A Simplified Guide to Heat Treating Tool Steels
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Troubleshooting Decorative Electroplating Installations, Part 5
Troubleshooting Decorative Electroplating Installations, Part 5: Plating Problems Caused Article By Heat & Bath Temperature Fluctuations by N.V. Mandich, CEF, AESF Fellow Technical Technical In previous parts of this series, emphasis was given The fast-machining steels must then be carburized to troubleshooting of the sequences for pre-plating or case-hardened to obtain a surface with the hardness and electroplating over metals, Parts 1 and 2;1 required to support the top chromium electroplate. the causes, symptoms and troubleshooting for Case hardening is the generic term covering several pores, pits, stains, blistering and “spotting-out” processes applicable to steel or ferrous alloys. It changes phenomena, Part 3;2 and troubleshooting plating on the surface composition of the top layer, or case, by plastic systems, Part 4.3 Here in Part 5, causes and adsorption of carbon, nitrogen or a mixture of the two. some typical examples of problems that occur in By diffusion, a concentration gradient is created. The electroplating as a result of a) thermal, mechanical heat-treatments and the composition of the steel are surface treatments, b) the metallurgy of the part to additional variables that should be addressed and taken be plated or c) effects of plating bath temperature into account in the electroplating procedure. on plating variables and quality of the deposits When discussing the effect of heat-treatment on are discussed. subsequent electroplating processes it is necessary to zero in on the type of heat-treatment involved. We Nearly every plater has at one time or another had the can defi ne the heat-treatment process as changing the experience of trying to plate parts that simply would characteristics of the parts by heating above a certain not plate. -

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes (In Two Parts)
PLEASE DO NOT REMOVE FRCM LIBRARY REPORT OF INVESTIGATIONS/1995 Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes (In Two Parts) 1. Design Criteria and Description of Integrated Waste Lk3 dt.!H':.(ll J '; Mil .~ " Treatment Facility f $ 1 ;~ *.,;;::wr')oMFp.·:~ '" ,,~ ~~f . \N," 00<?0 ,- , l By L. L. Oden, W. K. O'Connor, P. C. Turner, and A. D. Hartman UNITED STATES DEPARTMENT OF THE INTERIOR BUREAU OF MINES u.s. Department of the Interior Mission Statement As the Nation's principal conservation agency, the Department of the Interior has responsibility for most of our nationally-owned public lands and natural resources. This includes fostering sound use of our land and water resources; protecting our fish, wildlife, and biological diversity; preserving the environmental and cultural values of our national parks and historical places; and providing for the enjoyment of life through outdoor recreation. The Department assesses our energy and mineral resources and works to ensure that their development is in the best interests of all our people by encouraging stewardship and citizen participa tion in their care. The Department also has a major responsibility for American Indian reservation communities and for people who live in island territories under U.S. administration. Cover. ThenntJl waste tret1lment facility. T- ~---------- ~1 H Report of Investigations 9528 'I Evaluation of the Three-Phase, Electric Arc Melting Furnace for Treatment of Simulated, Thermally Oxidized Radioactive and Mixed Wastes !' ( (In Two Parts) 1. Design Criteria and Description of Integrated Waste Treatment Facility By L. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -
Crucible A2 Data Sheet
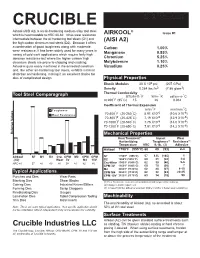
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

UDDEHOLM STAVAX® ESR © UDDEHOLMS AB No Part of This Publication May Be Reproduced Or Transmitted for Commercial Purposes Without Permission of the Copyright Holder
UDDEHOLM STAVAX® ESR © UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties of the products described or a warranty for fitness for a particular purpose. Classified according to EU Directive 1999/45/EC For further information see our “Material Safety Data Sheets”. Edition 11, 05.2013 The latest revised edition of this brochure is the English version, SS-EN ISO 9001 which is always published on our web site www.uddeholm.com SS-EN ISO 14001 UDDEHOLM STAVAX ESR UDDEHOLM STAVAX ESR Uddeholm Stavax ESR is a premium stainless mould steel for small and medium inserts and cores. Uddeholm Stavax ESR combines corrosion and wear resistance with excellent polishability, good machinability and stability in hardening. Mould maintenance requirement is reduced by assuring that core and cavity surfaces retain their original finish over extended operating periods. When compared with non stainless mould steel, Uddeholm Stavax ESR offers lower production costs by maintaining rust free cooling channels, assuring consistent cooling and cycle time. This classic stainless tool steel is the right choice when rust in production is unacceptable and where requirements for good hygiene are high, as within the medical industry, optical industry and for other high quality transparent parts. Uddeholm Stavax ESR is a part of the Uddeholm Stainless Concept 3 UDDEHOLM STAVAX ESR General Applications Uddeholm Stavax ESR is a premium grade Uddeholm Stavax ESR is recommended for all stainless tool steel with the following proper- types of moulding tools and its special proper- ties: ties make it particularly suitable for moulds •good corrosion resistance with the following demands: •excellent polishability • Corrosion/staining resistance, i.e. -

Aluminum Alloy AA-6061 and RSA-6061 Heat Treatment for Large Mirror Applications
Utah State University DigitalCommons@USU Space Dynamics Lab Publications Space Dynamics Lab 1-1-2013 Aluminum Alloy AA-6061 and RSA-6061 Heat Treatment for Large Mirror Applications T. Newsander B. Crowther G. Gubbels R. Senden Follow this and additional works at: https://digitalcommons.usu.edu/sdl_pubs Recommended Citation Newsander, T.; Crowther, B.; Gubbels, G.; and Senden, R., "Aluminum Alloy AA-6061 and RSA-6061 Heat Treatment for Large Mirror Applications" (2013). Space Dynamics Lab Publications. Paper 102. https://digitalcommons.usu.edu/sdl_pubs/102 This Article is brought to you for free and open access by the Space Dynamics Lab at DigitalCommons@USU. It has been accepted for inclusion in Space Dynamics Lab Publications by an authorized administrator of DigitalCommons@USU. For more information, please contact [email protected]. Aluminum alloy AA-6061 and RSA-6061 heat treatment for large mirror applications T. Newswandera, B. Crowthera, G. Gubbelsb, R. Sendenb aSpace Dynamics Laboratory, 1695 North Research Park Way, North Logan, UT 84341;bRSP Technology, Metaalpark 2, 9936 BV, Delfzijl, The Netherlands ABSTRACT Aluminum mirrors and telescopes can be built to perform well if the material is processed correctly and can be relatively low cost and short schedule. However, the difficulty of making high quality aluminum telescopes increases as the size increases, starting with uniform heat treatment through the thickness of large mirror substrates. A risk reduction effort was started to build and test a ½ meter diameter super polished aluminum mirror. Material selection, the heat treatment process and stabilization are the first critical steps to building a successful mirror. In this study, large aluminum blanks of both conventional AA-6061 per AMS-A-22771 and RSA AA-6061 were built, heat treated and stress relieved. -

A Study of the Optimum Quenching Temperature of Steels with Various Hot Rolling Microstructures After Cold Rolling, Quenching and Partitioning Treatment
metals Article A Study of the Optimum Quenching Temperature of Steels with Various Hot Rolling Microstructures after Cold Rolling, Quenching and Partitioning Treatment Bin Chen 1,2,3, Juhua Liang 2,3, Tao Kang 2,3, Ronghua Cao 2,3, Cheng Li 2,3, Jiangtao Liang 2,3, Feng Li 2,3, Zhengzhi Zhao 2,3,* and Di Tang 2,3 1 Institute of Engineering Technology, University of Science and Technology Beijing, Beijing 100083, China; [email protected] 2 Collaborative Innovation Center of steel Technology, University of Science and Technology Beijing, Beijing 100083, China; [email protected] (J.L.); [email protected] (T.K.); [email protected] (R.C.); [email protected] (C.L.); [email protected] (J.L.); [email protected] (F.L.); [email protected] (D.T.) 3 Beijing Laboratory for Modern Transportation Advanced Metal Materials and Processing Technology, University of Science and Technology Beijing, Beijing 100083, China * Correspondence: [email protected]; Tel.: +86-10-6233-2617 Received: 4 June 2018; Accepted: 24 July 2018; Published: 26 July 2018 Abstract: Quenching and partitioning (Q&P) processes were applied to a cold-rolled high strength steel (0.19C-1.26Si-2.82Mn-0.92Ni, wt %). The effects of the prior hot-rolled microstructure on the optimum quenching temperature of the studied steels were systematically investigated. The microstructure was analyzed by means of transmission electron microscope (TEM), electron backscatter diffraction (EBSD) and X-ray diffraction (XRD). Compared with the ferrite pearlite mixture matrix, the lower martensite start (Ms) temperature and smaller prior austenite grain size in the cold-rolled martensite matrix are the main reasons for the optimum quenching temperature shifting to a lower temperature in the Q&P steels. -
Chromium Martensitic Hot-Work Tool Steels Hot-Work Tool Steels Division for Engineering Sciences, Physics and Mathematics Department of Materials Engineering
Chromium martensitic Sjöström Johnny hot-work tool steels Division for Engineering Sciences, Physics and Mathematics Department of Materials Engineering Chromium martensitic hot-work tool steels martensitic hot-work Chromium Chromium martensitic hot-work tool steel (AISI H13) was developed to endure the severe conditions of high temperature metal forming operations such as die cast- ing, hot rolling, extrusion and hot forging. The mechanical properties are high and strongly connected to the microstructure and have been improved over the years by Johnny Sjöström alloying and heat treatment. Damages still occur and one of the most common failure mechanisms is thermal fatigue. In this thesis the thermal fatigue damage on hot forming tools has been studied. Several types of hot work tools steels have been experimentally tested and the mi- crostructural changes during thermal fatigue have been evaluated. The tool material behaviour has also been simulated to support the integration of die design, tool steel properties and use. Chromium martensitic The general aim of this thesis is to increase the knowledge of the chromium martensitic hot-work tool steel damage, performance and microstructure. hot-work tool steels – damage, performance and microstructure Karlstad University Studies Karlstad University Studies ISSN 1403-8099 2004:52 ISBN 91-85335-21-5 Johnny Sjöström Chromium martensitic hot-work tool steels – damage, performance and microstructure Karlstad University Studies 2004:52 Johnny Sjöström. Chromium martensitic hot-work tool steels -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr.