Heat Treat 101: a Primer by Frederick J
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Crucible A2 Data Sheet
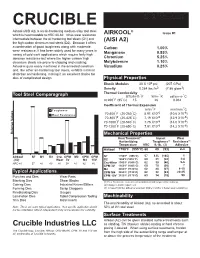
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron
Asian Journal of Chemistry Vol. 19, No. 6 (2007), 4665-4673 Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron A.R. ISMAEEL*, S.S. ABDEL REHIM† and A.E. ABDOU‡ Department of Chemistry, Faculty of Science, Garyounis University, Benghazi, Libya E-mail: [email protected] Two steps ferritizing technique was applied on ductile cast iron samples by austenitizing at 900ºC, air cooling to produce pearlite, ferritizing by reheating samples for different times at 700ºC and air cooling to room temperature. Chemical analysis and microstructure showed that as ferritizing time increased, an increase of percentage of ferrite, decrease of pearlite, with corresponding decrease in cementite and increase of free carbon in the form of spheroidal graphite. These changes explain the changes of physical (mechanical) properties repre- sented in the increase of percentage elongation, decrease of tensile strength and decrease in brinle hardness. Weight loss corrosion test technique was followed for investigation of corrosion rate of heat treated samples in 0.1 N H2SO4 solution, which show decrease in corrosion rate with increased ferritizing time. This was explained due to decrease of cathodic sites represented in cementite forming pearlitic lamella. The exception was in the early step of ferritizing, where the corrosion rate increased due to formation of secondary graphite acting as effec- tive cathodic sites. Key Words: Ferritizing, Pearlite, Austenitizing, Microstructure, Cementite, Spheroidal graphite, Cathodic, Corrosion, Secondary graphite. INTRODUCTION Ductile (nodular or spherulitic graphite) cast iron in which a part or all of the carbon is present in the form of a tiny spherical balls, of average 33 to 37 µm1-4. -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Crucible Steel Site
C~240:i ~.- tiXiUtlBJ IUrfS N70 If-tC· ,.),~ ..d-IN..~'.w~~.,f. LVNQi .................... L; t lAYI IflO ,- (. l~ ~l. FC'; ~~., ~ ( 'I'biiM ~ • Dul'kIn"- Jr •• 1fitora.y loJ' 'lAJ.AtLff JOHN r LYNCH ac IAAfO&'d ,laoe II J. S. C. •..,dc. JIIIW Jen~ 623-514) t.- 240.3 -9.9, 't7IUl:OA COURt' or .. JUSn C2IlUtC:DY DIV18JOIr ... uarsOll comrrr DOCiCItt 110. - JU&A.Ic VA.LLIT em ., COMC.tIII pubUo oorporation. .. ftAlwrlrr. ~' , -ft- gyu, ACtION CSISPIe\ lIT CAOCJIILa 'TD1. ClDalOU-TIOIr or Aaal~, 'aLDlJIQ M:lIUQJ. 1000 Iouth Pourt.b 'u••t Hard.on, -.v ".ne)'. 110 OOqlOnUon. hav1nog .ita principal oftice In the City ot . ... n, 'Oo\IAt)' Of ".u.. and 't.ate ot .WO .leney, .ar- ~.tl ... 1. ,ulAtUt u • body oorporate and politic. OJ'Nted• • tate ot Mew ".ney. 2. .1dlltUt• La .,.._te4 with tull pow.r and authority' and .u ch&rved with the duty ~ prevent the pollution ot the ..... ic tift%' aDd ita t.ributad ••• &Ad baa full power and au- thority to a •• which aU. power. &Ad duU •• are defined, ~te4 aDd hIpoaed aDder the la~ of the State of • ..., Jeruy. 1 '. = ;--.,· ... ; ..... 0 't'~~~ TIERRA-B-015617 . r .: a••• t forth In the Aevb.d Statute. of 11.-.oJ.uoy, 1937. '1'iUe . 58, Chapter 14, .a .uppl_ented and "'nded. '\. 3. Plaintiff further ahowl! that pur.uant to the powwr. and authority "..ted 1n it, W'Ider and by v1rtue of tho .tatute aforeaa14, the plAintiff. aet..1..n9W'Ider contract with certain -anicipalitl •• withln the ..... le valley S~rai. eo..LI.ionor.' C DbU'lct ••• def1Ae4 by 1IIv. -

BAT Guide for Electric Arc Furnace Iron & Steel Installations
Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı BAT Guide for electric arc furnace iron & steel installations Project TR-2008-IB-EN-03 Mission no: 2.1.4.c.3 Prepared by: Jesús Ángel Ocio Hipólito Bilbao José Luis Gayo Nikolás García Cesar Seoánez Iron & Steel Producers Association Serhat Karadayı (Asil Çelik Sanayi ve Ticaret A.Ş.) Muzaffer Demir Mehmet Yayla Yavuz Yücekutlu Dinçer Karadavut Betül Keskin Çatal Zerrin Leblebici Ece Tok Şaziye Savaş Özlem Gülay Önder Gürpınar October 2012 1 Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı Contents 0 FOREWORD ............................................................................................................................ 12 1 INTRODUCTION. ..................................................................................................................... 14 1.1 IMPLEMENTATION OF THE DIRECTIVE ON INDUSTRIAL EMISSIONS IN THE SECTOR OF STEEL PRODUCTION IN ELECTRIC ARC FURNACE ................................................................................. 14 1.2 OVERVIEW OF THE SITUATION OF THE SECTOR IN TURKEY ...................................................... 14 1.2.1 Current Situation ............................................................................................................ 14 1.2.2 Iron and Steel Production Processes............................................................................... 17 1.2.3 The Role Of Steel Sector in -

Heat Treatment of Cast Irons
HEAT TREATMENT OF CAST IRONS Sukomal Ghosh National Metallurgical Laboratory Jamshedpur 831 007 Heat treatment in a general way improves and alters the heat treating objects. The improvements are aimed in respect of mechanical Properties, machinability, homogeneity, relieving of stresses, hardening and others. The application of heat causes certain structural changes in the object responding to subsequent improvements in the properties. CAST IRON - CHARACTERISTICS The ferrous metals, steel or cast irons are essentially an alloy of iron and carbon. The cast iron contains carbon ranging from 2 to 4%, with the element silicon playing a most important role. Silicon influences the eutectic carbon content of Fe - C alloy and with presence of silicon eutectic carbon is estimated as: Eutectic carbon % = 4.25 - 0.30 x (%Si) In cast iron, the carbon is present in two forms. A stable form shows carbon is present as free graphite and an unstable form indicates presence of carbon in a combined form (cementite, Fe3C). Grey cast irons are characterised by the presence of all or most of the carbon in the form of graphite, white cast irons are characterised by the presence of all the carbon in combined form, i.e., in the form of cementite. An iron of borderline composition which freezes partly as a white iron and partly as a grey iron under prevailing conditions of cooling is termed as mottled iron. Two more types of cast irons are also widely accepted as separate class owing to their achieved property. Thus, malleable cast iron derives its name from its ability to bend or undergo permanent deformation before it fractures. -

Furnace Atmospheres No 1: Gas Carburising and Carbonitriding
→ Expert edition Furnace atmospheres no. 1. Gas carburising and carbonitriding. 02 Gas carburising and carbonitriding Preface. This expert edition is part of a series on process application technology and know-how available from Linde Gas. It describes findings in development and research as well as extensive process knowledge gained through numerous customer installations around the world. The focus is on the use and control of furnace atmospheres; however a brief introduction is also provided for each process. 1. Gas carburising and carbonitriding 2. Neutral hardening and annealing 3. Gas nitriding and nitrocarburising 4. Brazing of metals 5. Low pressure carburising and high pressure gas quenching 6. Sintering of steels Gas carburising and carbonitriding 03 Passion for innovation. Linde Gas Research Centre Unterschleissheim, Germany. With R&D centres in Europe, North America and China, Linde Gas is More Information? Contact Us! leading the way in the development of state-of-the-art application Linde AG, Gases Division, technologies. In these R&D centres, Linde's much valued experts Carl-von-Linde-Strasse 25, 85716 Unterschleissheim, Germany are working closely together with great access to a broad spectrum of technology platforms in order to provide the next generation of [email protected], www.heattreatment.linde.com, atmosphere supply and control functionality for furnaces in heat www.linde.com, www.linde-gas.com treatment processes. As Linde is a trusted partner to many companies in the heat treatment industry, our research and development goals and activities are inspired by market and customer insights and industry trends and challenges. The expert editions on various heat treatment processes reflect the latest developments. -

Unit – 6 Heat Treatment Processes
UNIT – 6 HEAT TREATMENT PROCESSES 01. Salt bath of liquid carburizing contains ____ a) Sodium cyanide, Sodium carbonate, Benzene chloride b) Hydrogen cyanide, Sodium carbonate, Sodium chloride c) Sodium cyanide, Sodium carbonate, Sodium chloride d) None 02. ______ statements is/are false for heat treatment processes. a) Martempering process is designed to overcome limitations of quenching b) Pearlite is obtained as final phase in martempering processes. c) Water is used as quenching medium in Jominy end quench test d) All the above 03. The process which improves machinability of steel, but lowers the hardness is _____ a) Process annealing b) Normalising c) Full annealing d) Spheroidising 04. Carburising is _______. a) Tempering process b) case hardening process c) Annealing process d) None 05. The process of reheating martensitic stainless steel to reduce its brittleness without any significant loss in its hardness is _______. a) Annealing b) Normalising c) Quenching d) Hardening 06. Insufficient hardness after tempering may be due to _______. a) Tempering temperature too low b) Tempering temperature too high c) Oxidising atmosphere in furnace d) Any of the above 07. Spheroidise annealing used to produce speroidal or globular form of ____ from plates of cementite in steel. a) Cementite b) Austenite c) Pearlite d) Ferrite 08. The process of involving the heating of steel above the upper critical temperature and then cooled in furnace is known as _______. a) Annealing b) Normalising c) Tempering d) Hardening 09. A steel is heated at about 875°C where the structure consists of only austenite. It is then cooled suddenly at a temperature of about 250° to 525°. -

Wu Yingjie ETDPITT2017.Pdf
PROCESSING, MICROSTRUCTURES AND PROPERTIES OF ULTRA-HIGH STRENGTH, LOW CARBON AND V-BEARING DUAL-PHASE STEELS PRODUCED ON CONTINUOUS GALVANIZING LINES by Yingjie Wu B. Eng. in Welding Technology and Engineering, Nanchang Hangkong University, 2014 Submitted to the Graduate Faculty of Swanson School of Engineering in partial fulfillment of the requirements for the degree of Master of Science University of Pittsburgh 2017 UNIVERSITY OF PITTSBURGH SWANSON SCHOOL OF ENGINEERING This thesis was presented by Yingjie Wu It was defended on July 11, 2017 and approved by Ian Nettleship, Ph.D., Associate Professor, Department of Mechanical Engineering and Materials Science Patrick Smolinski, Ph.D., Associate Professor, Department of Mechanical Engineering and Materials Science John F. Oyler, Ph.D., Adjunct Associate Professor, Department of Civil and Environment Engineering Thesis Advisor: Anthony J. DeArdo, Ph.D., Professor, Department of Mechanical Engineering and Materials Science ii Copyright © by Yingjie Wu 2017 iii PROCESSING, MICROSTRUCTURES AND PROPERTIES OF ULTRA-HIGH STRENGTH, LOW CARBON AND V-BEARING DUAL-PHASE STEELS PRODUCED ON CONTINUOUS GALVANIZING LINES Yingjie Wu, M.S. University of Pittsburgh, 2017 One of the most popular elements in weight reduction programs in the automotive industry is high strength zinc coated dual-phase steel produced on continuous hot dipped galvanizing lines. The high strength is needed for mass reduction, while the protective zinc coating is needed to prevent corrosion of the thin gage cold rolled steel. The present study was aimed to explore an optimized way to produce such dual-phase steels with ultra-high tensile strength (UTS > 1280MPa), good global ductility (TE > 18%), excellent local ductility (sheared-edge ductility, HER > 40%) and products of UTS × TE > 22000 MPa × %, conforming to data of AHSS Generation III steel. -

Stainless Steel Grade Datasheets Has Been Produced by Atlas Steels Technical Department As a Companion to the Atlas Technical Handbook of Stainless Steels
Stainless Steel Grade Datasheets Copyright © Atlas Steels Revised : August 2013 Atlas Steels Technical Department www.atlassteels.com.au ATLAS STEELS Stainless Steels Grade Datasheets FOREWORD This compilation of stainless steel Grade Datasheets has been produced by Atlas Steels Technical Department as a companion to the Atlas Technical Handbook of Stainless Steels. Any suggestions for improvements, additions or corrections would be very welcome; these should be directed to: Technical Manager, Atlas Steels Telephone +61 3 8383 9863, email [email protected] Individual grade datasheets are available from the Atlas Steels website. Information from any Atlas publication can be freely copied, but it is requested that the source be acknowledged. Limitation of Liability The information contained in these datasheets is not an exhaustive statement of all relevant information. It is a general guide for customers to the products and services available from Atlas Steels and no representation is made or warranty given in relation to this information or the products or processes it describes. Published by Atlas Steels Technical Department Copyright © Atlas Steels www.atlassteels.com.au Stainless Steel Datasheets Austenitic Stainless Steels 301, 301L, 301LN High strength for roll formed structural components 302HQ Low work hardening rate grade for cold heading fasteners 303, 303Se Free-machining bar grades 304, 304L, 304H Standard 18/8 grades 310, 310S, 310H High temperature resistant grades 316, 316L, 316H Improved resistance to pitting -

MME 415 Physical Metallurgy
MME 415 Physical Metallurgy Table of Contents: EXPERIMENT-1: RECOVERY AND RECRYSTALLIZATION.................................2 EXPERIMENT- 2: GRAIN GROWTH...........................................................................5 EXPERIMENT-3: NUCLEATION AND GROWTH .....................................................8 EXPERIMENT-4: CARBURIZING..............................................................................11 EXPERIMENT œ5: HARDENABILITY OF STEEL....................................................14 EXPERIMENT-6: EUTECTOID TRANSFORMATION IN 0.7 % STEEL. ...............18 EXPERIMENT-7: TEMPERING OF MARTENSITE..................................................21 EXPERIMENT 8 : ELECTRICAL RESISTIVITY OF ALLOY (Ge-SEMI CONDUCTOR)..............................................................................................................23 EXPERIMENT : ELECTRICAL CONDUCTIVITY OF IONIC SOLIDS (NaCl).......28 EXPERIMENT-10 DIELECTRIC BEHAVIOR OF BARIUM TITANATE, (BaTiO 3) ........................................................................................................................................32 REFERENCES:..............................................................................................................35 EXPERIMENT-1: RECOVERY AND RECRYSTALLIZATION OBJECTIVE: To study the recrystallization behavior of pure metal ( Iron ). THEORY: When metals are cold worked, most of the energy expended in the process appears as heat but a few percent is stored in the deformed metal structure. This stored energy acts as