BOBBIN MATERIALS ISO 9001 Certifi Ed
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Module V – Blow and Transfer Molding
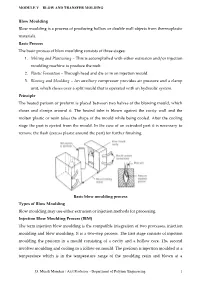
MODULE V – BLOW AND TRANSFER MOLDING Blow Moulding Blow moulding is a process of producing hollow or double wall objects from thermoplastic materials. Basic Process The basic process of blow moulding consists of three stages: 1. Melting and Plasticising – This is accomplished with either extrusion and/or injection moulding machine to produce the melt. 2. Plastic Formation – Through head and die or in an injection mould. 3. Blowing and Moulding – An auxiliary compressor provides air pressure and a clamp unit, which closes over a split mould that is operated with an hydraulic system. Principle The heated parison or preform is placed between two halves of the blowing mould, which closes and clamps around it. The heated tube is blown against the cavity wall and the molten plastic or resin takes the shape of the mould while being cooled. After the cooling stage the part is ejected from the mould. In the case of an extruded part it is necessary to remove the flash (excess plastic around the part) for further finishing. Basic blow moulding process Types of Blow Moulding Blow moulding may use either extrusion or injection methods for processing. Injection Blow Moulding Process (IBM) The term injection blow moulding is the compatible integration of two processes, injection moulding and blow moulding. It is a two-step process. The first stage consists of injection moulding the preform in a mould consisting of a cavity and a hollow core. The second involves moulding and cooling in a follow-on mould. The preform is injection moulded at a temperature which is in the temperature range of the moulding resin and blown at a D. -

Sample Pages Plastics Technology
Sample Pages Plastics Technology Christian Bonten ISBN (Book): 978-1-56990-767-2 ISBN (E-Book): 978-1-56990-768-9 For further information and order see www.hanserpublications.com (in the Americas) www.hanser-fachbuch.de (outside the Americas) © Carl Hanser Verlag, München Preface Immediately after I started working at the University of Stuttgart in late summer 2010, I revised the course “Fundamentals of Plastics Technology” with the help of my scientific staff. Since then, this important course has been held unchanged in Stuttgart for a long time. During the revision we not only updated figures and contents, but also gave the course a new structure, which I – inspired by didactic seminars of the German University Association – consider more contemporary. Numerous film sequences used in the lectures enable the students to understand the contents more quickly and deeply. I am convinced that the students in my course become well equipped with a comprehensive, fundamental knowledge of plastics and plastics technology for their upcoming professional life. If students want to deepen their knowledge of the subject, they can do so in the three main areas of “Materials Engineering”, “Processing Technology”, and “Product Engi- neering” in other courses later on. This introductory and fundamental lecture series in Stuttgart is an elective course with four lessons per week for master students of process engineering, mechanical engineering (e. g. production engineering, automotive engineering), materials sci- ence, as well as of technology management. The course is actually aimed at techni- cally educated students, but in the meantime non-technical students (economics, environmental issues) choose the course as well. -

Transfer Molding
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Transfer Molding To improve on the compression molding process and mold parts with geometries that compression molding is unable to produce, a second method of processing thermoset molding materials was developed - Transfer Molding. The mold consists of a chamber called a transfer pot (also known as a transfer or shooting cylinder). It is separated from, but connected to the cavities by way of runners and gates. There are two methods of transfer molding; top transfer and bottom transfer. In “Top Transfer Molding” the mold is closed and fully clamped; then the material shot placed into the transfer pot. In “Bottom Transfer Molding” the mold is fully open and the shot of material is placed into the transfer pot. The material is usually in the form of preheated compacted pills called preforms. In the case of BMC products, the material will be loaded into the transfer pot as a log. Lastly, the transfer cylinder pushes the material out of the transfer pot through the runners and gates and into the cavities. The cylinder is held in under pressure and the mold is kept closed long enough to cure the parts. Typical pressure on the transfer cylinder is about 800 - 1,000 psi (5.5 - 6.9 MPa) and the transfer time should be from 3 - 8 seconds. This means that the parts are held in the mold until they can be removed without blistering subsequent to removal. -

110 6.1 Plastics Processing Techniques
110 6.1 PLASTICS PROCESSING TECHNIQUES - III L T P 4 - 4 RATIONALE After fabrication of the product post processing operations are necessary to make the product commercially presentable. Finishing and other decorating and printing operations are instrumental in enhancing the aesthetics and visual appeal of the product. The emphasis is given especially on printing, lamination, coating techniques, compression and transfer moulding and rotational moulding. DETAILED CONTENTS 1. Compression Molding (12 hrs) General principles and working of compression molding machine. Types of compression molding machine – hand operated, automatic, single and multi daylight machines, bulk factor, preheating of molds, cycle time ,process variables and their control. Effect of process variables on product properties, compression molding of Semiconductor and DMC compound and composites, common faults and their remedies. 2. Transfer Molding (10 hrs) Principles of transfer molding. Types of transfer molding machines, molding cycle, theoretical calculation of line pressure, injection ram pressure, clamping pressure, pot capacity, heating requirements, faults: causes and remedies, spray up technique, resin transfer molding, filament winding. 3. Introduction to Pultrusion, hand lay up technique, Importance of (04 hrs) Pultrusion 4. Forming (08 hrs) Basic principles, method of forming – straight forming, free forming, plug assist forming, drape forming, matched mold forming, slip forming, snap back forming, reverse draw forming, thermo forming and vacuum forming, limitations and advantages of forming, materials for forming, types of heating systems, faults: causes and their remedies 5. Casting (06 hrs) Introduction, casting of PMMA, unsaturated polyesters and phenolic resins, casting of Biopolymers 111 6. Calendering (06 hrs) Introduction to calendering, types of calenders, advantages, limitations of calendering over other techniques and major applications of calendaring, coating of calendaring, surface finishing. -

2005 Injection Molded & Micro Fabrication Electronic Packaging
2005 INJECTION MOLDED & MICRO FABRICATION ELECTRONIC PACKAGING Dr. Ken Gilleo ET-Trends LLC Warwick, RI Dennis Jones Matrix, Inc. Providence, RI Abstract Thermoset epoxies, discovered nearly 80 years ago, remain the workhorse plastic for electronic packaging and printed circuit boards, but this could change with increasing technical, economic and regulatory demands. Modern halogen-free thermoplastics now boast superior properties and highly automated high-efficiency high-volume processes. Injection molding can readily produce intricate 3D structures suitable for electronic component packaging and 3D molded circuits. Although there is a well-established packaging infrastructure tied to thermoset epoxies there is a much larger world-wide manufacturing base that excels in thermoplastics. Nearly 16-billion pounds of thermoplastics are molded into various parts each year in the USA alone; 30 times higher than for epoxies. We believe that the time is right for adding thermoplastic packages, interconnects and circuitry to 21st century electronics. This paper will discuss concepts, novel designs, new processes and the advancements for injection molded packaging and highlight their impressive attributes; the lowest moisture uptake, the fastest processing and the highest stability in the world of polymers. While MEMS (Micro-Electro-Mechanical Systems) packaging will be a central theme, general component packaging will also be discussed including power packages and digital camera modules. The discussion will include the development of new BGA concepts that utilize automatic insert-molding of tiny metal balls to create the 1st (to chip) and 2nd level (to circuit board) interconnect system. Assembly topics will cover package sealing methods that include laser welding. New Multi-Chip Package (MCP) ideas based on insert-molded flexible circuitry will be described that could find use in stackable designs. -

Lecture 7. Plastic Part Manufacture, Injection Molding in the Last 30 Years, Plastics Have Become the Most Dominant Engineering Material for Most Products
1 Lecture 7. Plastic Part Manufacture, Injection Molding In the last 30 years, plastics have become the most dominant engineering material for most products. We take a brief look at the most common types of plastics, and how they are processed. All plastics are polymers; these polymers are further divided into two basic types: thermoplastics and thermosets. Thermoplastics melt when heated – so they can be melted and re-formed again and again. Thermosets harden when they are heated, if heated further, they will break down chemically and lose their properties. Some thermosets have properties very similar to rubber, and are used as synthetic rubber; they are categorized as elastomers. Here are some typical plastics and their uses: Thermosets General properties: more durable, harder, tough, light. Typical uses: automobile parts, construction materials. Examples: • Unsaturated Polyesters: lacquers, varnishes, boat hulls, furniture • Epoxies and Resins: glues, coating of electrical circuits, composite materials like fiberglass used in helicopter blades, boats etc Elastomers General properties: these are thermosets, and have rubber-like properties. Typical uses: medical masks, gloves, rubber-substitutes Examples: • Polyurethanes: mattress, cushion, insulation, toys • Silicones: surgical gloves, oxygen masks in medical and other applications, joint seals,… Thermoplastics General properties: low melting point, softer, flexible. Typical uses: bottles, food wrappers, toys, … Examples: • Polyethylene: packaging, electrical insulation, milk and water -

THERMOFORMING Over 50 Years of Thermoforming Experience
AN INTRODUCTION TO THERMOFORMING Over 50 Years of Thermoforming Experience Placon provides high-quality, custom thermoformed packaging solutions for consumer, industrial, food, and medical products. With over 50 years of thermoforming design and manufacturing experience, you can trust that Placon’s award-winning design and engineering teams will deliver the best packaging solution for your product no matter what industry you are in. Using state of the art design software and a collaborative new product innovation process, our team specializes in delivering a distinctive package that will meet your business objectives on time and within budget. Placon has a reputation in the industry for delivering the highest quality products. We offer: • ISO9001 certification • ISO13485 certification (Elkhart, IN) • ISO14001 compliant • AIB certification (Madison, WI) • SQF certification (West Springfield, MA) • GMP compliant We have multiple clean rooms to serve you: • Elkhart, IN • Plymouth, MN • Madison, WI Team up with us and you’ll benefit from: • More than 250 combined years of design experience with over 700 employees • Exceptional customer service • Rapid prototyping and production-quality samples • In-house tooling and matched-metal thermoforming • Validation process expertise with strict quality control standards (for medical packaging) Continuously setting the bar in plastic packaging solutions, we’re committed to quality with a deep integrity in all that we do. We create packaging breakthroughs that inspire better engagement between people and products. 2 CALL 800.541.1535 TO PLACE AN ORDER Table of Contents 04 WHAT IS THERMOFORMING? 08 COMMONLY USED MATERIALS 11 CONDUCTIVE/ANTISTATIC PRODUCTS 12 TYPES OF STERILIZATION 14 SEALING TECHNIQUES 16 PRODUCT DEVELOPMENT 20 MANUFACTURING ENVIRONMENT 22 ACRONYM INDEX 23 GLOSSARY 24 DATA TABLES PLACON.COM 3 WHAT IS THERMOFORMING? Thermoforming is a process that involves heating a flat sheet of plastic until it is soft enough to mold. -
A Study on the Effects of the Processing Parameters on the Flatness Quality of Blown Films Using Laser Triangulation
SPE ANTEC 2019 Detroit, Michigan, USA 18-21 March 2019 Volume 1 of 2 ISBN: 978-1-7138-0198-6 Printed from e-media with permission by: Curran Associates, Inc. 57 Morehouse Lane Red Hook, NY 12571 Some format issues inherent in the e-media version may also appear in this print version. Copyright© (2019) by the Society of Plastics Engineers All rights reserved. Printed with permission by Curran Associates, Inc. (2020) For permission requests, please contact the Society of Plastics Engineers at the address below. Society of Plastics Engineers 100 Reserve Road, Suite B-310 Danbury, CT 06810 USA Phone: (203) 740-5400 Fax: (203) 740-5405 [email protected] Additional copies of this publication are available from: Curran Associates, Inc. 57 Morehouse Lane Red Hook, NY 12571 USA Phone: 845-758-0400 Fax: 845-758-2634 Email: [email protected] Web: www.proceedings.com TABLE OF CONTENTS VOLUME 1 A STUDY ON THE EFFECTS OF THE PROCESSING PARAMETERS ON THE FLATNESS QUALITY OF BLOWN FILMS USING LASER TRIANGULATION............................................................................1 C. Hopmann, C. Bakir INVESTIGATION OF THE FOAMABILITY AND RESULTING MECHANICAL PROPERTIES OF FOAMED THERMOPLASTIC ELASTOMERS ........................................................................................................6 C. Hopmann, Y. Zhang 20 YEARS OF DEVELOPMENTS IN PROCESS AND EQUIPMENT TRENDS - WHAT'S NEXT? ...................... 11 J. Holbrook NOVEL FLAME RETARDANTS BASED ON IONIC LIQUIDS FOR PMMA, PC AND TPU PLASTICS............................................................................................................................................................................ 32 Y. Xu VISCOELASTIC EFFECT ON THE WARPAGE PREDICTION ACCURACY AND EXPERIMENTAL VALIDATION IN INJECTION MOLDING................................................................................... 37 C.-T. Huang, P.-H. Chen, Y.-H. Hsu, W.-R. Jong, R.-Y. Chang PVDF INJECTION MOLDING – STANDARD GUIDELINES AND NEW TECHNOLOGIES............................... -

Transfer Molding
Issue 39 September 2012 Transfer Molding By Christopher Henderson In this article we will provide an overview of the transfer mold - ing process. The transfer molding process is the most common method for packaging components, although in recent years engi - neers have begun using other techniques. We’ll discuss how to per - Page 1 Transfer Molding form transfer molding, and issues associated with the process. This section is divided into five sub-sections. We’ll begin with Page 6 Technical Tidbit an overview of the molding process, followed by an overview of the equipment and materials. Next we’ll discuss the materials proper - Page 7 Ask the Experts ties that are important to the mold compound. We’ll end with a couple of statements about future mold compound materials. Page 8 Spotlight on our Molding is the process of encapsulating the device in hard plas - Courses: Acoustic tic material. Transfer or injection molding is the most widely used Microscopy molding process in the semiconductor industry because of its capa - Webinar bility to mold small parts with complex features. In this process, the molding compound is first preheated prior to its loading into the Page 11 Upcoming Courses molding chamber (see Figure 1). After pre-heating, the mold com - pound is forced by a hydraulic plunger into the pot where it reaches the melting temperature and becomes fluid. The plunger continues to force the fluid mold compound into the runners of the mold chase. These runners serve as canals where the fluid mold com - pound travels until it reaches the mold cavities, which contain the leadframes or BGA substrates for encapsulation. -

Economic Impact Analysis of the Final Reinforced Plastics NESHAP
United States Office Of Air Quality Environmental Protection Planning And Standards August 2002 Agency Research Triangle Park, NC 27711 FINAL REPORT Air Economic Impact Analysis of the Final Reinforced Plastics NESHAP Final Report EPA 452/R-02-007 August 2002 Economic Impact Analysis of the Final Reinforced Plastics NESHAP By: Brooks M. Depro Mark C. Buckley Tayler H. Bingham Center for Regulatory Economics and Policy Research RTI Research Triangle Park, NC 27709 Prepared for: Tyler J. Fox U.S. Environmental Protection Agency Office of Air Quality Planning and Standards Innovative Strategies and Economics Group (MD-C339-01) Research Triangle Park, NC 27711 EPA Contract No. 68-D-99-024 RTI Project No. 7647.003.271 Tom Curran, Director U.S. Environmental Protection Agency Office of Air Quality Planning and Standards Office of Air and Radiation Research Triangle Park, NC 27711 This report has been reviewed by the Emission Standards Division of the Office of Air Quality Planning and Standards of the United States Environmental Protection Agency and approved for publication. Mention of trade names or commercial products is not intended to constitute endorsement or recommendation for use. Copies of this report are available through the Library Services (MD-C267-01), U.S. Environmental Protection Agency, Research Triangle Park, NC 27711, or from the National Technical Information Services 5285 Port Royal Road, Springfield, VA 22161. CONTENTS Section Page 1 Introduction .................................................... 1-1 1.1 Organization of the Report ................................... 1-1 2 Industry Profile .................................................. 2-1 2.1 Production ............................................... 2-3 2.1.1 Material Inputs ...................................... 2-5 2.1.1.1 Plastic Resins .............................. -

Welding Thermoplastic Composites
Welding thermoplastic composites Multiple methods advance toward faster robotic welds using new technology for increased volumes and larger aerostructures. By Ginger Gardiner / Senior Editor » Unlike composites made with a thermoset matrix, thermoplastic composites (TPCs) require neither complex chemical reactions nor lengthy curing processes. Thermoplastic prepregs require no refrig- eration, offering practically infinite shelf life. The polymers used in aerospace TPCs — polyphenylene sulfide (PPS), polyetherimide (PEI), polyetheretherketone (PEEK), polyetherketoneketone (PEKK) and polyarylketone (PAEK) — offer high damage toler- ance in finished parts, as well as moisture and chemical resistance and, thus, do not degrade in hot/wet conditions. And they can be remelted, promising benefits in repair and end-of-life recyclability. But perhaps the greatest driver for TPC use in developing aircraft is the ability to join components via fusion bonding/welding. It Induction welded window frame for TPC fuselage presents an attractive alternative to the conventional methods — This compression molded short CF/PPS reinforcement ring, induction welded to mechanical fastening and adhesive bonding — used to join ther- a TenCate CF/PPS CETEX skin by KVE Composites (Den Haag, The Netherlands), moset composite (TSC) parts. demonstrates how window frames could be assembled in future TPC airframes. As defined in the widely cited paper, “Fusion Bonding/Welding Source | KVE Composites / Photo | Ginger Gardiner 50 SEPTEMBER 2018 CompositesWorld Welding ThermoplasticsNEWS FIG. 1 Advanced Thermoplastic Composite Welding Technologies of Thermoplastic Composites,” by Ali Yousefpour, National Resistance welding Research Council Canada (Ottawa, ON, Canada), “The process of Along with KVE Composites Group (The Hague, The Nether- fusion-bonding involves heating and melting the polymer on the lands), GKN Fokker is an acknowledged leader in TPC welding bond surfaces of the components and then pressing these surfaces development (see Learn More, p. -

Transfer Molding
Transfer Molding • Transfer molding process combines the principle of compression and transfer of the polymer charge. • Resin is transferred from the transfer pot to the mold. • No extra pressure is required. Plastic Products | S6 Polymer Technology 1 April 2020 Transfer Molding Process Plastic Products | S6 Polymer Technology 2 April 2020 Transfer Molding Process • The required amount of resin is weighted and inserted into the transfer pot before the molding process. • The resin is preheated in the transfer pot. • The transfer pot is heated by the heating elements above the melting point of the resin. Plastic Products | S6 Polymer Technology 3 April 2020 Transfer Molding Process • This allows a faster flow of material through the sprue into the mold cavity. • A plunger is used to push the material from the transfer pot through sprue into the mold cavity. Plastic Products | S6 Polymer Technology 4 April 2020 Transfer Molding Process Cont.. • A “piston and cylinder” arrangement is built in the transfer pot so that the resin is squirted into the mold cavity through a sprue. • The mold is held closed until the resin gets cured. • The mold cavity is opened and the molded part can be removed with the help of ejector pin. Plastic Products | S6 Polymer Technology 5 April 2020 Transfer MoldingAnimation https://www.youtube.com/watch?v=Lp7go_TMe 28 Plastic Products | S6 Polymer Technology 67 April 2020 Process Parameters • Heating time • Melting temperature of the charge • Applied pressure • Cooling time Plastic Products | S6 Polymer Technology 7 April 2020 Materials Used Generally, thermosets (such as epoxy, polyester, phenol-formaldehyde, vinyl ester, and silicone) are processed by transfer molding process, but certain thermoplastic materials can also be processed.