Economic Impact Analysis of the Final Reinforced Plastics NESHAP
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Preheat Compression Molding Startup Procedure for Granular Polyester Molding Compounds
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Preheat Compression Molding Startup Procedure for Granular Polyester Molding Compounds Prior to setting a mold into a press, it is necessary to first determine that the mold will fit in between the tie bars of the intended press. Once this is determined and before installation begins, the minimum clamp tonnage for the mold must be calculated. A couple reasons for the need to determine proper clamp tonnage are: Insufficient clamping force may lead to parts having unacceptable dimensions such as being too thick because the press may not have sufficient clamp tonnage to force the material throughout the cavity(s) Potential mold damage from installing a mold that is too small for a press. Example: A mold that requires only 75T of clamp force is installed into a 400T press with non- adjustable clamp force may be damaged from too high of clamp pressure. To determine the correct tonnage, multiply the projected area of the part at the parting line by 4,000-6,000 psi (27.6 - 41.4 MPa.). Example: A part having a 12” diameter requires a minimum clamp pressure of 226T (2T/in2) This can be calculated from the following formula: 2 2 Clamp tonnage required = r * π * T/in 2 2 6” * 3.1416 * 2(T/in ) = 226 tons of clamp pressure Once a mold has been matched with a press and is installed in that press, a standard procedure should be followed to begin molding parts. -

Pressing /Forming
FRIMO. HIGH TECH AND HIGH PASSION. LIGHTWEIGHT SOLUTIONS FOR DIFFICULT TASKS. PRESSING/FORMING TECHNOLOGY | PRESSING/FORMING A STRONG COMBINATION RESULTS IN MAKE THE FUTURE LIGHT WITH FRIMO INNOVATIVE LIGHTWEIGHT SOLUTIONS. COMPOSITE TECHNOLOGIES. Fiber composites are essential to modern lightweight con- posite part production relies heavily on higher productivity struction because they can be customized in many ways. and lower process costs. The potential is driven by choosing This results in a number of requirements for processing an appropriate production concept, and our core business is Why FRIMO? Your advantages: these composites economically. Using our extensive experi- finding ways to save materials and processing thermoplastic ence in the complete process, we are able to offer the best and duroplastic composites profitably. Thermoplastic organo One Stop, All Services for all possible production solutions according to your part and pro- sheets or natural fiber mats offer unique opportunities to in- composite technologies ject requirements. tegrate functional elements and shorten cycle times through Manual to fully-automated intelligent process combinations. We have innovative solu- production solutions No longer just for the aerospace industry or race cars, tions for producing fiber-reinforced structural components composites are now used in a variety of applications. In the with a duroplastic matrix in RTM or wet compression pro- Solutions for small to large parts automotive industry, electro-mobility and the increasing cesses, as well as solutions for the accompanying preform in low or high volumes requirements for sustainability and efficiency are driving production. Process validation with trials factors. FRIMO equipment is already being used successfully in the FRIMO TechCenter in series production for composite structural components Minimum weight and maximum performance can go hand- such as monocoques, roof frames, wheel rims, and springs. -

Content Extent, Ainico Alloys Are Used As Magnetic Powder
Materials Services | Materials Germany Plastic-bonded NdFeB magnets Product information Plastic-bonded magnets are particle composites with perma- nent-magnet powder embedded in a plastic binder. Hard ferrite (HF), various SmCo and NdFeB powders and, to a very little Content extent, AINiCo alloys are used as magnetic powder. For embed- ding the magnetic particles thermoplastic binders as, for 01 Short introduction instance, polyamide (PA) or polyphenylene sulfide (PPS) and 02 Magnet shapes Delivery program duroplasts like epoxy resins are used. Magnetic properties 03 Demagnetizing curves 04 Mechanical properties Depending on the material composition and production process Chemical resistance isotropic and anisotropic magnets with differing magnetic and Production mechanical specifications are available. Since not only the type Temperature behavior of magnet or plastic material but also the filling and alignment degree determine the composite’s properties widely varying magnetic parameters and an outstanding variety in types and shapes arise. The rigid plastic-bonded magnets have two production pro- cesses. Injection molding is the most frequently used. Compres- sion molding is used especially for plastic-bonded rare-earth magnets. Materials Services | Materials Germany | Product information Plastic-bonded NdFeB magnets 2 Magnet shapes Delivery program One of the essential advantages of plastic-bonded magnets is Our range comprises a wide selection of plastic-bonded NdFeB their shaping variety as a result of injection molding. The ther- materials with differing magnetic properties. They permit material moplastic grades manufactured by injection molding offer easy selection tailored to individual application requirements. We look possibilities of direct embedding into other structural parts, e.g. forward to advising you in detail. -
Module V – Blow and Transfer Molding
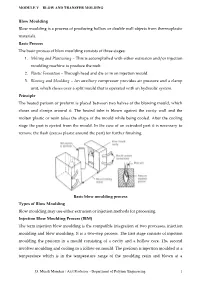
MODULE V – BLOW AND TRANSFER MOLDING Blow Moulding Blow moulding is a process of producing hollow or double wall objects from thermoplastic materials. Basic Process The basic process of blow moulding consists of three stages: 1. Melting and Plasticising – This is accomplished with either extrusion and/or injection moulding machine to produce the melt. 2. Plastic Formation – Through head and die or in an injection mould. 3. Blowing and Moulding – An auxiliary compressor provides air pressure and a clamp unit, which closes over a split mould that is operated with an hydraulic system. Principle The heated parison or preform is placed between two halves of the blowing mould, which closes and clamps around it. The heated tube is blown against the cavity wall and the molten plastic or resin takes the shape of the mould while being cooled. After the cooling stage the part is ejected from the mould. In the case of an extruded part it is necessary to remove the flash (excess plastic around the part) for further finishing. Basic blow moulding process Types of Blow Moulding Blow moulding may use either extrusion or injection methods for processing. Injection Blow Moulding Process (IBM) The term injection blow moulding is the compatible integration of two processes, injection moulding and blow moulding. It is a two-step process. The first stage consists of injection moulding the preform in a mould consisting of a cavity and a hollow core. The second involves moulding and cooling in a follow-on mould. The preform is injection moulded at a temperature which is in the temperature range of the moulding resin and blown at a D. -

Sample Pages Plastics Technology
Sample Pages Plastics Technology Christian Bonten ISBN (Book): 978-1-56990-767-2 ISBN (E-Book): 978-1-56990-768-9 For further information and order see www.hanserpublications.com (in the Americas) www.hanser-fachbuch.de (outside the Americas) © Carl Hanser Verlag, München Preface Immediately after I started working at the University of Stuttgart in late summer 2010, I revised the course “Fundamentals of Plastics Technology” with the help of my scientific staff. Since then, this important course has been held unchanged in Stuttgart for a long time. During the revision we not only updated figures and contents, but also gave the course a new structure, which I – inspired by didactic seminars of the German University Association – consider more contemporary. Numerous film sequences used in the lectures enable the students to understand the contents more quickly and deeply. I am convinced that the students in my course become well equipped with a comprehensive, fundamental knowledge of plastics and plastics technology for their upcoming professional life. If students want to deepen their knowledge of the subject, they can do so in the three main areas of “Materials Engineering”, “Processing Technology”, and “Product Engi- neering” in other courses later on. This introductory and fundamental lecture series in Stuttgart is an elective course with four lessons per week for master students of process engineering, mechanical engineering (e. g. production engineering, automotive engineering), materials sci- ence, as well as of technology management. The course is actually aimed at techni- cally educated students, but in the meantime non-technical students (economics, environmental issues) choose the course as well. -

Mechanical Properties of Thick Wall, Compression Molded Peek
MECHANICAL PROPERTIES OF THICK WALL, COMPRESSION MOLDED PEEK AT ELEVATED TEMPERATURES A Thesis by DANIEL SCOTT ATTAWAY Submitted to the Office of Graduate and Professional Studies of Texas A&M University in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE Chair of Committee, Terry S. Creasy Co-Chair of Committee, Anastasia Muliana Committee Member, Hung-Jue Sue Head of Department, Andreas A. Polycarpou May 2019 Major Subject: Mechanical Engineering Copyright 2019 Daniel Attaway ABSTRACT The oil-and-gas industry uses PEEK (polyether ether ketone) because PEEK withstands high temperature and pressure. High temperature and pressure typically degrade and enhance—respectively—polymer mechanical properties from the room temperature values. It is important to build a test apparatus that measures PEEK’s mechanical properties under these conditions. This work is the first step in creating such an apparatus by testing thick-wall compression-molded PEEK at elevated temperatures. At room temperature, yield strength was within experimental error between compression molded PEEK samples and injection molded samples at 0.1 s-1 strain rate. More work is needed to compare PEEK’s mechanical properties when using different process methods. ii CONTRIBUTORS AND FUNDING SOURCES Contributors This work was supervised by a thesis committee consisting of Professor Creasy and Professor Muliana of the Department of Mechanical Engineering and Professor Sue of the Department of Materials Science. The samples used in this work were prepared in part by Ruaa Al Mezrakchi of the Department of Mechanical Engineering. All other work conducted for the thesis was completed by the student independently. Funding Sources Graduate study was supported by a teaching assistantship from Texas A&M University and by the Consortium for Advancing Performance Polymers in Energy AppLications (APPEAL). -

Transfer Molding
3518 LAKESHORE ROAD PLASTICS ENGINEERING COMPANY POST OFFICE BOX 758 SHEBOYGAN, WISCONSIN 53082-0758 U.S.A PHONE 920 - 458 - 2121 F A X 920 - 458 - 1923 Transfer Molding To improve on the compression molding process and mold parts with geometries that compression molding is unable to produce, a second method of processing thermoset molding materials was developed - Transfer Molding. The mold consists of a chamber called a transfer pot (also known as a transfer or shooting cylinder). It is separated from, but connected to the cavities by way of runners and gates. There are two methods of transfer molding; top transfer and bottom transfer. In “Top Transfer Molding” the mold is closed and fully clamped; then the material shot placed into the transfer pot. In “Bottom Transfer Molding” the mold is fully open and the shot of material is placed into the transfer pot. The material is usually in the form of preheated compacted pills called preforms. In the case of BMC products, the material will be loaded into the transfer pot as a log. Lastly, the transfer cylinder pushes the material out of the transfer pot through the runners and gates and into the cavities. The cylinder is held in under pressure and the mold is kept closed long enough to cure the parts. Typical pressure on the transfer cylinder is about 800 - 1,000 psi (5.5 - 6.9 MPa) and the transfer time should be from 3 - 8 seconds. This means that the parts are held in the mold until they can be removed without blistering subsequent to removal. -
Plastics Guidebook Cover
PLASTICS INDUSTRY ENERGY BEST PRACTICE GUIDEBOOK Plastics Energy Best Practice Guidebook Provided By: Funding for this guidebook was provided by Focus on Energy. Focus on Energy, a statewide service, works with eligible Wisconsin residents and businesses to install cost-effective energy efficiency and renewable energy projects. We provide technical expertise, training and financial incentives to help implement innovative energy management projects. We place emphasis on helping implement projects that otherwise would not get completed, or to complete projects sooner than scheduled. Our efforts help Wisconsin residents and businesses manage rising energy costs, protect our environment and control the state’s growing demand for electricity and natural gas. With: Science Applications International Corporation Center for Plastic Processing Technology, UW-Platteville Envise, LLC CleanTech Partners, Inc. Tangram Technology Ltd. July 2006 Special thanks to the American Chemistry Council who provided printing and distribution through a grant by the U.S. Department of Energy, administered by CleanTech Partners, Inc. TABLE OF CONTENTS FORWARD ………........................................................................................................ 3 Are you a World Class Energy User?............................................................... 3 What Others Say about the Guidebook............................................................ 3 Development of the Guidebook........................................................................ 4 -

Compression Molding & Bulk Molding Compounds
COMPRESSION MOLDING & BULK MOLDING COMPOUNDS Advanced Composite Materials Selector Guide LIGHTWEIGHT Chopped fiber compression molded composite parts are lighter in weight than aluminum or titanium. COMPLEX PART FABRICATION Compression molding allows design and fabrication of complex shapes in single-shot molding. OPTIMIZED LOAD PATHS Parts can be optimized with ribs and stiffened assemblies to strengthen high-load areas. LIGHTNING PROTECTION Surfaces of external parts can have lightning strike foils incorporated into the surface layer. INTEGRATED FASTENERS Parts can be supplied with integrated fasteners and features. OUR OBJECTIVES Lightweight High-strength Rapid part complex parts structure forming INTRODUCTION Toray Advanced Composites is a world leader in composite material design and development for aerospace, satellite, high performance industrial, and consumer product industries. Toray manufactures chopped thermoset and thermoplastic carbon fiber bulk molding compounds (BMC) for compression molding with standard, intermediate, or high modulus carbon fiber reinforcements available. Toray CCS, a group within Toray Advanced Composites, specializes in the design, tooling, and fabrication of complex compression molded composite parts using BMC. Compression molding using BMC is an enabling technology for the fabrication of complex composite parts for aerostructures, space, and satellites. Compression molding offers an alternative to machining and hand lay-up for intricate geometry components. The process also delivers cost and weight savings by allowing the fabrication of composite parts in high volumes with short cycle times. Special features such as lightning strike foils and integrated fasteners can be designed into the part. The utilization of chopped fiber BMC in compression molded parts often delivers higher strength and lighter weight than the metal parts they replace. -

110 6.1 Plastics Processing Techniques
110 6.1 PLASTICS PROCESSING TECHNIQUES - III L T P 4 - 4 RATIONALE After fabrication of the product post processing operations are necessary to make the product commercially presentable. Finishing and other decorating and printing operations are instrumental in enhancing the aesthetics and visual appeal of the product. The emphasis is given especially on printing, lamination, coating techniques, compression and transfer moulding and rotational moulding. DETAILED CONTENTS 1. Compression Molding (12 hrs) General principles and working of compression molding machine. Types of compression molding machine – hand operated, automatic, single and multi daylight machines, bulk factor, preheating of molds, cycle time ,process variables and their control. Effect of process variables on product properties, compression molding of Semiconductor and DMC compound and composites, common faults and their remedies. 2. Transfer Molding (10 hrs) Principles of transfer molding. Types of transfer molding machines, molding cycle, theoretical calculation of line pressure, injection ram pressure, clamping pressure, pot capacity, heating requirements, faults: causes and remedies, spray up technique, resin transfer molding, filament winding. 3. Introduction to Pultrusion, hand lay up technique, Importance of (04 hrs) Pultrusion 4. Forming (08 hrs) Basic principles, method of forming – straight forming, free forming, plug assist forming, drape forming, matched mold forming, slip forming, snap back forming, reverse draw forming, thermo forming and vacuum forming, limitations and advantages of forming, materials for forming, types of heating systems, faults: causes and their remedies 5. Casting (06 hrs) Introduction, casting of PMMA, unsaturated polyesters and phenolic resins, casting of Biopolymers 111 6. Calendering (06 hrs) Introduction to calendering, types of calenders, advantages, limitations of calendering over other techniques and major applications of calendaring, coating of calendaring, surface finishing. -

2005 Injection Molded & Micro Fabrication Electronic Packaging
2005 INJECTION MOLDED & MICRO FABRICATION ELECTRONIC PACKAGING Dr. Ken Gilleo ET-Trends LLC Warwick, RI Dennis Jones Matrix, Inc. Providence, RI Abstract Thermoset epoxies, discovered nearly 80 years ago, remain the workhorse plastic for electronic packaging and printed circuit boards, but this could change with increasing technical, economic and regulatory demands. Modern halogen-free thermoplastics now boast superior properties and highly automated high-efficiency high-volume processes. Injection molding can readily produce intricate 3D structures suitable for electronic component packaging and 3D molded circuits. Although there is a well-established packaging infrastructure tied to thermoset epoxies there is a much larger world-wide manufacturing base that excels in thermoplastics. Nearly 16-billion pounds of thermoplastics are molded into various parts each year in the USA alone; 30 times higher than for epoxies. We believe that the time is right for adding thermoplastic packages, interconnects and circuitry to 21st century electronics. This paper will discuss concepts, novel designs, new processes and the advancements for injection molded packaging and highlight their impressive attributes; the lowest moisture uptake, the fastest processing and the highest stability in the world of polymers. While MEMS (Micro-Electro-Mechanical Systems) packaging will be a central theme, general component packaging will also be discussed including power packages and digital camera modules. The discussion will include the development of new BGA concepts that utilize automatic insert-molding of tiny metal balls to create the 1st (to chip) and 2nd level (to circuit board) interconnect system. Assembly topics will cover package sealing methods that include laser welding. New Multi-Chip Package (MCP) ideas based on insert-molded flexible circuitry will be described that could find use in stackable designs. -

Effect of Moisture Content on the Processing and Mechanical Properties of a Biodegradable Polyester
polymers Article Effect of Moisture Content on the Processing and Mechanical Properties of a Biodegradable Polyester Vincenzo Titone 1,2,* , Antonio Correnti 3 and Francesco Paolo La Mantia 1,2,* 1 Department of Engineering, University of Palermo, Viale delle Scienze, 90128 Palermo, Italy 2 INSTM Consortium for Materials Science and Technology, Via Giusti 9, 50125 Florence, Italy 3 Joeplast S.p.A., Zona Industriale S.S. 189, 92025 Casteltermini, Italy; [email protected] * Correspondence: [email protected] (V.T.); [email protected] (F.P.L.M.) Abstract: This work is focused on the influence of moisture content on the processing and mechanical properties of a biodegradable polyester used for applications in injection molding. The pellets of the biodegradable polyester were exposed under different relative humidity conditions at a constant temperature before being compression molded. The compression-molded specimens were again placed under the above conditions before the mechanical testing. With all these samples, it is possible to determine the effect of moisture content on the processing and mechanical properties separately, as well as the combined effect of moisture content on the mechanical properties. The results obtained showed that the amount of absorbed water—both before processing and before mechanical testing— causes an increase in elongation at break and a slight reduction of the elastic modulus and tensile strength. These changes have been associated with possible hydrolytic degradation during the compression molding process and, in particular, with the plasticizing action of the moisture absorbed by the specimens. Citation: Titone, V.; Correnti, A.; La Mantia, F.P. Effect of Moisture Keywords: biodegradable polymers; mechanical properties; rheology; processing; moisture content Content on the Processing and Mechanical Properties of a Biodegradable Polyester.