shoulder in front of each cutting blade, the spinning teeth trace an upward The blade you choose can also make a edge to reduce kickback. The shoulder arc as they emerge from below the table. difference. See Give kickback the cold limits the depth of the cut, as shown in the A warped board, a misaligned rip fence, shoulder at right for details. -

Outdoor Upholstery
OUTDOOR UPHOLSTERY FABRICS: FRAMES: MECHANISMS: Base covers are made from an outdoor performance mesh The frames are CNC cut from a marine Outdoor swivels, swivel glider and pop fabric. This allows the piece to breathe! It allows moisture to grade 18mm Baltic Birch plywood. This up sleeper mechanisms are powder escape and aids in drying. Slipcovers and upholstered pieces are plywood is engineered for the outdoors! coated or epoxy coated for durability. wrapped in outdoor performance fabrics. Outdoor performance They are assembled using exterior grade All bearings are stainless steel. fabrics are UV and fade resistant plus bleach cleanable. This adhesives and stainless steel fasteners. Mechanisms are salt tested for 500 assures you to have the best in the business! hours! Outdoor casters are zinc plated to help prevent corrosion. BACKS/THROWS: Backs and throws are made of polyester fiber in the SMS waterproof ticking. SEAT CUSHIONS: Seat cushions are made of High Resiliency polyurethane foam with a fiber wrap in a 3 layer SMS (spun bond/ melt blown/spun bond) waterproof tick designed for medical use. The tick contains 6% UV additive. Seams are sonic welded by radio frequency to eliminate needle holes. PADDING: Seat deck, arm and back poly are made from Reticulated foam. An open cell FEET: SUPPORT: foam designed to allow moisture to Exposed wood feet are made of Iroko. A wood that is Interlaced polypropylene webbing escape and air flow to maximize drying! naturally resistant to rot and decay. Iroko has a nice provides the support in the seat. Sheet Reticulated foam has anti-microbial brown/gold color. -

Carbide Tipped Annular Cutters Are Engineered for Cutting 3” and 4” Thick Steel, Pipe, and Square Channel
Innovative Cutting Tool Solutions 2011 Product Catalog Your Productivity Partner Professional Grade Products Champion has been dedicated to servicing professionals with industrial grade products and services since 1897. Our product range includes twist drills, end mills, taps, dies, cutters, power tools, and masonry tools that are engineered for peak performance. Our distribution network serves cutting tool users in all fifty U.S. States, and is expanding internationally. Our commitment to same-day shipping and superior technical support give you, our customer, the Champion Edge. Innovative Cutting Tool Solutions Our CT5 Carbide tipped hole cutter has been completely redesigned. The result is faster hole penetration, and longer tool life. The design enhancements include a new carbide tip pocket for faster chip evacuation, improved carbide tips, stepped pilot drill for smoother penetration, and stiffer spring for positive slug ejection. The new CM95X series of SDS-Plus hammer bits features a “solid-tip” which penetrates rebar-imbedded concrete. These state of the art SDS-Plus bits penetrate the toughest aggregates including Vermont granite. Champion’s iPac system provides professional grade cutting tools in individual and combination packs. The iPac range includes twist drills, taps, and screw extractors. DT22HEX combination drill and taps create a hole and thread in one application. Available in NC/NF, and metric sizes, these industrial quality tools are available from 6-32 machine screw size to 1/2-13. Perfect for industrial, MRO and electrical professions. Champion’s CT9 was designed in conjunction with locksmiths whose work requires the installation of locksets in steel doors. CT9 hole cutters enable quick drilling of 1-1/2” and 2-1/8” holes in steel doors. -

7" Zip-Miter Bandsaw Model J-9180
Operating Instructions and Parts Manual 7" Zip-Miter Bandsaw Model J-9180 JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-414464 Ph.: 800-274-6848 Revision C2 09/2018 www.jettools.com Copyright © 2017 JET Warranty and Service JET® warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday. Warranty Period The general warranty lasts for the time period specified in the literature included with your product or on the official JET branded website. • JET products carry a limited warranty which varies in duration based upon the product. (See chart below) • Accessories carry a limited warranty of one year from the date of receipt. • Consumable items are defined as expendable parts or accessories expected to become inoperable within a reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects. Who is Covered This warranty covers only the initial purchaser of the product from the date of delivery. What is Covered This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear, improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood. Use of these machines in the processing of metal, plastics, or other materials outside recommended guidelines may void the warranty. The exceptions are acrylics and other natural items that are made specifically for wood turning.