Furnace Atmospheres No 2: Neutral Hardening and Annealing Whitepaper
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Crucible A2 Data Sheet
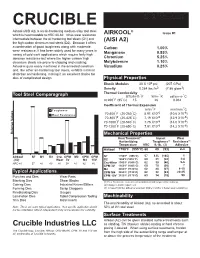
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Electrons, Life and the Evolution of Earth's Chemical Cycles
Electrons, Life and the Evolution of Earth’s Chemical Cycles OCN 623 – Chemical Oceanography 23 April 2013 Adaption of Brian Glazer lecture (based on Falkowski and Godfrey (2008) Phil. Trans. R. Soc. B, 363: 2705-2716) © 2013 F.J. Sansone Outline Earth’s geological, geochemical and biological co- evolution since formation - Early Earth - Origins of life - The great oxidation event - Linkage between global O and N cycles - Alternate explanations for the great oxidation event - The rise of oxygen and the evolution of life - The Phanerozoic How Does the Earth Work as a Biosphere? All organisms derive energy for growth and maintenance by moving electrons from a substrate to a product All substrates and products must ultimately be recycled All metabolic processes on Earth are prokaryotic and were developed in the Archean and/or Proterozoic Eons Earth’s Geological, Geochemical and Biological Co-evolution Since Formation Earth, ~3.5 Ga Ago • Earth cools to <100˚C • Shallow sea environment – Land covered by low egg- shaped hills and pillow lavas – Silt layers – Scattered volcanic islands and evaporite lagoons • Tides higher – Moon closer to Earth, days shorter • Atmosphere –CO2-rich, no O2 – UV-drenched landscape Faint Sun Paradox High atmospheric CO2 and CH4 important in early Earth -- balanced weak Sun to maintain temp Recycling of Atmospheric CO2 Liquid water on early Earth allowed a hydrologic cycle, carbonate and silicate mineral weathering to develop: 2+ - CaCO3 + CO2 + H2O = Ca + 2HCO3 2+ - CaSiO3 +2CO2 +3H2O = Ca + 2HCO3 + H4SIO4 Uptake -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron
Asian Journal of Chemistry Vol. 19, No. 6 (2007), 4665-4673 Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron A.R. ISMAEEL*, S.S. ABDEL REHIM† and A.E. ABDOU‡ Department of Chemistry, Faculty of Science, Garyounis University, Benghazi, Libya E-mail: [email protected] Two steps ferritizing technique was applied on ductile cast iron samples by austenitizing at 900ºC, air cooling to produce pearlite, ferritizing by reheating samples for different times at 700ºC and air cooling to room temperature. Chemical analysis and microstructure showed that as ferritizing time increased, an increase of percentage of ferrite, decrease of pearlite, with corresponding decrease in cementite and increase of free carbon in the form of spheroidal graphite. These changes explain the changes of physical (mechanical) properties repre- sented in the increase of percentage elongation, decrease of tensile strength and decrease in brinle hardness. Weight loss corrosion test technique was followed for investigation of corrosion rate of heat treated samples in 0.1 N H2SO4 solution, which show decrease in corrosion rate with increased ferritizing time. This was explained due to decrease of cathodic sites represented in cementite forming pearlitic lamella. The exception was in the early step of ferritizing, where the corrosion rate increased due to formation of secondary graphite acting as effec- tive cathodic sites. Key Words: Ferritizing, Pearlite, Austenitizing, Microstructure, Cementite, Spheroidal graphite, Cathodic, Corrosion, Secondary graphite. INTRODUCTION Ductile (nodular or spherulitic graphite) cast iron in which a part or all of the carbon is present in the form of a tiny spherical balls, of average 33 to 37 µm1-4. -

Is Extraterrestrial Organic Matter Relevant to the Origin of Life on Earth?
IS EXTRATERRESTRIAL ORGANIC MATTER RELEVANT TO THE ORIGIN OF LIFE ON EARTH? D. C. B. WHITTET Department of Physics, Applied Physics and Astronomy, Rensselaer Polytechnic Institute, Troy, NY 12180, U.S.A. (Received 19 August 1996) Abstract. I review the relative importance of internal and external sources of prebiotic molecules on Earth at the time of life's origin 3.7 Gyr ago. The ef®ciency of synthesis in the Earth's atmosphere was critically dependent on its oxidation state. If the early atmosphere was non-reducing and CO2- dominated, external delivery might have been the dominant source. Interplanetary dust grains and micrometeorites currently deliver carbonaceous matter to the Earth's surface at a rate of 3 5 7 10 kg/yr (equivalent to a biomass in 2 Gyr), but this may have been as high as 5 10 kg/yr (a biomass in only 10 Myr) during the epoch of late bombardment. Much of the incoming material is in the form of chemically inactive kerogens and amorphous carbon; but if the Earth once had a dense (10-bar) atmosphere, small comets rich in a variety of prebiotic molecules may have been suf®ciently air-braked to land non-destructively. Lingering uncertainties regarding the impact history of the Earth and the density and composition of its early atmosphere limit our ability to draw ®rm conclusions. 1. Introduction In at least one sense, a connection between the Universe at large and life in our small corner of it is inevitable. The hydrogen, carbon, nitrogen, oxygen, and other elements that make up our bodies and other living things were created billions of years ago in the interiors of stars and, in the case of hydrogen, in the the Big Bang itself (see Trimble, 1997, in this volume for an eloquent review). -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -
Life in the Outer Solar System Jupiter
Life in the Outer Solar System Jupiter Big R = 11R⊕ Massive M = 300 M⊕ = 2.5 all the rest Thick Atmosphere Mostly H2, He But also more complex molecules Colors, storms Like Miller - Urey Life in Jupiter Atmosphere? Sagan-Salpeter, etc. Sinkers (Plankton) Floaters (Fish) Hunters (Fish) Galileo Results on Jupiter Reached Jupiter Dec. 1995 Sent probe into Jupiter’s atmosphere at 100,000 mile/hour Decelerated at 230 g Lasted for 57 min. Found: Strong winds Turbulence, little lightning Life less likely? Surprise: Little or no H2O May have entered in an unusual place (fewer clouds) Europa (Moon of Jupiter) Surface: Fractured Ice Subsurface Oceans? (Heated from Inside) Close-up of “ice floes” Galileo - Jupiter’s Moons http://www.jpl.nasa.gov/galileo/index.html Europa has a (THIN!) atmosphere UV H H H O=O T hin O O2 H2O ATM Pressure ~ 10–11 Earth More evidence for resurfacing along cracks by “ice geysers” fluid ice or liquid water Organic molecules on Callisto & Ganymede, maybe Europa? Saturn • Big (9.4 R⊕) • Massive (95 M⊕) • Year 29.5 years • Day 0.43 days • Composition similar to Jupiter Titan • Moon of Saturn • Diameter ~0.4 Earth • Atmospheric Pressure = 1.5 × Earth • 85% Nitrogen BUT • Cold (~90 K) • Reducing atmosphere • Haze • Lab for prebiotic chemistry The Cassini-Huygens Mission • Launched 10/13/97 • Arrived Saturn 7/2004 • Cassini studies – Saturn – Moons • Huygens – Dropped onto Titan – Study atmosphere – Surface CASSINI SPACECRAFT Huygens Probe • Released from Cassini • Slowed by heat shield • Parachute deploys • Soft landing • Sample -

REOXIDATION of SPONGE IRON IS an EXOTHERMIC PROCESS DUE to REMOVAL of HYDROGEN‖ Prof
International Journal Of advance research in Science and Engineering http://www.ijarse.com (IJARSE) 2012, Vol. No.1, Issue No. I, July ISSN-2319-8354 ―REOXIDATION OF SPONGE IRON IS AN EXOTHERMIC PROCESS DUE TO REMOVAL OF HYDROGEN‖ Prof. Pushpendra Kumar Sharma1, Neeraj Singh Rajput2, Prof. Sachin Jain3 1Head Mechanical Engineering Department, NIIST, Bhopal 2Post Graduate Student, NIIST, Bhopal 3Asst. Professor, NIIST, Bhopal [email protected] Abstract— In the present era scarcity of high grade coal, high valuable process of coke production is a headache. So to get release from this problem huge amount of electric arc furnace and sponge iron production is increased. Sometimes Sponge iron transportation is a problematic situation, because during transportation chances of spontaneous burning of sponge iron are found, that is the effect of re-oxidation of sponge iron. Re-oxidation of sponge iron phenomenon refers to oxidation of metallic sponge iron in moisture condition. Metallic iron forms a strongly bonded Fe (OH)2 compound which causes increase in mass of sponge iron. The re-oxidation phenomenon is an exothermic process. Sponge iron is spongy in structure having large in porous area. Thus it is very much reactive and seeks for high oxidation. So the sponge iron produced is highly susceptible to re-oxidation. So it is important to study the kinetic of sponge iron re-oxidation. Keywords—Sponge iron, Iron ore, Coal, Dolomite, Power unit for initial power consuming unit. INTRODUCTION The conventional route for making steel consists of sintering/pelletization plants, ovens, blast and basic oxygen furnaces. Such plants need huge capital expenses and raw materials as they are the stringent requirements. -

(5) Field: Session Topic: Speaker
(5) Field: Earth Science/Geoscience/Environment Session Topic: Stable Isotopes in Earth and Space Science Speaker: Shogo Tachibana, The University of Tokyo 1. Introduction The present Earth’s atmosphere is made up of 78% of nitrogen, 21% of oxygen (we breathe oxygen to live!), and 1% of other gases. However, the present oxygen-rich atmosphere is not the Earth’s original atmosphere. The atmosphere changed its chemical composition in the history of Earth. The present oxygen-rich atmosphere was built up by photosynthesis of cyanobacteria, and it has been known that the Earth’s atmosphere contained almost no oxygen in the Archean (>2.5 billion years ago (Ga)). There have been several geological indicators for the atmospheric oxygen level such as presence of detrital pyrite and uraninite in sedimentary rocks for the reducing atmosphere and presence banded iron formations and red beds for the oxidizing atmosphere. Geological records for transition from the reducing atmosphere to the oxidation atmosphere (Great Oxygenation Event) have been found in the Paleoproterozoic sedimentary rocks. 2. Mass-independent fractionation of sulfur isotopes and its relation to the atmospheric chemistry Sulfur has four stable isotopes (32S, 33S, 34S, and 36S). Their average relative abundances in the solar system are 95.02%, 0.75%, 4.22%, and 0.017% for 32S, 33S, 34S, and 36S, respectively, but they can be varied by various physical, chemical, and/or biological processes. The variations of relative abundances of 32S and 34S in minerals or rocks have been used to understand geological and biological processes on the Earth. Other two minor isotopes (33S and 36S) had not been measured intensively because their relative abundances were assumed to vary with following the mass-dependent fractionation law. -

Laboratory-Scale Investigation of the Removal of Hydrogen Sulfide From
Laboratory-scale investigation of the removal of hydrogen sulfide from biogas and air using industrial waste-based sorbents Olumide Wesley Awe, Doan Pham Minh, Nathalie Lyczko, Ange Nzihou, Yaqian Zhao To cite this version: Olumide Wesley Awe, Doan Pham Minh, Nathalie Lyczko, Ange Nzihou, Yaqian Zhao. Laboratory- scale investigation of the removal of hydrogen sulfide from biogas and air using industrial waste- based sorbents. Journal of Environmental Chemical Engineering, Elsevier, 2017, 5 (2), p.1809-1820. 10.1016/j.jece.2017.03.023. hal-01619255 HAL Id: hal-01619255 https://hal.archives-ouvertes.fr/hal-01619255 Submitted on 20 Oct 2018 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Laboratory-scale investigation of the removal of hydrogen sulfide from biogas and air using industrial waste-based sorbents a,b, b, b b Olumide Wesley Awe *, Doan Pham Minh **, Nathalie Lyczko , Ange Nzihou , a Yaqian Zhao a Dooge Centre for Water Resources Research, School of Civil Engineering, University College Dublin, Newstead, Belfield, Dublin 4, Ireland b Universite’ de Toulouse, Mines Albi, CNRS UMR 5302, Centre RAPSODEE, Campus Jarlard, Albi, F-81013 cedex 09, France A B S T R A C T Biogas is a valuable renewable energy that can be used as a fuel or as raw material for the production of hydrogen, synthesis gas and chemicals. -

Crucible Steel Site
C~240:i ~.- tiXiUtlBJ IUrfS N70 If-tC· ,.),~ ..d-IN..~'.w~~.,f. LVNQi .................... L; t lAYI IflO ,- (. l~ ~l. FC'; ~~., ~ ( 'I'biiM ~ • Dul'kIn"- Jr •• 1fitora.y loJ' 'lAJ.AtLff JOHN r LYNCH ac IAAfO&'d ,laoe II J. S. C. •..,dc. JIIIW Jen~ 623-514) t.- 240.3 -9.9, 't7IUl:OA COURt' or .. JUSn C2IlUtC:DY DIV18JOIr ... uarsOll comrrr DOCiCItt 110. - JU&A.Ic VA.LLIT em ., COMC.tIII pubUo oorporation. .. ftAlwrlrr. ~' , -ft- gyu, ACtION CSISPIe\ lIT CAOCJIILa 'TD1. ClDalOU-TIOIr or Aaal~, 'aLDlJIQ M:lIUQJ. 1000 Iouth Pourt.b 'u••t Hard.on, -.v ".ne)'. 110 OOqlOnUon. hav1nog .ita principal oftice In the City ot . ... n, 'Oo\IAt)' Of ".u.. and 't.ate ot .WO .leney, .ar- ~.tl ... 1. ,ulAtUt u • body oorporate and politic. OJ'Nted• • tate ot Mew ".ney. 2. .1dlltUt• La .,.._te4 with tull pow.r and authority' and .u ch&rved with the duty ~ prevent the pollution ot the ..... ic tift%' aDd ita t.ributad ••• &Ad baa full power and au- thority to a •• which aU. power. &Ad duU •• are defined, ~te4 aDd hIpoaed aDder the la~ of the State of • ..., Jeruy. 1 '. = ;--.,· ... ; ..... 0 't'~~~ TIERRA-B-015617 . r .: a••• t forth In the Aevb.d Statute. of 11.-.oJ.uoy, 1937. '1'iUe . 58, Chapter 14, .a .uppl_ented and "'nded. '\. 3. Plaintiff further ahowl! that pur.uant to the powwr. and authority "..ted 1n it, W'Ider and by v1rtue of tho .tatute aforeaa14, the plAintiff. aet..1..n9W'Ider contract with certain -anicipalitl •• withln the ..... le valley S~rai. eo..LI.ionor.' C DbU'lct ••• def1Ae4 by 1IIv. -

BAT Guide for Electric Arc Furnace Iron & Steel Installations
Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı BAT Guide for electric arc furnace iron & steel installations Project TR-2008-IB-EN-03 Mission no: 2.1.4.c.3 Prepared by: Jesús Ángel Ocio Hipólito Bilbao José Luis Gayo Nikolás García Cesar Seoánez Iron & Steel Producers Association Serhat Karadayı (Asil Çelik Sanayi ve Ticaret A.Ş.) Muzaffer Demir Mehmet Yayla Yavuz Yücekutlu Dinçer Karadavut Betül Keskin Çatal Zerrin Leblebici Ece Tok Şaziye Savaş Özlem Gülay Önder Gürpınar October 2012 1 Eşleştirme Projesi TR 08 IB EN 03 IPPC – Entegre Kirlilik Önleme ve Kontrol T.C. Çevre ve Şehircilik Bakanlığı Contents 0 FOREWORD ............................................................................................................................ 12 1 INTRODUCTION. ..................................................................................................................... 14 1.1 IMPLEMENTATION OF THE DIRECTIVE ON INDUSTRIAL EMISSIONS IN THE SECTOR OF STEEL PRODUCTION IN ELECTRIC ARC FURNACE ................................................................................. 14 1.2 OVERVIEW OF THE SITUATION OF THE SECTOR IN TURKEY ...................................................... 14 1.2.1 Current Situation ............................................................................................................ 14 1.2.2 Iron and Steel Production Processes............................................................................... 17 1.2.3 The Role Of Steel Sector in