Heat Treatment and Properties of Iron and Steel
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Progress the Business and Technology of Heat Treating ® May/June 2008 • Volume 8, Number 3
An ASM International® HEATPublication TREATING PROGRESS THE BUSINESS AND TECHNOLOGY OF HEAT TREATING ® www.asminternational.org MAY/JUNE 2008 • VOLUME 8, NUMBER 3 HEAT TREATMENT OF LANDING GEAR HEAT TREAT SIMULATION MICROWAVE HEATING SM Aircraft landing gear, such as on this U.S. Navy FA18 fighter jet, must perform under severe loading conditions and in many different environments. HEAT TREATMENT OF LANDING GEAR The heat treatment of rguably, landing gear has Alloys Used perhaps the most stringent The alloys used for landing gear landing gear is a complex requirements for perform- have remained relatively constant operation requiring ance. They must perform over the past several decades. Alloys A under severe loading con- like 300M and HP9-4-30, as well as the precise control of time, ditions and in many different envi- newer alloys AF-1410 and AerMet ronments. They have complex shapes 100, are in use today on commercial temperature, and carbon and thick sections. and military aircraft. Newer alloys like control. Understanding the Alloys used in these applications Ferrium S53, a high-strength stainless must have high strengths between steel alloy, have been proposed for interaction of quenching, 260 to 300 ksi (1,792 to 2,068 MPa) landing gear applications. The typical racking, and distortion and excellent fracture toughness (up chemical compositions of these alloys to100 ksi in.1/2, or 110 MPa×m0.5). are listed in Table 1. contributes to reduced To achieve these design and per- The alloy 300M (Timken Co., distortion and residual formance goals, heat treatments Canton, Ohio; www.timken.com) is have been developed to extract the a low-alloy, vacuum-melted steel of stress. -
Bainite - from Nano to Macro Symposium on Science and Application of Bainite 1/2 June 2017 Dorint Hotel, Wiesbaden, Germany
Bainite - from nano to macro Symposium on science and application of Bainite 1/2 June 2017 Dorint Hotel, Wiesbaden, Germany Honoring Professor Sir Harshad K. D. H. Bhadeshia Proceedings Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Copyright © 2017 Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e. V. All rights reserved. No part of the contents of this publication may be reproduced or transmitted in any form by any means without the written permission of the publisher. Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e. V. Paul-Feller-Str. 1 28199 Bremen Germany www.awt-online.org image sources: bulk nanostructured steel (coloured micrograph) Source: Garcia-Mateo, Caballero, Bhadeshia; Dorint Hotels & Resorts; Harshad K. D. H. Bhadeshia; Wiesbaden Marketing GmbH. Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 International Committee H. Altena (Austria) S. Denis (France) I. Felde (Hungary) B. Haase (Germany) S. Hock (UK) P. Jacquot (France) Ch. Keul (Germany) B. Kuntzmann (Switzerland) V. Leskovśek (Slovenia) K. Löser (Germany) S. Mackenzie (USA) D. Petta (Italy) H.-W. Raedt (Germany) R. Schneider (Austria) B. Smoljan (Croatia) P. Stolař (Czech Republic) G. Totten (USA) E. Troell (Sweden) B. Vandewiele (Belgium) H.-J. Wieland (Germany) Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Sponsors of Bainite – from nano to macro Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Foreword Bainite – from nano to macro Symposium on science and application of bainite honoring Prof. Sir Harshad K. D. H. Bhadeshia, Tata Professor for Metallurgy and Director of SKF University Technology Center at the University Cambridge, UK and Professor for Computational Metallurgy at Pohang University of Science and Technology, Korea. -

High-Carbon Steels: Fully Pearlitic Microstructures and Applications
© 2005 ASM International. All Rights Reserved. www.asminternational.org Steels: Processing, Structure, and Performance (#05140G) CHAPTER 15 High-Carbon Steels: Fully Pearlitic Microstructures and Applications Introduction THE TRANSFORMATION OF AUSTENITE to pearlite has been de- scribed in Chapter 4, “Pearlite, Ferrite, and Cementite,” and Chapter 13, “Normalizing, Annealing, and Spheroidizing Treatments; Ferrite/Pearlite Microstructures in Medium-Carbon Steels,” which have shown that as microstructure becomes fully pearlitic as steel carbon content approaches the eutectiod composition, around 0.80% carbon, strength increases, but resistance to cleavage fracture decreases. This chapter describes the me- chanical properties and demanding applications for which steels with fully pearlitic microstructures are well suited. With increasing cooling rates in the pearlite continuous cooling trans- formation range, or with isothermal transformation temperatures ap- proaching the pearlite nose of isothermal transformation diagrams, Fig. 4.3 in Chapter 4, the interlamellar spacing of pearlitic ferrite and cementite becomes very fine. As a result, for most ferrite/pearlite microstructures, the interlamellar spacing is too fine to be resolved in the light microscope, and the pearlite appears uniformly dark. Therefore, to resolve the inter- lamellar spacing of pearlite, scanning electron microscopy, and for the finest spacings, transmission electron microscopy (TEM), are necessary to resolve the two-phase structure of pearlite. Figure 15.1 is a TEM mi- crograph showing very fine interlamellar structure in a colony of pearlite from a high-carbon steel rail. This remarkable composite structure of duc- © 2005 ASM International. All Rights Reserved. www.asminternational.org Steels: Processing, Structure, and Performance (#05140G) 282 / Steels: Processing, Structure, and Performance tile ferrite and high-strength cementite is the base microstructure for rail and the starting microstructure for high-strength wire applications. -

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Ture and Mechanical Properties of Austempered Ductile Cast Iron
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 5 May 2021 doi:10.20944/preprints202105.0038.v1 Article Influence of Austempering Temperatures on the Microstruc- ture and Mechanical Properties of Austempered Ductile Cast Iron Regita Bendikiene 1*, Antanas Ciuplys 1, Ramunas Cesnavicius 2, Audrius Jutas 2, Aliaksandr Bahdanovich 3, Dzianis Marmysh 3, Aleh Nasan 3, Liudmila Shemet 3 and Sergei Sherbakov 3 1 Department of Production Engineering, Faculty of Mechanical Engineering and Design, Kaunas University of Technology, Studentu str. 56, 51424 Kaunas, Lithuania; [email protected] (R.B.); [email protected] (A.C.) 2 Department of Mechanical Engineering, Faculty of Mechanical Engineering and Design, Kaunas University of Technology, Studentu str. 56, 51424 Kaunas, Lithuania; [email protected] (R.C.); [email protected] (A.J.) 3 Department of Theoretical and Applied Mechanics, Faculty of Mechanics and Mathematics, Belarusian State University, Nezavisimosti ave 4, 220030 Minsk, Belarus; [email protected] (A.B.); [email protected] (D.M.); [email protected] (A.N.); [email protected] (L.S.); [email protected] (S.S.) * Correspondence: [email protected]; Tel.: +370-698-01202 Abstract: The influence of the austempering temperatures on the microstructure and mechanical properties of austempered ductile cast iron (ADI) was investigated. ADI is nodular graphite cast iron, which owing to higher strength and elongation exceeds mechanical properties of conventional spheroidal graphite cast iron. Such a combination of properties is achieved by the heat treatment through austenitization, followed by austempering at different temperatures. The austenitization conditions were the same for all the samples: temperature 890°C, duration 30min, and quenching in a salt bath. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -
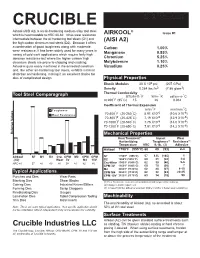
Crucible A2 Data Sheet
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Ferritic Nitrocarburizing Gears to Increase Wear Resisitance And
Ferritic Nitrocarburizing Gears tOI Increase Wear Resistance and Reduce Distortion Loren ,JI, Epler uaHtygear manufacturing depends on controlled toler- asa gaseous territic nitrocarl:mrizillg process and patented by ances and geometry. As a re ult, ferritic nillocarburizing Lucas Industries in 1961. Lucas demonstrated that they could ha become the heat treat process of choice for many produce surface layers identical to those produced in salt bath gear manufacturers. The primary reason for this are: processes using an endothermic, ammonia-based atmosphere. The process is performed at low temperatures, i.e. less than The process was classified as a "thermochemical susfece critical treatment" that involved !he diffusion of both nitrogenand car- 2. The quench methods increase fatigue strength by up to, L25% bon into the surface of a metal at a temperature below the au tell- without distorting. Ferritlc nitrocarboriziag is used in place ite transforrnation temperature. The process would yield .3 single of carburizing and hardening, carbonitriding, nltriding or in phase epsilon layer with an atomic weight of Fep3' The ingle conjunction wi.th conventional and induction hardening. phase layer makes !:heproduct much more wear resistant than gas 3. h establishes gradient base haronesses, i.e, eliminates egg- or ionnitriding, according to Dawc and Trantner 0). shell effect on TiN, TiAlN,. ere. etc. [II 1982, lronbeund HeatTreat developed Ni.tmwear® using In addition, the process can also be applied to hobs, broaches, similar atmo pheres in a fluidized bed medium. Subsequently. drills and other cutting tools. Jack Ross, owner and founder of lronbound,. patented and HisUJry, Fenitic nitrocarburizing was first established in licensed the process to Dynamic Metal Treating. -

ITP Metal Casting: Advanced Melting Technologies
Advanced Melting Technologies: Energy Saving Concepts and Opportunities for the Metal Casting Industry November 2005 BCS, Incorporated 5550 Sterrett Place, Suite 306 Columbia, MD 21044 www.bcs-hq.com Advanced Melting Technologies: Energy Saving Concepts and Opportunities for the Metal Casting Industry Prepared for ITP Metal Casting by BCS, Incorporated November 2005 Acknowledgments This study was a collaborative effort by a team of researchers from University of Missouri–Rolla, Case Western Reserve University, and Carnegie Mellon University with BCS, Incorporated as the project coordinator and lead. The research findings for the nonferrous casting industry were contributed by Dr. Jack Wallace and Dr. David Schwam, while the ferrous melting technologies were addressed by Dr. Kent Peaslee and Dr. Richard Fruehan. BCS, Incorporated researched independently to provide an overview of the melting process and the U.S. metal casting industry. The final report was prepared by Robert D. Naranjo, Ji-Yea Kwon, Rajita Majumdar, and William T. Choate of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy and Cast Metal Coalition (CMC) in conducting this study. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. -

2000 Stainless Steels: an Introduction to Their Metallurgy and Corrosion
Dairy, Food and Environmental Sanitation, Vol. 20, No. 7, Pages 506-517 Copyright© International Association for Food Protection, 6200 Aurora Ave., Suite 200W, Des Moines, IA 50322 Stainless Steels: An Introduction to Their Metallurgy and Corrosion Resistance Roger A. Covert and Arthur H. Tuthill* and why they sometimes do not. In most cases, selection of the proper stainless steel leads to satisfactory performance. COMPOSITION, NOMEN- CLATURE AND GENERAL PROPERTIES Most metals are mixtures of a primary metallic element and one or more intentionally added other ele- This article has been peer-reviewed by two professionals. ments. These mixtures of elements are called alloys. Stainless steels are alloys, as are brasses (copper + zinc), bronzes (copper + tin), the many alu- INTRODUCTION better understanding of stainless minum alloys, and many other me- Worldwide, in industry, in busi- steels, especially to the non-metal- tallic materials. In general, solid ness and in the home, metals called lurgist. metals and alloys consist of randomly stainless steels are used daily. It is Industries are concerned with oriented grains that have a well-de- important to understand what these integrity of equipment and product fined crystalline structure, or lattice, materials are and why they behave purity. To achieve these, stainless within the grains. In stainless steels, the way they do. This is especially steels are often the economical and the crystalline structures within the true because the word “stainless” is practical materials of choice for pro- grains have been given names such as itself somewhat of a misnomer; these cess equipment. However, before ferrite, austenite, martensite, or a materials can stain and can corrode intelligent decisions can be made mixture of two or more of these. -

Carbon Steel
EN380 12-wk Exam Solution Fall 2019 Carbon Steel. 1. [19 pts] Three compositions of plain carbon steel are cooled very slowly in a turned-off furnace from ≈ 830◦C (see phase diagram below). For each composition, the FCC grains of γ−austenite (prior to transformation) are shown in an optical micrograph of the material surface. Sketch and label the phases making up the microstructures present in the right hand micrograph just after the austenite has completed transformation (note: the gray outlines of the prior γ grains may prove helpful). (a) [4 pts] C0 = 0:42% C (by wt). 830◦C 726◦C EN380 12-wk Exam Solution Page 1 Fall 2019 EN380 12-wk Exam Solution Fall 2019 (b) [4 pts] C0 = 0:80% C (by wt). 830◦C 726◦C (c) [4 pts] C0 = 1:05% C (by wt). 830◦C 726◦C (d) [7 pts] For the composition of part (c), C0 = 1:05% C (by wt), calculate the fraction of the solid that is pearlite at 726◦C. CF e3C − C0 6:67% − 1:05% Wpearlite = Wγ at 728◦C = = = 95:74% Pearlite CF e3C − Cγ 6:67% − 0:8% EN380 12-wk Exam Solution Page 2 Fall 2019 EN380 12-wk Exam Solution Fall 2019 2. [11 pts] Write in the correct term for each of the following related to carbon steels[1 pt each] (terms will be used exactly once): This material features carbon content in excess of Cast Iron 2:0% and is known for its excellent hardness, wear resistance, machinability and castability. -

Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp
Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp. ABSTRACT CUE HARONESS HARONESS CUE OEtrM A new process for manufacturing high- OISTRIBUTION --E CORE HARONESS strength gears has been developed to meet the requirement of automobile transmission minia- r turization. The points of the process are to GRAIN SIZE increase the shot peening intensity and to MICROSTRUCTURE perform optimal control of the initial (before FATIGUE CARBIOES shot peening) microstructure by heat treatment STREMGTH MON-MARTEMSITIC corresponding with the peening intensity in OEFEtTS -r SURFACEUOU-METALLIC LAYER order to obtain higher residual compressive IuCLUSlONS stress. INTERGRANULAR i TOUGHMESS The new process, named Carbonitriding and Hard Shot Peening in Mazda, brings a much RESlOUAL COYIRESIVE STRESS higher fatigue strength than the one obtained by the conventional carburizing and shot peening process. Fig. 1 METALLURGICAL FACTORS AFFECTING ON THE FATIGUE STRENGTH OF GEARS 1. Introduction A higher drivability, stability in therefore, it is necessary to set a suitable driving, and fuel efficiency are required for i~ardnessdistribution by heat treatment using automobiles and the new systems to meet these clean material. However, in order to augment requirements have been developed. This can the fatigue strength furthermore, it is nec- be seen, for example, in multi-valve system, essary to make use of residual compressive super charging in engines, 4 WD or 4 WS, etc. stress more positively. In addition, the height of engine hood has For enlargement of the residual compressive been lowered in body designing for reducing stress, it is most effective to increase the air resistance.